熱處理工藝對(duì)BCu58ZnMn釬料釬焊接頭組織與性能的影響
2015-12-11 01:33:36薛維華齊曉旭李智超
機(jī)械工程材料 2015年6期
關(guān)鍵詞:工藝
薛維華,齊曉旭,2,李智超
(1.遼寧工程技術(shù)大學(xué)材料科學(xué)與工程學(xué)院,阜新 123000;2.阜新市建設(shè)工程造價(jià)管理處,阜新 123099)
0 引 言
非整體式硬質(zhì)合金工具主要靠釬焊來(lái)實(shí)現(xiàn)基體與硬質(zhì)合金的連接,釬焊接頭中釬縫的組織、狀態(tài)與釬焊連接質(zhì)量直接相關(guān),并最終影響著工具的壽命[1-4]。非整體式硬質(zhì)合金工具制造工藝復(fù)雜,在基體成型和硬質(zhì)合金釬焊后,還需要對(duì)工具進(jìn)行熱處理,使基體及釬焊接頭具有良好的綜合力學(xué)性能。而焊后熱處理會(huì)使釬焊接頭中釬縫的顯微組織隨之發(fā)生變化,為了提高釬焊連接質(zhì)量進(jìn)而提升工具的使用壽命,很有必要對(duì)釬縫組織狀態(tài)隨熱處理工藝變化的規(guī)律進(jìn)行研究。BCu58ZnMn合金釬料是硬質(zhì)合金工具制造中應(yīng)用較廣的釬料之一[4-6],雖然已有報(bào)道[7-8]就熱處理工藝對(duì)此釬焊焊縫強(qiáng)度的影響進(jìn)行過(guò)相應(yīng)的分析,但結(jié)合焊后熱處理工藝對(duì)焊縫組織與性能的影響,系統(tǒng)分析釬縫組織和接頭性能的變化卻少見(jiàn)報(bào)道。為此,作者結(jié)合硬質(zhì)合金工具制造過(guò)程,對(duì)BCu58ZnMn釬料進(jìn)行了重熔凝固和相應(yīng)的熱處理,研究了其在不同狀態(tài)下的組織與性能;在此基礎(chǔ)上進(jìn)行了釬焊試驗(yàn),分析了熱處理工藝對(duì)釬焊連接質(zhì)量的影響,以期優(yōu)化硬質(zhì)合金工具的生產(chǎn)工藝,提高產(chǎn)品質(zhì)量。
1 試樣制備與試驗(yàn)方法
試驗(yàn)選用厚1 mm的冷軋退火態(tài)BCu58ZnMn合金箔片為釬料,其化學(xué)成分(質(zhì)量分?jǐn)?shù)/%)為58.2Cu,37.73Zn,3.92Mn,0.15Fe。按表1所示工藝模擬釬焊后冷卻方式和焊后固溶和時(shí)效工藝制備釬焊接頭中釬縫試樣。用XJL-02型光學(xué)顯微鏡觀察釬縫試樣的顯微組織,金相腐蝕劑為FeCl3鹽酸水溶液;用HV-10B型小負(fù)荷維氏硬度計(jì)測(cè)試樣硬度,試驗(yàn)載荷4.9 N,保載時(shí)間15 s。
