TU30數(shù)控車床切削運動總成大修
2015-12-14 03:57:06呂利偉尹紅超馬金衛(wèi)
設(shè)備管理與維修 2015年6期
關(guān)鍵詞:測量
呂利偉 尹紅超 王 威 馬金衛(wèi)
(中國一拖集團 一拖(洛陽)柴油機有限公司 河南洛陽)
一、TU30數(shù)控車床簡介
TU30數(shù)控車床是完成曲軸端面切削、倒角及止推頸外圓尺寸加工的設(shè)備,其高剛性的4導(dǎo)軌床身、主軸直徑150 mm,主軸轉(zhuǎn)速為高、低2組無級變速,變速范圍6~2500 r/min,采用雙移門結(jié)構(gòu),主軸采用AC電機高、低2組的無級變速。
二、數(shù)控車大修前故障現(xiàn)象
設(shè)備在長期斷續(xù)切削加工過程中,由于沖擊載荷力的作用,造成切削運動總成整體幾何尺寸(回轉(zhuǎn)刀盤總成,進給總成,X滑臺導(dǎo)軌總成等相互關(guān)聯(lián)部件)的嚴重磨損,造成運動精度降低。間隙又使在切削加工過程中,各總成間發(fā)生碰撞,產(chǎn)生較大的振動響聲及對設(shè)備的損壞,X向滑臺導(dǎo)軌總成的嚴重磨損,從而破壞了相互間的配合。經(jīng)常出現(xiàn)X向伺服電機報警、曲軸止推頸加工尺寸超差等故障現(xiàn)象,嚴重影響曲軸加工質(zhì)量。
1.故障原因分析
查詢該數(shù)控車的編程,發(fā)現(xiàn)其數(shù)控刀架,是采用反向切削,切削力全部作用在壓板上,由于壓板的接觸面積比較小,故要承載比較大的作用力,在長期的負荷作用下,導(dǎo)軌總成(滑臺、壓板和導(dǎo)軌)出現(xiàn)大面積磨損。拆卸發(fā)現(xiàn),由于導(dǎo)軌總成的大間隙配合致使其復(fù)合運動造成傳動箱齒輪和刀盤定位鼠齒盤磨損。
(1)刀盤傳動齒輪箱總成的定位鼠齒盤因斷續(xù)切屑震動而產(chǎn)生磨損,傳動齒輪不但嚴重磨損,還出現(xiàn)打齒現(xiàn)象。
(2)X向滑臺、導(dǎo)軌、鑲條及壓板因斷續(xù)切屑震動出現(xiàn)磨損嚴重和點蝕,最大磨損尺寸量達一個毫米。
(3)Z向滑臺、導(dǎo)軌、鑲條及壓板因接觸面積較大,磨損情況超差情況較好。
2.故障修復(fù)難點
諸如傳動箱的齒輪打齒及磨損齒輪可直接更換,Z向?qū)к壙赏ㄟ^簡單地刮研解決。針對X向?qū)к壙偝桑绾伪WC在兩導(dǎo)軌尺寸的不一致性前提下,導(dǎo)軌面與基準面的平行度問題;滑臺和壓板相對導(dǎo)軌的修配中,采用何種方式補償加工過程中損失的尺寸量問題;采用何種方法既能滿足原有鑲條的調(diào)節(jié)滑臺作用,又能實現(xiàn)滑臺與導(dǎo)軌的理想配合問題;刀盤定位鼠盤磨損間隙如何補償問題。
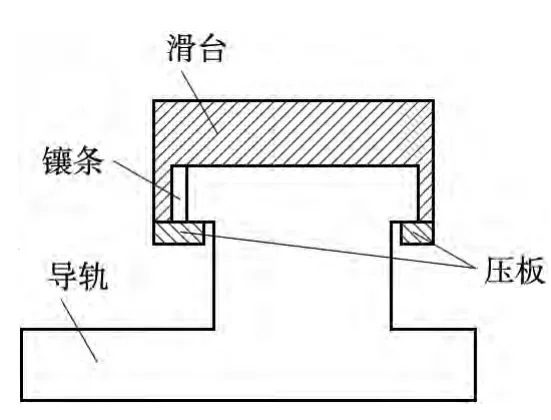
圖1 X向?qū)к壙偝珊唸D
三、解決方案流程
方案流程見圖2,參照圖2利于各項工作具體實施。
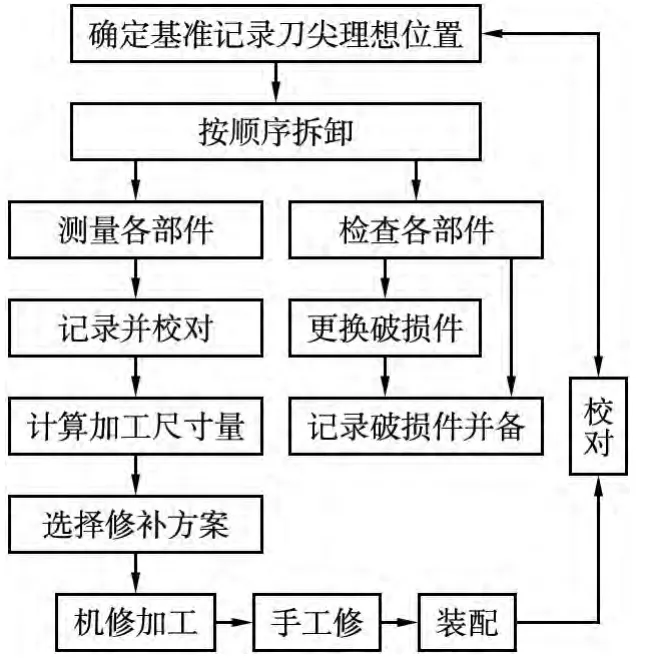
圖2 方案流程簡圖
四、具體解決措施
查閱相關(guān)資料,了解切削運動機件總成,在機床中與各部件間的相互位置尺寸。針對一些拆前可進行測量的參數(shù)、尺寸,盡量提前確認。一些未知參數(shù)、尺寸,只有在分解設(shè)備后才能進行測量確定。確保修理后TU30切削運動總成整體幾何精度。
1.修前工作步驟
(1)拆解前,先對該設(shè)備的回轉(zhuǎn)中心高及回轉(zhuǎn)刀盤刀尖高度進行尺寸測量。確保修理后,數(shù)控刀盤總成整體的切削運動幾何精度。
