兩種砂輪磨削Ti5Al4V鈦合金的表面質量比較
2015-12-11 01:33:16張興權楊樹寶汪世益時禮平
機械工程材料 2015年8期
關鍵詞:深度
李 龍,張興權,楊樹寶,汪世益,時禮平
(安徽工業大學機械工程學院,馬鞍山243002)
0 引 言
鈦合金具有比強度高、韌性高、疲勞裂紋擴展速率低、焊接性能優異等優點,在航空航天領域應用廣泛[1-2],如超音速飛機的蒙皮、起落架輪叉、風扇葉片等飛機、發動機主要承力部件。隨著航空器件向大型化和長壽化方向發展,對鈦合金零部件尺寸精度、表面粗糙度等表面加工質量提出了更高要求,關鍵的零部件只有通過磨削加工才能達到使用要求。由于Ti5Al4V鈦合金是由多種元素組成的α+β兩相結構材料,其彈性模量小、回彈性大、導熱性差,容易在加工過程中出現燒傷、裂紋等熱損傷,降低其疲勞壽命。因此,磨削作為零件加工的最后一道工序,決定著零件的表面質量,并直接影響航空器件的服役壽命和安全性能。
CBN(立方氮化硼)由氮與硼構成的化合物,是硬度僅次于金剛石的一種超硬材料。由于其化學惰性強、耐高溫并且導熱性好,因而常被用來制作砂輪。CBN砂輪是一種新型的超硬磨削工具,適合磨削各類硬材料。其磨料是代替剛玉磨料磨削淬硬鋼、高強度鋼等鐵基金屬的最佳磨料[3]。近年來,作為一種精密磨削加工技術,CBN砂輪磨削加工技術應用范圍不斷擴展。徐西鵬等[4]對CBN砂輪磨削鈦合金的磨削機理展開了初步探究;劉佳等[5]對CBN砂輪修整工藝及參數優化進行了試驗研究;羅寧等[6]研究了不同磨削參數對加工材料表面粗糙度的影響以及對表面粗糙度的優化控制原則;余劍武等[7]通過試驗研究了CBN砂輪高速磨削合金的表面粗糙度;霍文國等[8]研究了自潤滑CBN砂輪磨削特性;偉文[9]探求了CBN砂輪在磨削過程中的參數選擇。
鈦合金的導熱系數低、切削時溫度高、化學反應劇烈,致使在機械加工時刀具磨損嚴重并快速失效,造成工件的加工表面質量較差[10]。為了提高工件加工表面質量,作者采用CBN砂輪對鈦合金進行磨削加工,研究了磨削深度對磨削表面形貌、硬度分布、表面粗糙度等的影響,并與傳統的SiC砂輪進行比較,為解決鈦合金磨削加工中遇到的困難以及CBN砂輪的推廣應用提供了依據。
1 試樣制備與試驗方法
試驗工作材料采用Ti5Al4V鈦合金,試樣尺寸為60mm×20mm×4mm。選用CBN砂輪(粒度號80#~100#,砂輪直徑320mm,砂輪厚度25mm,徑向磨料層厚度5mm)及粒度和外徑與CBN砂輪基本相同的1-300×50×75-C80L5V-35 SiC砂輪進行磨削試驗。磨削工藝條件如下:無冷卻液的單道逆磨,切削速度ve為25m·s-1,進給速度vf為0.18m·min-1,磨削深度ap分別為0.01,0.03,0.05mm。
采用JB-1C型表面粗糙度儀測磨削后試樣的表面粗糙度;用OLYMPUSBX51M型光學顯微鏡觀察其表面形貌;用HVS-1000型數字顯微硬度計測試樣硬化層的顯微硬度,載荷4.9N,保壓時間20s。
