降低噴砂系統故障率
2015-12-14 03:57:06張彥東白海峰李亞東
設備管理與維修 2015年6期
關鍵詞:故障
劉 喜 王 謙 張彥東 白海峰 李亞東
(河北華油一機圖博涂層有限公司 河北滄州)
一、前言
噴砂工序是管材內涂層作業的首道工序,是將磨料在壓縮空氣驅動下,通過噴砂頭沿一定角度噴射到管材內表面,將浮銹、氧化皮等清理干凈并獲得一定的粗糙度,使涂層的附著力更好。噴砂系統的故障率一直居高不下,影響了內涂層生產線的作業效率,因此如何有效降低噴砂系統故障率,是保障管材內涂層生產線長期高效作業的重要課題。
二、噴砂系統故障原因及分析
經調查分析,2013年7~12月噴砂故障率達6.5%,對故障的具體情況進行分類統計,得出各種故障類型所占總故障時長的比例,見表1。然后依據表1中數據繪制排列圖,見圖1。從圖1中可以直觀看出機械故障的時長占比69.7%,是主要問題。

表1 2013年7~12月噴砂系統故障類型匯總
主要問題確認后,經過大量調查分析并繪制樹圖,見圖2。由圖2可看出,造成機械故障的末端因素共8個,包括崗位人員調動頻繁、磨料含大顆粒雜物、噴砂頭內部通道不暢、膠管易損壞、吹掃管易損壞、噴砂機超過使用年限、噴砂崗位檢修次數不夠以及備件質量不達標。
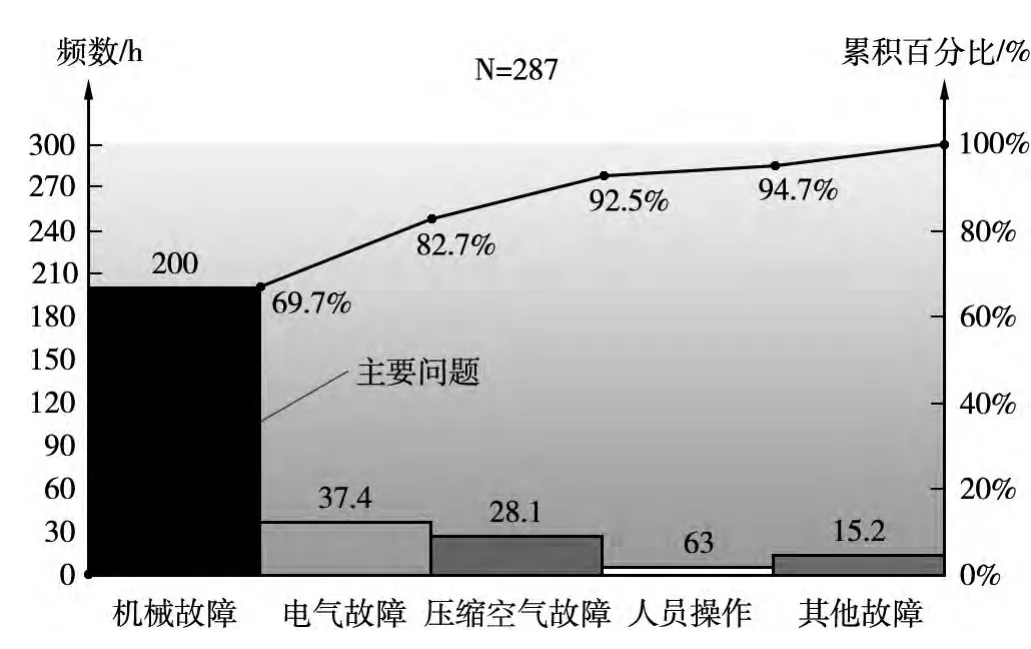
圖1 故障類型排列圖