(2)對項目工作設(shè)備進行拆解檢查,在拆分解每個部件的過程中發(fā)現(xiàn),刀盤傳動齒輪箱總成的定位鼠盤因斷續(xù)切屑振動而產(chǎn)生磨損,傳動齒輪不但嚴重磨損,還出現(xiàn)打齒現(xiàn)象,應(yīng)對定位鼠盤進行再加工,更換傳動齒輪。另外發(fā)現(xiàn),編碼器連接軸支撐軸承,因浸泡在切削液中,產(chǎn)生銹蝕和磨損,需更換處理。
(3)X向滑臺、導(dǎo)軌、鑲條及壓板因斷續(xù)切屑振動,磨損嚴重和點蝕,最大磨損尺寸量達1 mm。需對滑臺、導(dǎo)軌及壓板進行加工處理。另外,X向絲杠下支撐軸承,因浸泡在切削液中,產(chǎn)生銹蝕和磨損,需更換處理。
(4)Z向滑臺、導(dǎo)軌、鑲條及壓板因接觸面積較大,磨損情況超差情況較好。在最終的裝配中,通過簡單地刮研即可解決。
2.對嚴重磨損件加工前的工作步驟
(1)通過測量X向?qū)к壣隙ㄎ幻媾c基準面之間的實際尺寸、導(dǎo)軌側(cè)定位面與滾珠絲杠中心基準之間的實際尺寸、兩導(dǎo)軌間的實際寬度尺寸、導(dǎo)軌的厚度。為最終的裝配尺寸提供依據(jù)。
(2)測量刀盤定位鼠盤側(cè)定位齒形的實際尺寸、磨損情況及兩齒盤嚙合時的側(cè)面和端面間隙。
3.磨損件加工尺寸的確定
(1)修磨導(dǎo)軌。由于主導(dǎo)軌面、副導(dǎo)軌面、定位導(dǎo)軌面、壓板導(dǎo)軌面磨損的不同,在磨修時,應(yīng)保證在與基準面平行的基礎(chǔ)上,可以在導(dǎo)軌面已被磨削出來的情況下,不用保證兩導(dǎo)軌尺寸的一致性。
(2)對于修磨好的導(dǎo)軌,應(yīng)將其放到平板上,通過百分表測量對相關(guān)基準面進行支承并找平。然后,通過用千分尺、百分表對相關(guān)導(dǎo)軌面的尺寸落差測量,以及結(jié)合未加工時測量的尺寸進行計算,用計算出的結(jié)果、滑臺上各導(dǎo)軌面的最小磨損尺寸及要貼的聚四氟乙烯板的厚度規(guī)格,來確定對與之配合的滑臺上各導(dǎo)軌面的加工尺寸的量。
(3)在前面滑臺與導(dǎo)軌研配工作完成后,在通過百分表對滑臺與導(dǎo)軌平面的尺寸落差進行測量及計算。用計算出的結(jié)果,對各壓板不同的落差尺寸分別進行加工。
4.零件加工完成后為確保切屑中心不變的修配步驟
(1)導(dǎo)軌面的加工。導(dǎo)軌面的修復(fù)直接影響后續(xù)修復(fù)工作,其修復(fù)質(zhì)量關(guān)聯(lián)滑臺、壓板和鑲條尺寸加工量,稍有偏差就會為后續(xù)工作帶來諸多不便。起初考慮采用傳統(tǒng)的刮研方式。但由于磨損量大(兩側(cè)磨損量不同,一端0.5 mm,另一端1 mm),工作量大,無法精確保證兩導(dǎo)軌面同時與導(dǎo)軌基準面的平行度。
根據(jù)多方咨詢,選用直線導(dǎo)軌磨床,優(yōu)點是可以以導(dǎo)軌底面為基準同時加工導(dǎo)軌兩側(cè)磨損區(qū)域,既保證了兩導(dǎo)軌面與基準面的平行度,又保證了兩導(dǎo)軌面的平面度。對加工好的導(dǎo)軌進行測量、校對和找平,為下一步滑臺修復(fù)做好準備。
(2)貼塑修復(fù)滑臺。針對導(dǎo)軌加工后的測量結(jié)果(一端加工尺寸量 0.5 mm,另一端 1 mm),選用 1 mm、1.5 mm、2 mm 厚度的聚四氟乙烯塑料板(簡稱塑料板材)作為填充材料來補償滑臺與導(dǎo)軌加工尺寸量,其優(yōu)點耐磨、減振。