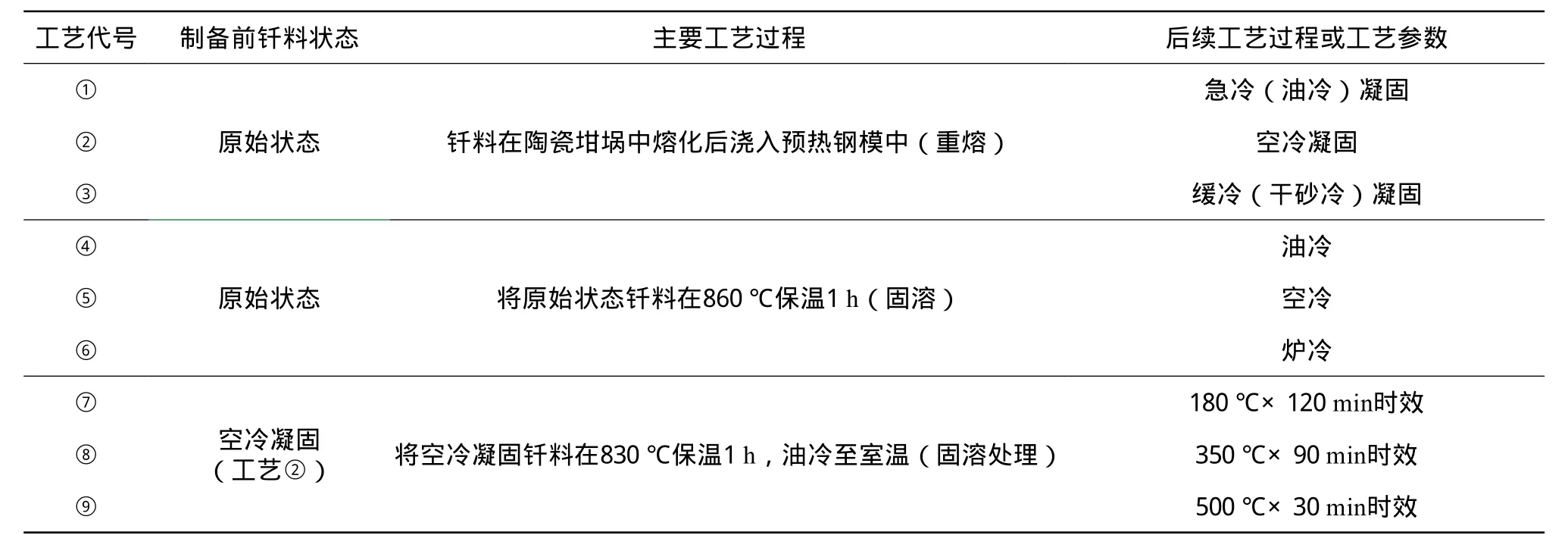
表1 釬縫試樣的制備工藝Tab.1 Preparation processes of brazed seam samples
采用中頻感應(yīng)加熱的方法對(duì)42CrMo鋼(齒座)與YG13C硬質(zhì)合金(M22型截煤齒)進(jìn)行釬焊。將M22型截煤齒,見(jiàn)圖1(a),插接釬焊于42CrMo鋼齒座孔中,見(jiàn)圖1(b),裝配形式如圖1(c)所示,釬劑選用氣劑301。將適量釬料、釬劑與硬質(zhì)合金截煤齒依次置入齒座孔內(nèi),整個(gè)裝配體放入中頻裝置的感應(yīng)圈內(nèi)加熱。中頻感應(yīng)裝置的功率為16 kW,電流頻率為2 500 kHz,加熱時(shí)間90 s左右。加熱至熔化的釬料從縫隙中均勻溢出,在硬質(zhì)合金上稍加力以保證焊實(shí),完成焊接。試樣釬焊完畢后分別油冷、空冷、砂冷至室溫;對(duì)部分空冷試樣進(jìn)行淬火和回火處理,即重新加熱到830℃,保溫1 h后油冷至室溫淬火,然后分別進(jìn)行180℃×120 min,350℃×90 min和500℃×30 min的回火。釬焊接頭剪切強(qiáng)度測(cè)試按照MT/T 246—2006[9]進(jìn)行,首先用電火花線切割從釬焊部位截取8 mm厚試樣,如圖2(a)所示,然后在萬(wàn)能材料試驗(yàn)機(jī)上按圖2(b)所示方式以10 MPa·s-1的速率將試樣壓至破壞,記錄破壞瞬間載荷P,計(jì)算釬焊接頭剪切強(qiáng)度,取三個(gè)試樣的平均值。
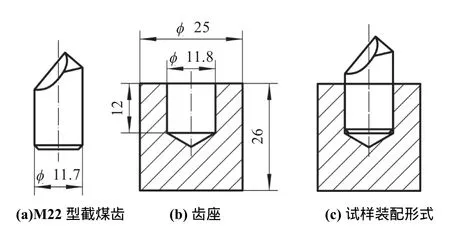
圖1 釬焊試樣尺寸及裝配形式Fig.1 Size and assemblage of brazing sample:(a) M22 coal bit;(b) bit box and(c) sample assemblage style
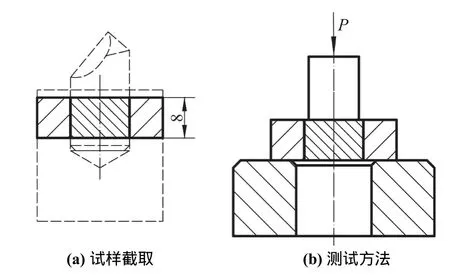
圖2 釬焊接頭縫剪切強(qiáng)度試樣截取方式及測(cè)試方法Fig.2 Sampling(a) and testing method(b) for shear strength sample of brazed joint
