三大方向全面升級齒輪精密鍛造線
2015-12-09 13:04:28合肥市建元機械有限責任公司質量總監金林奎
金屬加工(熱加工) 2015年3期
關鍵詞:效率
合肥市建元機械有限責任公司質量總監 金林奎
三大方向全面升級齒輪精密鍛造線
合肥市建元機械有限責任公司質量總監 金林奎

中頻感應加熱由于加熱速度快、加熱質量好等優勢,成為齒輪精密鍛造的首選加熱裝置。

隨著社會發展、人力成本及產品要求的提高,原有齒輪鍛造生產線已不能滿足要求,但又不能全部更新,所以設備改造是一種理想的方法,具體可以從以下幾方面著手。
自動化改造,提高效率、降低成本
在不改變原有鍛造生產線的前提下,適當通過添置機械手、機器人等手段達到自動作業。一般情況下,對于多機單工位鍛造生產線多采用機器人與輸送帶相結合來改造,對于單機多工位鍛
造生產線多采用步進梁式機械手。改造前后相比效率約提高50%,成本降低30%。
根據壓機設計配套模架,充分挖掘裝備潛能,提高利用率
閉式鍛造是齒輪精密鍛造最好的工藝,但閉式鍛造壓力機大多為進口,價格昂貴,我們可以結合普通機械壓力機的特點設計帶有閉塞功能的浮動模架,根據合模能力及閉塞行程大小,閉塞力發生源可采用油壓、氣壓、氮氣壓及彈簧等。肘桿式壓力機及浮動模架。采用專用模架拓展了壓機使用范圍,提高了齒輪的鍛造精度,提高了設備的利用率。
節能改造,達到降耗增效的目的
中頻感應加熱由于加熱速度快、加熱質量好等優勢,成為齒輪精密鍛造的首選加熱裝置,但在實際使用過程中存在加熱效率差、熱損耗多的現象。

多機單工位鍛造生產線
加熱改造

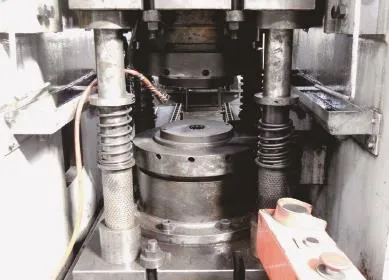
肘桿式壓力機及浮動模架
根據中頻電效率公式,感應器線圈內徑與坯料直徑越接近,越能提升加熱效率,感應圈內徑一般不超過工件坯料直徑的1.3倍,最好是在1.2倍以內。由于齒輪坯料直徑規格多,無法針對每個產品都做一個感應圈,應對感應圈進行系列化:直徑小于60mm時,直徑每增加5mm做一個感應圈;直徑在60~120mm,每增加10mm做一個感應圈;直徑在120mm以上,每隔30mm做一個感應圈。實際生產中選用最靠近工件直徑的感應線圈即可。
設備改造是一個較為系統的課題,上述幾方面的改造可以使老舊設備重新煥發生機,初步達到高效、低成本、節能降耗的目的,但絕不僅限于上述方法。
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經濟(2017年6期)2017-07-12 09:27:16
中國衛生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(2015年7期)2015-02-28 19:02:38
電子設計工程(2015年12期)2015-02-27 12:06:10
中國衛生(2014年11期)2014-11-12 13:11:32