對8個末端因素分別進行確認。噴砂崗位9名員工在崗時間均超過3年,工作經驗豐富。加砂口和振動篩部位,均設有8目不銹鋼篩網,防止大于8目的物體進入磨料系統。然后又從噴砂機內、加砂口和振動篩部位多次抽取磨料進行檢測,結果顯示均不含大于8目的物體,符合作業標準。
現場查看噴砂頭,并查閱噴砂頭圖紙,發現噴嘴的末端占據了部分內部通道,影響磨料的流動性,導致頻繁發生堵塞故障。對5月1~9日噴砂頭堵塞故障情況進行了跟蹤統計,見表2。
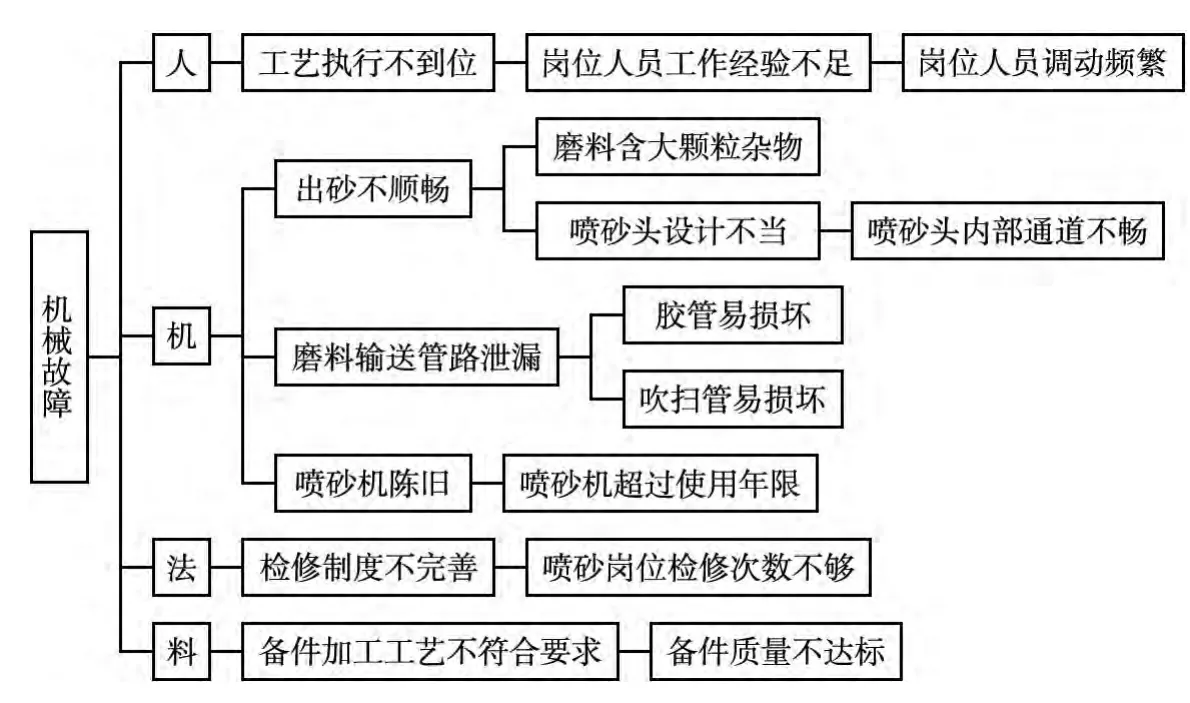
圖2 原因分析樹圖
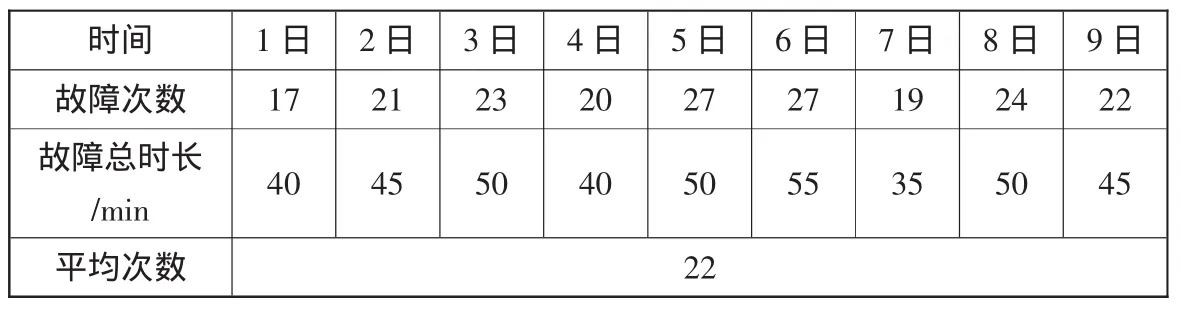
表2 5月1~9日噴砂頭堵塞故障統計表
按使用要求,膠管平均使用壽命≥360 h,查閱2013年6~12月《噴砂工作記錄》,對12個工位的工作時長、膠管更換次數,統計出各工位膠管的平均使用壽命為408~519 h,符合標準。
按設計要求,吹掃管平均使用壽命≥240 h,經查閱2013年的《噴砂工作記錄》和《供應部采購記錄》,對12個工位的工作時長、吹掃管的更換次數統計出各工位吹掃管的平均使用壽命為165~208 h,不符合標準,具體見圖 3。
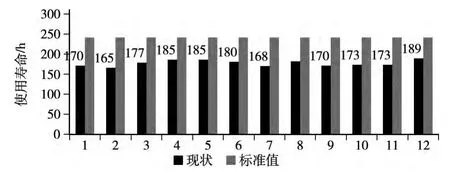
圖3 吹掃管使用壽命的現狀值和標準值對比柱狀圖
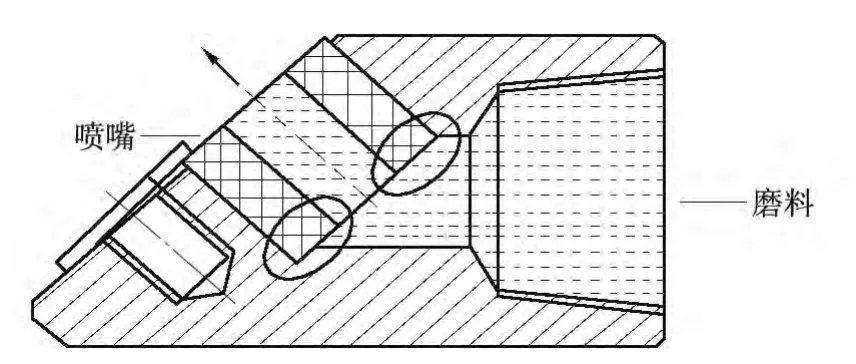