2 試驗(yàn)結(jié)果與討論
2.1 不同狀態(tài)釬料的顯微組織
由圖3可見(jiàn),原始冷軋退火態(tài)釬料為α+β(β')的雙相組織,其中白色α相是以銅為基的固溶體,深色β(β')相是以CuZn化合物為基的固溶體。釬料原始組織與普通黃銅退火組織的區(qū)別在于沒(méi)有明顯的孿晶,這說(shuō)明釬料中錳元素不僅是強(qiáng)化元素,也起到了抑制孿晶的作用。
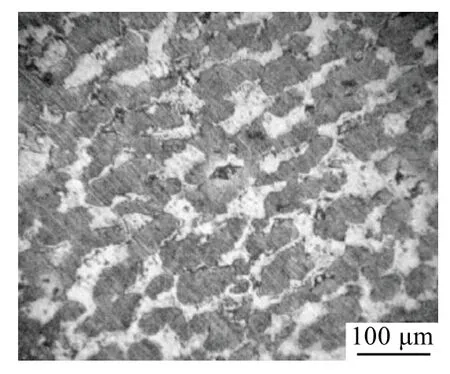
圖3 冷軋退火態(tài)BCu58ZnMn釬料的顯微組織Fig.3 Microstructure of BCu58ZnMn brazing alloy after cold rolling and annealing
由圖4可見(jiàn),隨重熔后冷速的降低,釬焊態(tài)釬料組織中α相逐漸增多且組織變得粗大。從銅-鋅合金平衡凝固相圖可知,與BCu58ZnMn合金成分類(lèi)似的合金凝固時(shí)先由液相析出β相,然后由β相中析出α相,在456℃左右,無(wú)序的β相轉(zhuǎn)變?yōu)橛行虻摩?相,同時(shí),α相中也開(kāi)始析出β'相[10]。冷速低時(shí)α相較易析出,釬料組織中α相增多。圖4中顯微組織尖銳,β'相較多,因β'相為脆硬相,能起到強(qiáng)化的作用,但組織的尖銳部位又易造成應(yīng)力集中,因此,該組織的產(chǎn)生將使釬料塑、韌性下降。
由圖5可知,860℃保溫1 h后經(jīng)不同方式冷卻的釬料顯微組織與凝固組織類(lèi)似,但β'相有變平滑趨勢(shì)。爐冷(工藝⑥)后的組織與重熔后干砂冷(工藝③)的相比明顯粗大,說(shuō)明爐冷冷速要明顯慢于在干砂中緩冷的冷速。
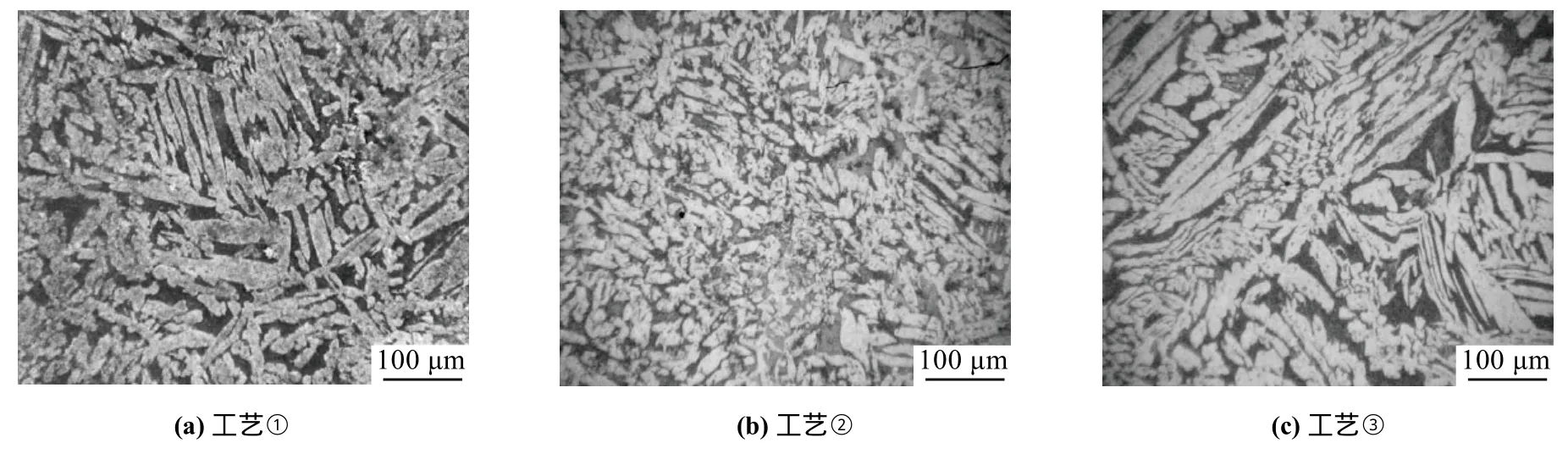
圖4 BCu58ZnMn釬料重熔后經(jīng)不同方式冷卻凝固后的顯微組織Fig.4 Microstructure of BCu58ZnMn brazing alloy solidified by different ways after remelting
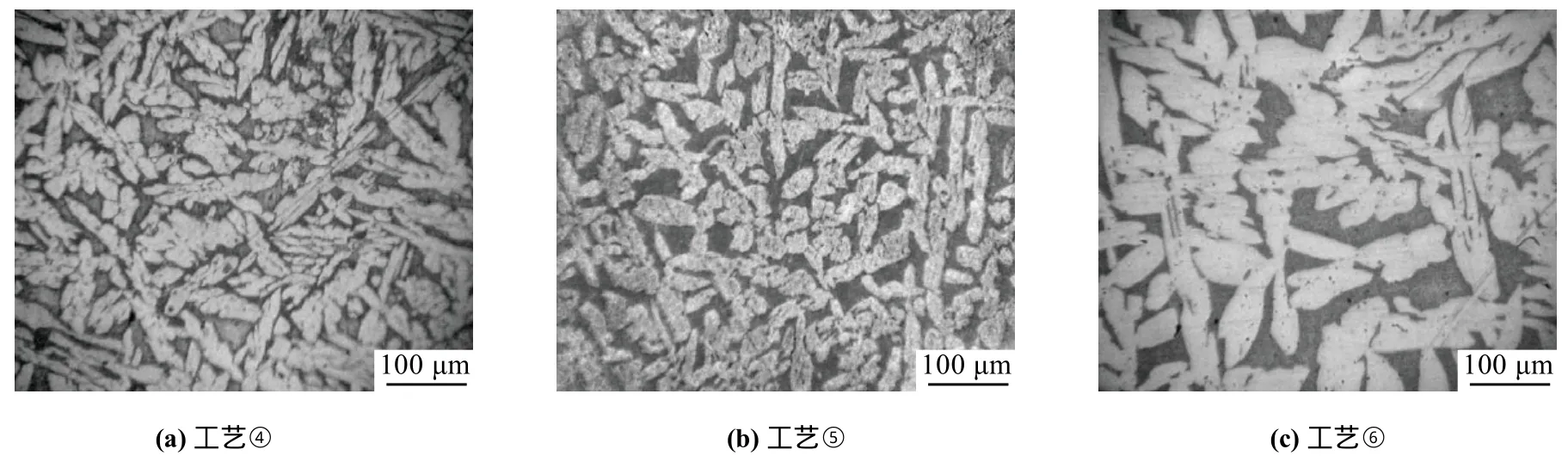
圖5 BCu58ZnMn釬料經(jīng)860℃保溫1 h以不同方式冷卻后的顯微組織Fig.5 Microstructure of BCu58ZnMn brazing filler metal after heating for 1 h at 860℃and cooling by different ways