2 試驗結果與討論
2.1 表面形貌
由圖1可以看出,采用SiC砂輪磨削時,隨著磨削深度的不斷增加,Ti5Al4V鈦合金會出現磨削燒傷現象。當磨削深度為0.01mm時,試樣表面無燒傷;當磨削深度為0.03mm時,試樣表面出現(淺黃色的)磨削燒傷斑;當磨削深度為0.05mm時,試樣表面的磨削燒傷色的顏色加深(變成了黃褐色),燒傷面積也加大。由圖2可見,對于CBN砂輪,當磨削深度為0.01,0.03mm時,試樣表面并未被燒傷當在磨削深度為0.05mm時,試樣表面出現了小部分(淡黃色)磨削燒傷斑,說明此時發生了輕度燒傷現象。
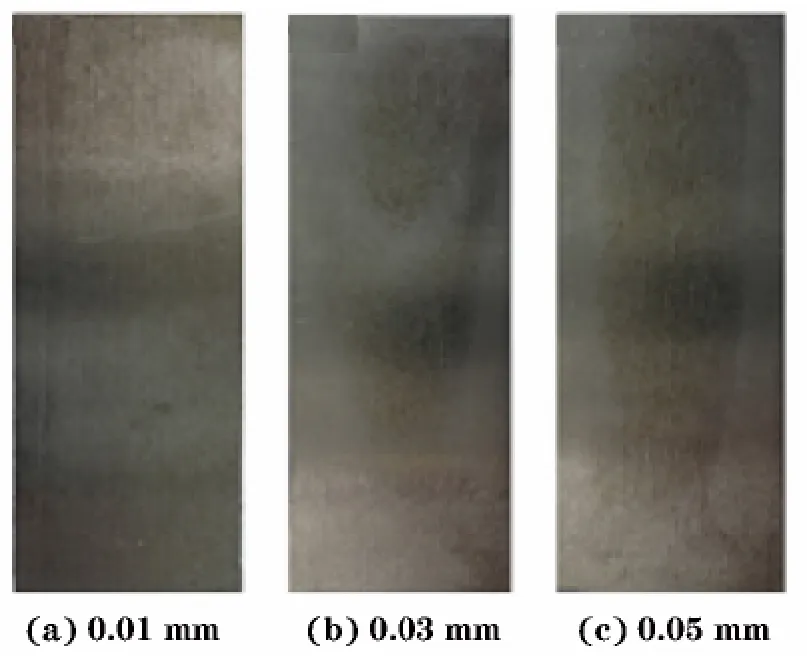
圖1 用SiC砂輪磨削不同深度后Ti5Al4V鈦合金的表面形貌Fig.1 Surface morphology of Ti5Al4VTi alloy grinded using SiC grinding wheel in different grinding depths
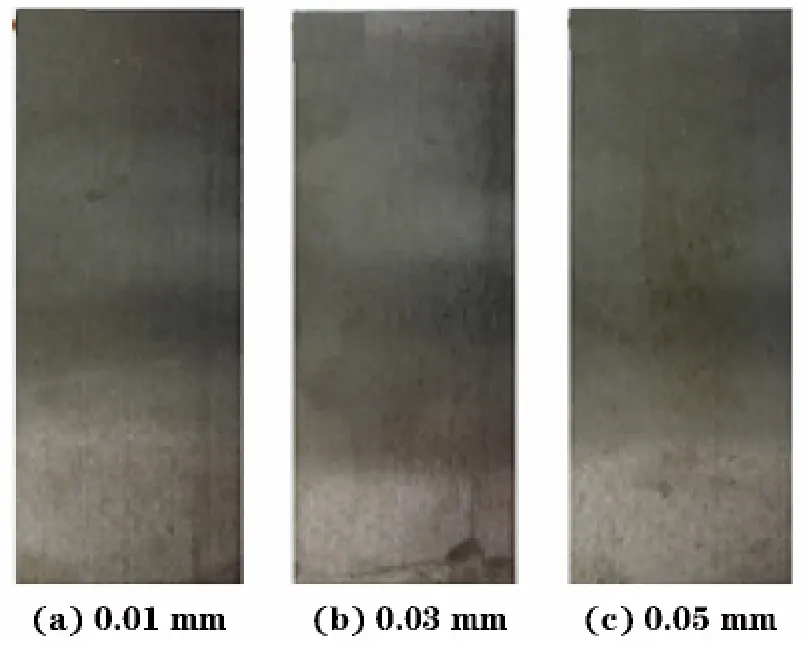
圖2 用CBN砂輪磨削不同深度后Ti5Al4V鈦合金的表面形貌Fig.2 Surface morphology of Ti5Al4VTi alloy grinded using CBN grinding wheel in different grinding depths
砂輪是由無數個磨粒經結合劑粘結在一起的刀具,磨削的本質就是砂輪上的磨粒切除工件上材料的過程。在這個過程中,由于砂輪磨粒和工件表面材料發生了劇烈的擠壓和摩擦,因而磨削區會產生大量的熱量[11]。散熱速度直接決定了磨削區域溫度的高低。在干磨削下,散熱主要通過砂輪、切屑和工件完成,由于磨削產生的切屑少,帶走的熱量很少,因此砂輪的傳熱特性對磨削溫度的影響很大。當采用SiC砂輪磨削時,由于SiC導熱性較差,磨削時絕大部分由磨削功轉化而來的熱將傳遞給工件。在磨削深度為0.01mm時,砂輪與工件之間的摩擦力較小,因而產生的熱量少,磨削溫度低,試樣不會被燒傷;當磨削深度較大時,磨粒的切入深度較深,磨粒與工件表面材料之間摩擦加重,磨削產生的熱量大大增加,而砂輪不能及時將產生的熱傳遞出去,且鈦合金Ti5Al4V本身的導熱性也較差,使試樣表面的磨削區的溫度很高,產生了磨削燒傷現象。采用CBN砂輪時,由于它是熱的良導體,傳熱速度快,能夠及時將磨削過程中切削區產生的熱量通過自身傳導出去,因此傳遞給工件的熱量大大減少,降低了工件表面的切削區溫度,因而不易產生磨削燒傷。
2.2 表面粗糙度
磨削表面是由砂輪上大量磨粒刻劃出的無數極細的溝槽形成。由于磨削加工的特點,垂直于磨削方向的粗糙度遠大于沿磨削方向的粗糙度,因此試驗測量的是垂直于磨削方向的粗糙度。