考慮到機床的實際工作狀態(tài),塑料板材粘接面要有很好的抗振和耐剪切效果。經(jīng)綜合考慮,選用紅星膠粘接劑。根據(jù)前述磨損件加工尺寸確定的工作步驟中,已修磨好的導(dǎo)軌實際測量尺寸,結(jié)合滑臺實際工作狀況,用貼聚四氟乙烯塑料板的方法,充填因加工而減少的尺寸。依據(jù)滑臺各導(dǎo)軌面不同的加工尺寸,用1 mm、1.5 mm、2 mm厚度的聚四氟乙烯塑料板,將其用膠粘劑粘接到滑臺上的3個工作面上,并用重物壓緊,待膠粘劑干透后開出潤滑油槽。
用已調(diào)整好并找平的導(dǎo)軌對滑臺導(dǎo)軌面進行對研與刮屑。此過程需反復(fù)進行多次,直到滑臺上安裝面平行度測量值在0.01 mm以內(nèi),并且滑臺導(dǎo)軌面上的接觸點數(shù)每平方英寸≥6~8個點。然后,再對滑臺導(dǎo)軌側(cè)定位面進行對研與刮屑,過程同前。而后,也同樣需要測量平行度與接觸點數(shù),測量結(jié)果同前。
對已調(diào)整好并找平的導(dǎo)軌相對滑臺的配合面進行研與刮屑。此過程需反復(fù)進行多次,直到滑臺上安裝面平行度測量值在0.01 mm以內(nèi),并且滑臺導(dǎo)軌面上的接觸點數(shù)每平方英寸≥6~8個點。
(3)鑲條修復(fù)-采用灌注修補劑。由于滑臺與導(dǎo)軌,經(jīng)過修磨、刮研后尺寸發(fā)生變化,致使原鑲條的調(diào)整尺寸無法滿足安裝要求。要想既提高耐磨性又提高修理的便捷性,采用灌注修補劑方式,即在原鑲條表面上涂覆耐磨層。
選用TS311工業(yè)修補劑,優(yōu)點耐磨。原鑲條表面上預(yù)先涂覆耐磨層TS311,將其放入已刮研好的滑臺與導(dǎo)軌的側(cè)定位面之間,并對其間隙灌注修補劑,搗實,防止產(chǎn)生氣泡。待其干燥后取出,并開出潤滑油槽。因鑲條涂膠放入干燥過程與實際安裝相同,所以不用刮配。
(4)滑臺與導(dǎo)軌底面間的壓板配合修復(fù)。一般情況下,數(shù)控車的數(shù)控刀架采用正向切削,滑臺的主受力面在導(dǎo)軌的上表面,而導(dǎo)軌的上表面比較寬大是壓板面的2~3倍,對壓板的技術(shù)要求可以低些。該數(shù)控車的數(shù)控刀架是采用反向切削。因此,切削力全部作用在下壓板上,又由于壓板的接觸面積比較小,故其承載力較大,要保證壓板的裝配均勻,就必須減小配合間隙。
必須在前面滑臺與導(dǎo)軌研配工作完成后,才能通過百分表對滑臺與導(dǎo)軌底平面的尺寸落差進行測量及計算。用計算出的結(jié)果,對各壓板不同的落差尺寸分別進行加工。然后,把加工好的壓板安裝到滑臺上,逐漸加力壓緊,反復(fù)數(shù)次進行對研與刮屑,確保滑臺、導(dǎo)軌與壓板間相互配合尺寸的穩(wěn)定,并且滑臺壓板面上的接觸點數(shù)每平方英寸≥6~8個點,并進行測量校對。
(5)刀盤定位鼠盤修復(fù)。盤針對前面所測量的刀盤定位鼠盤測量結(jié)果結(jié)合實際工作尺寸比對,兩齒盤嚙合時,兩嚙合端面應(yīng)有一定的間隙尺寸進行加工,確保嚙合時側(cè)定位無間隙。
五、項目價值及總結(jié)
通過此次對切削運動滑臺總成的分解修理,采用新技術(shù)、新材料恢復(fù)鑲條與滑臺、導(dǎo)軌的配合精度,確保了TU30數(shù)控車的完好,設(shè)備耐磨、減磨性能提高。曲軸加工精度提升,機床加工效率提高。經(jīng)過經(jīng)1年多的使用,設(shè)備未沒有出現(xiàn)大修前的故障現(xiàn)象,所加工曲軸尺寸穩(wěn)定。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數(shù)理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00