由圖6可知,工藝⑦~⑨處理后的組織與工藝①~⑥處理后的相似,固溶時(shí)效后的組織進(jìn)一步變得平滑。三種溫度時(shí)效后釬料組織變化不明顯,說(shuō)明固溶后固溶體過(guò)飽和度并不大。BCu58ZnMn釬料的這一特點(diǎn)能保證其有比較大的工藝窗口范圍。
2.2 不同狀態(tài)釬料的硬度
由表2可知,隨冷卻速率的減小,重熔凝固和熱處理后釬料的硬度降低,時(shí)效處理后隨時(shí)效溫度升高則硬度降低,這主要是細(xì)晶強(qiáng)化和β'相的析出強(qiáng)化作用。熱處理后釬料的硬度均大于重熔凝固后釬料的,主要是因?yàn)槟探M織缺陷較多,組織粗大且脆硬相對(duì)基體又有割裂作用。由此說(shuō)明硬質(zhì)合金工具釬焊后的熱處理是必要的。三種時(shí)效溫度下釬料組織和硬度變化不大,再次說(shuō)明釬料對(duì)時(shí)效處理的敏感性較低,工藝穩(wěn)定性較好。
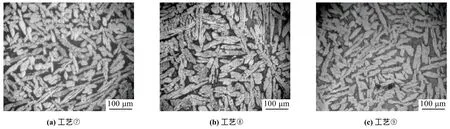
圖6 重熔BCu58ZnMn釬料不同工藝時(shí)效后的顯微組織Fig.6 Microstructure of BCu58ZnMn brazing alloy after ageing
2.3 熱處理工藝對(duì)釬焊接頭剪切強(qiáng)度的影響
由表3可知,焊后與熱處理后釬焊接頭的剪切強(qiáng)度基本達(dá)到MT/T 246—2006標(biāo)準(zhǔn)規(guī)定的指標(biāo)要求(不小于180 MPa)。接頭釬焊后以較慢的空冷和砂冷方式冷卻的強(qiáng)度要優(yōu)于油冷的,其中砂冷下的剪切強(qiáng)度達(dá)到最大。對(duì)釬焊淬火后的接頭進(jìn)行350℃回火熱處理之后,其剪切強(qiáng)度明顯低于180℃和500℃回火后的剪切強(qiáng)度,剪切強(qiáng)度在180℃回火后達(dá)到最大。

表2 BCu58ZnMn釬料在不同工藝狀態(tài)下的硬度Tab.2 Hardness of BCu58ZnMn brazing alloy under different states HV
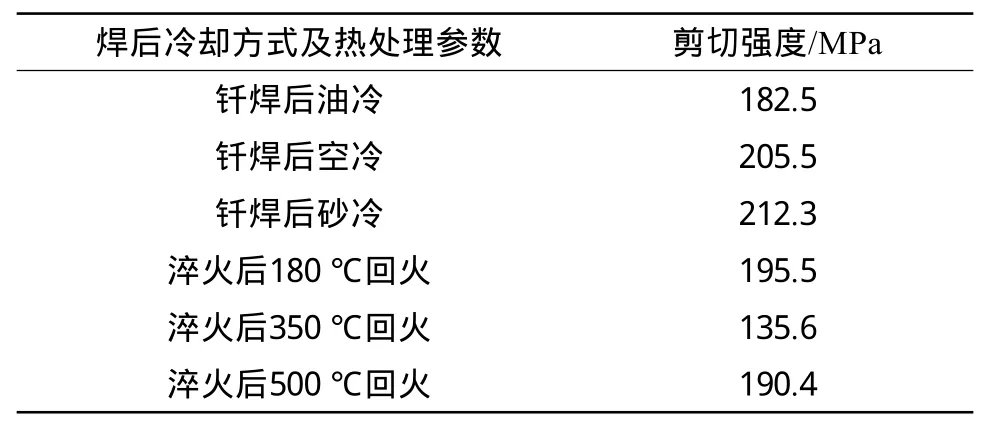
表3 釬焊后以不同方式冷卻及不同工藝熱處理后釬焊接頭的剪切強(qiáng)度Tab.3 Shear strength of brazed joints cooled by different ways after brazing and different heat treatments