從表1可以看出,隨著磨削深度的增加,合金的表面粗糙度增大,尤其是采用SiC砂輪磨削時,增大的趨勢更明顯。如果僅從幾何因素考慮,可以認為磨粒切入材料表面的深度越淺,表面的粗糙度就越低。因此,隨著磨削深度的增加,磨粒切入材料表面的深度和犁溝的深度越深,表面的粗糙度就越大。與一般切削加工相比,砂輪的磨削速度高,磨粒大多為負前角,且磨削比大,磨削區溫度高,常常會使金屬表面產生熱熔性變形,甚至磨削燒傷,因此砂輪在磨削過程中產生的塑性變形要比一般車削、銑削過程中大得多。由于塑性變形的緣故,磨削表面的幾何形狀與只根據幾何因素所得到的原始形狀相同。在磨削力和磨削熱的綜合作用下,Ti5Al4V鈦合金表面的金屬晶粒在橫向上被拉伸,有時還產生細微的裂口和局部的金屬堆積現象。影響磨削表層金屬塑性變形的因素也往往是影響表面粗糙度的決定性因素。在磨削深度為0.01mm時,兩種砂輪產生的熱量少,塑性變形小,兩種砂輪磨削后試樣的表面粗糙度相近。當磨削深度增大至0.05mm時,與CBN砂輪相比,SiC砂輪傳熱性能差,磨削溫度高,產生的熱塑性變形大,表面粗糙度Ra迅速增加至3.43μm。

表1 不同磨削深度下Ti5Al4V鈦合金的表面粗糙度Tab.1 Surface roughness of Ti5Al4VTi alloy under different depths μm
2.3 硬度分布
由圖3可看出,采用兩種砂輪在不同的磨削深度下磨削后,鈦合金表層的硬度都有所增加。隨著磨削深度的增加,用SiC砂輪磨削的鈦合金,其次表層的硬度低于基體的硬度,即出現了軟化層,且軟化層的厚度隨磨削深度增大而增大,其硬度下降幅度也越明顯。而采用CBN砂輪磨削時,在磨削深度為0.03mm時,并未出現軟化層;在磨削深度為0.05 mm時,僅出現了少許的軟化層。

圖3 不同磨削深度下用兩種砂輪磨削后Ti5Al4V鈦合金沿深度的硬度分布Fig.3 Hardness distribution of Ti5Al4VTi alloy grinded under different grinding depths using SiC (a)and CBN (b)grinding wheels
在磨削過程中,工件表面的金屬受到磨粒的擠壓向兩邊流動,形成溝槽,磨屑經多次擠壓、疲勞斷裂、脫落而形成。工件材料受到磨粒的擠壓后發生塑性變形,引起晶粒之間剪切滑移,晶粒經過拉長、扭曲和破碎后,材料的硬度和強度得以提高。但在磨削過程中,砂輪磨粒和工件材料接觸部分發生了劇烈的擠壓和摩擦,產生大量磨削熱,使工件的溫度升高,引起金屬再結晶,金屬中歪扭的晶格局部得到恢復,從而降低了硬化作用的效果,甚至會產生磨削燒傷。在磨削過程中,塑性強化機制和溫升的恢復機制共同作用于材料。