釬焊接頭剪切強(qiáng)度與釬料強(qiáng)度和釬焊縫應(yīng)力狀態(tài)有關(guān)系。釬焊溫度過(guò)高、冷速過(guò)大且釬焊縫塑性變形小時(shí),殘余應(yīng)力就會(huì)增大,進(jìn)而使釬焊接頭剪切強(qiáng)度變低[11];另一方面,冷速增大,釬焊縫處合金元素固溶度增大、晶粒細(xì)化,又會(huì)使焊縫強(qiáng)度增加[7]。由冷速不同導(dǎo)致的焊接應(yīng)力和釬料強(qiáng)度的變化對(duì)釬焊縫剪切強(qiáng)度的作用恰好相反,這使得焊后冷速對(duì)釬焊縫剪切強(qiáng)度的影響變的復(fù)雜。從表2可知,不同冷速下釬料的硬度變化不大,因此釬焊縫應(yīng)力狀態(tài)成為決定釬焊接頭剪切強(qiáng)度的主要因素,較慢的冷卻方式能夠能緩解釬焊縫殘余應(yīng)力,使剪切強(qiáng)度得到提高,改善焊接質(zhì)量。
回火可以使釬焊過(guò)程中產(chǎn)生的內(nèi)應(yīng)力逐漸去除,提高釬焊接頭剪切強(qiáng)度。回火溫度為180℃時(shí),釬料硬度較高,釬焊接頭剪切強(qiáng)度最大。回火溫度為350℃時(shí),42CrMo鋼產(chǎn)生第一類(lèi)回火脆性,此時(shí)其韌性最低,剪切強(qiáng)度下降。同時(shí)釬料合金也會(huì)出現(xiàn)脆性相[8,12-13]。回火溫度為500℃時(shí),鋼基體韌性提高,釬焊接頭保持了比較高的剪切強(qiáng)度。根據(jù)表3可知,180℃和500℃時(shí)的剪切強(qiáng)度值僅相差約2%,這說(shuō)明在實(shí)際生產(chǎn)中,硬質(zhì)合金工具釬焊后進(jìn)行調(diào)質(zhì)處理(高淬高回),對(duì)釬焊接頭剪切強(qiáng)度損傷不大,可以保證齒體獲得良好的綜合力學(xué)性能,同時(shí)保持釬焊接頭的剪切強(qiáng)度,提高工具使用性能。
2.4 討 論