當磨削深度為0.01mm時,兩種砂輪磨削產生的熱量都較少,磨削溫度還比較低,工件材料受到磨粒擠壓而產生的冷作硬化暫時起主導作用。它強化了工件表層,使材料表層硬度升高,其表面硬度可高達590HV。當磨削深度為0.03mm時,砂輪與材料之間的摩擦力加大,但仍然存在冷作硬化的現象;同時磨削產生了大量的熱量,溫度上升,使材料得到恢復。由于CBN砂輪是鋁基,具有良好的導熱性,可以把磨削區的熱傳出去,使磨削區的溫度較低。此時,在工件材料中起主導作用的依然是冷作硬化,而且工件表層硬度依然比基體高(基體硬度330HV)。但由于SiC砂輪的導熱性較差,在200℃時熱導率僅為0.24W·cm-1·℃-1,在1 000℃時熱導率為0.06W·cm-1·℃-1,砂輪不易把磨削產生的熱傳出去,絕大部分的磨削熱都傳給工件,此時磨削熱起主導作用,在磨削熱的影響下,工件材料的表面層產生軟化,導致工件表層的硬度要低于基體的硬度。當磨削深度為0.05mm時,軟化層的最低硬度為260HV,再往里層硬度又逐漸升高至基體硬度。由于鈦合金的化學活性高,在磨削高溫下極易與大氣中的氧或氮反應,形成TiO、TiO2、Ti2O3或TiN等硬度較高的物質。另外,氧、碳、氮等元素滲入鈦合金表層,還形成了過飽和間隙固溶體。這些因素共同作用提高了鈦合金磨削后的表面硬度。
2.4 表面微觀形貌
從圖4,5中可以看出,當磨削深度為0.01mm時,工件表面基本上都是切削紋路、磨粒犁溝,溝槽兩側隆起,但金屬變形并不嚴重,整體加工紋理比較清晰。經過砂輪磨削之后已加工表面會粘附或冷焊有砂輪上的部分磨屑,所以鈦合金表面存在大量的黑色細小顆粒狀異物。當磨削深度為0.03mm時,砂輪與工件會發生更劇烈地切削和摩擦,磨削熱量增加。由于CBN砂輪傳走了大量的熱,磨削區溫度不是很高,因此磨削加工的紋理仍然清晰可見,表面無裂紋。而SiC砂輪磨削產生的大量熱不易被傳出,導致磨削區的溫度變得很高,使材料表面層產生軟化。此時,工件表面出現了少量的裂紋,加工紋理也不再清晰。當磨削深度為0.05mm時,工件材料因受到砂輪的擠壓和摩擦作用發生了更加嚴重的擠壓變形,工件表面呈現出大塊沖積狀的涂覆區域。同時,出現的流動涂覆痕跡幾乎掩蓋了整個磨削紋路。此時有燒傷顏色出現在工件表面,并伴隨有大量的磨削裂紋(圖中圓圈標出)。這種磨削裂紋絕大部分都垂直于磨削方向,且一般較淺。

圖4 不同磨削深度下用SiC砂輪磨削后Ti5Al4V鈦合金表面形貌Fig.4 Surface morphology of Ti5Al4VTi alloy grinded using SiC grinding wheels in different grinding depths
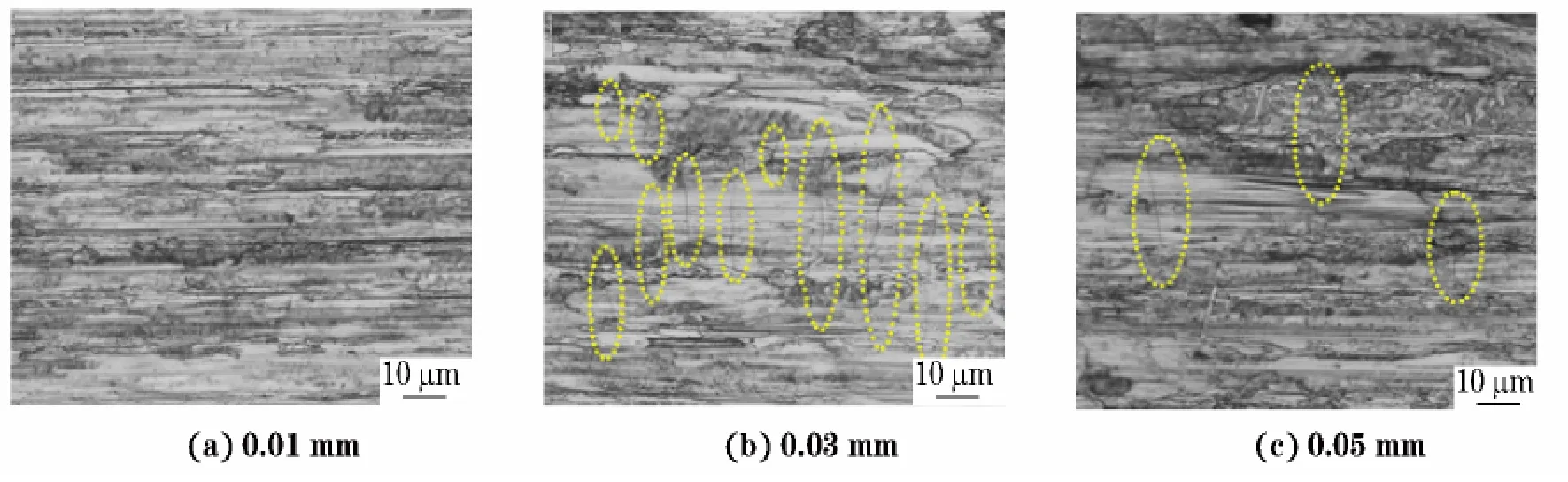
圖5 不同磨削深度下用CBN砂輪磨削后Ti5Al4V鈦合金表面形貌Fig.5 Surface morphology of Ti5Al4VTi alloy grinded using CBN grinding wheels in different grinding depths