與類(lèi)似成分的黃銅釬料相比,由于BCu58ZnMn釬料中錳元素的存在,其組織發(fā)生了比較大的改變,強(qiáng)度有比較大的提高。雖然試驗(yàn)中未測(cè)試釬料的塑韌性,但通過(guò)釬料組織的分析,仍可斷定其塑韌性受到了不利的影響。釬焊接頭剪切強(qiáng)度受到釬料強(qiáng)度和釬焊縫應(yīng)力狀態(tài)的雙重影響,單純的提高強(qiáng)度并不一定能使連接質(zhì)量得到提高。因此,用BCu58ZnMn釬料釬焊時(shí)應(yīng)特別注意協(xié)調(diào)提高強(qiáng)度與增加韌性緩解應(yīng)力兩方面的關(guān)系。從試驗(yàn)結(jié)果來(lái)看,BCu58ZnMn釬料釬焊時(shí)緩解應(yīng)力應(yīng)是需要重點(diǎn)關(guān)注的,焊后應(yīng)采取緩冷的冷卻方式。
另外,由于BCu58ZnMn釬料的熔點(diǎn)與常用的硬質(zhì)合金工具基體鋼的淬火溫度相當(dāng),因此在實(shí)際生產(chǎn)中存在協(xié)調(diào)釬焊和淬火工藝先后的問(wèn)題。從表3可知,釬焊后調(diào)質(zhì)試樣與釬焊后空冷(接頭部位的工具基體為正火態(tài))試樣的剪切強(qiáng)度相比下降不明顯,釬料仍能保持比較好的組織和應(yīng)力狀態(tài),有比較高的釬焊連接質(zhì)量;同時(shí),正火狀態(tài)的工具基體綜合力學(xué)性能要低于調(diào)質(zhì)狀態(tài)的。因此,采用BCu58ZnMn釬料進(jìn)行硬質(zhì)合金工具的釬焊時(shí),應(yīng)采用先釬焊后調(diào)質(zhì)的工序。這樣能保證工具基體整體都保持調(diào)質(zhì)狀態(tài),有比較好的綜合力學(xué)性能,同時(shí)保持較好的釬焊質(zhì)量,有利于硬質(zhì)合金工具應(yīng)對(duì)各種復(fù)雜的工況條件,提高使用壽命。
回火后的釬焊接頭剪切強(qiáng)度低于焊后空冷的,很可能是由于鐵等元素?cái)U(kuò)散進(jìn)入釬料中產(chǎn)生硬脆相而導(dǎo)致的。由于作者未考慮釬焊縫處元素?cái)U(kuò)散對(duì)釬焊質(zhì)量的影響,這一問(wèn)題尚需后續(xù)進(jìn)一步的測(cè)試分析。
3 結(jié) 論
(1)不同狀態(tài)下BCu58ZnMn釬料均保持兩相組織,隨熱處理工藝和冷速不同組織略有差異;熱處理能起到緩解尖銳凝固組織應(yīng)力集中的作用。
(2)BCu58ZnMn釬料重熔凝固和固溶后冷速提高可使其硬度增大,重熔凝固后的硬度低于熱的處理后的硬度,時(shí)效溫度對(duì)釬料的硬度影響不大。
(3)用BCu58ZnMn釬料釬焊制備硬質(zhì)合金工具時(shí),焊后緩冷能提高釬焊接頭的剪切強(qiáng)度。
(4)焊后正常熱處理工藝對(duì)BCu58ZnMn釬焊接頭的剪切強(qiáng)度影響不大,高溫回火能使釬焊接頭保持理想的剪切強(qiáng)度(190.4 MPa)。
[1]謝錫純,李嘵豁.礦山機(jī)械與設(shè)備[M].2版.徐州:中國(guó)礦業(yè)大學(xué)出版社,2000.
[2]蔣建敏,趙學(xué)彬,賀定勇,等.北京地區(qū)盾構(gòu)機(jī)刀具失效分析及再制造研究[J].中國(guó)表面工程,2006,19(3):44-46.
[3]張國(guó)櫸.我國(guó)沖擊鑿巖技術(shù)暨釬鋼釬具工業(yè)的現(xiàn)代化發(fā)展[J].鑿巖機(jī)械氣動(dòng)工具,2010(1):19-36.
[4]張俊熙,周書(shū)助.國(guó)外鑿巖合金鉆頭材質(zhì)剖析結(jié)果與探討[M].株洲:中國(guó)鎢業(yè)協(xié)會(huì)硬質(zhì)合金分會(huì),2004.
[5]闕仲萍,王海龍 .YG8硬質(zhì)合金與42CrMo鋼的真空釬焊連接[J].機(jī)械工程材料,2009,33(2):35-38.
[6]樊潤(rùn)君,朱慶霞.截齒的釬焊工藝[J].金屬加工(熱加工),2012(8)∶69-70.
[7]李智超,董允,肖東明,等.熱處理對(duì)硬質(zhì)合金釬焊焊縫強(qiáng)度的影響[J].熱加工工藝,1990,19(3):17-19.
[8]黃云慶.熱處理工藝對(duì)截齒釬焊接頭強(qiáng)度的影響[J].金屬熱處理,1994,19(2):12-15.
[9]MT/T 246-2006.采掘機(jī)械用截齒[S].
[10]吳承建,陳國(guó)良,強(qiáng)文江.金屬材料學(xué)[M].2版.北京:冶金工業(yè)出版社,2009.
[11]吳昌忠,陳靜,陳懷寧,等.釬料對(duì)金屬/陶瓷釬焊接頭殘余應(yīng)力的影響[J].機(jī)械工程材料,2005,29(9):18-20.
[12]丁毅,王小霞,周棟,等.高頻感應(yīng)加熱釬焊工藝制備碳鋼/不銹鋼復(fù)合板接頭的顯微組織[J].機(jī)械工程材料,2011,35(9):68-71.
[13]于治水,經(jīng)敬楠,萇文龍,等.銅粉添加量對(duì)不銹鋼釬焊接頭組織和顯微硬度的影響[J].機(jī)械工程材料,2014,38(11):7-9.
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