磨削加工時,磨粒和材料之間劇烈摩擦使磨削區生成大量熱,并由工件表面向內部傳導。由于鈦合金Ti5Al4V自身的導熱性能差,經過砂輪磨削后,工件中溫度最高的區域是表層磨削區,其沿厚度方向上的溫度梯度很大。待磨削加工完成后,工件逐漸冷卻至室溫。在磨削過程中工件表層會發生熱塑性變形,并且工件表層體積也會因溫度升高而發生膨脹。整個磨削過程中,工件表層經歷了體積膨脹和熱塑性變形以及冷卻之后的體積收縮,使得工件表層產生了拉應力,當殘余拉應力超過材料的強度時,工件表面就會出現裂紋,如圖3所示。在外部載荷的作用下,工件表面的裂紋不斷增大,逐漸擴展為宏觀裂紋,甚至發展為貫穿的裂紋。在磨削條件下,裂紋會使工件表面的材料成塊剝落,降低了零件的配合性能。在循環載荷作用下,裂紋也容易使工件發生斷裂,降低了零件的疲勞壽命。
3 結 論
(1)隨著磨削深度的增加,經SiC砂輪磨削后,Ti5Al4V鈦合金表面形貌逐漸惡化,出現了磨削燒傷和磨削裂紋,次表層的硬度下降,出現了軟化層。
(2)在相同的磨削深度下,CBN砂輪磨削后的工件表面質量優于SiC砂輪,主要原因是CBN砂輪磨削時產生的磨削力小和磨削熱較少。
[1]林永新,韓傳璽.鈦合金研究與工藝技術的最新進展[J].稀有金屬材料與工程,1994,23(3):74-80.
[2]朱知壽,王新南,童路,等.中國航空結構用新型鈦合金研究[J].鈦工業進展,2007,24(6):28-32.
[3]葉偉昌.CBN砂輪的進展[J].新技術新工藝,2000(11):13-15.
[4]XU X P,YU Y P,HUANG H,et al.Mechanism of abrasive wear in the grinding of titanium(TC4)and nickel(K417)alloys[J].Wear,2003,255(7):1421-1426.
[5]劉佳,陳五一.杯形陶瓷CBN砂輪修整工藝及參數優化[J].北京航空航天大學學報,2012,38(3):374-379.
[6]羅寧,黃紅武,宓海青,等.CBN砂輪120m/s高速磨削表面粗糙度實驗研究[J].精密制造與自動化,2005(2):22-24.
[7]YU J W,CHEN T,SHANG Z T,et al.Experimental investigation on high-speed grinding of 40Cr steel with vitrified CBN grinding wheel[J].Advanced Materials Research,2010,126/128:154-158.
[8]霍文國,徐九華,傅玉燦,等.自潤滑金屬結合劑CBN砂輪干式磨削特性分析[J].中國機械工程,2012(23):2773-2777.
[9]羅偉文.CBN砂輪和剛玉砂輪磨削45淬硬鋼的對比試驗研究[J].金剛石與磨料模具工程,2005(6):46-49.
[10]高建紅,李文輝,劉倫倫,等.鈦合金和鎳合金加工用新型刀具材料的研究進展[J].機械工程材料,2014,38(12):1-5.
[11]曾志新.機械制造技術基礎[M].武漢:武漢理工大學出版社,2009.
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57