圖4 噴砂頭工作原理示意圖
查閱噴砂機的設計使用說明書,確認噴砂機還在使用年限內,符合使用標準。公司制定的《設備操作規程》要求噴砂崗位每月檢修次數≥2次,查閱2013年的《設備檢修及驗收單》,噴砂崗位每月檢修次數為2~4次,符合標準。對噴砂崗位29種備件的尺寸、材料及硬度等,進行抽樣調查,各項檢測指標均符合設計要求。由以上分析得出:噴砂頭內部通道不暢、吹掃管易損壞。
三、改進措施
(1)將噴嘴端部倒角處理,使噴砂頭內部通道圓滑過渡。噴砂頭工作原理見圖4。噴砂頭改進前后對比見圖5。
(2)在吹掃管的一端鑲嵌碳化硼管。吹掃管的材料為45#鋼,工作原理(圖6):A處進入壓縮空氣,B處進入磨料,磨料在壓縮空氣的帶動下在C處通過。所以從B到C這段距離極易損壞,在此部位鑲嵌一端碳化硼管(圖7),其優良的耐磨性可有效延長吹掃管的使用壽命。
四、改進效果
在實施上述兩項改進后,對2013年8~12月的噴砂系統故障率情況進行統計。改進后,噴砂系統故障率由原來的6.5%降低為2.3%,改進后的噴砂頭和吹掃管使用壽命明顯提高,有效保障了噴砂系統高效運行。
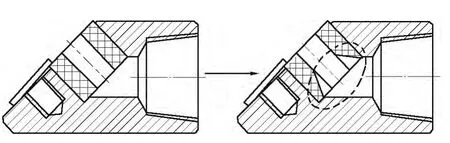
圖5 噴砂頭改進前后對比圖
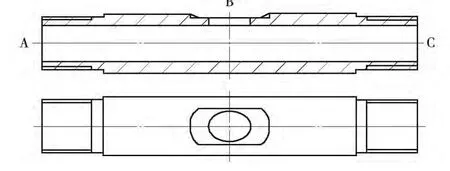
圖6 改進前的吹掃管
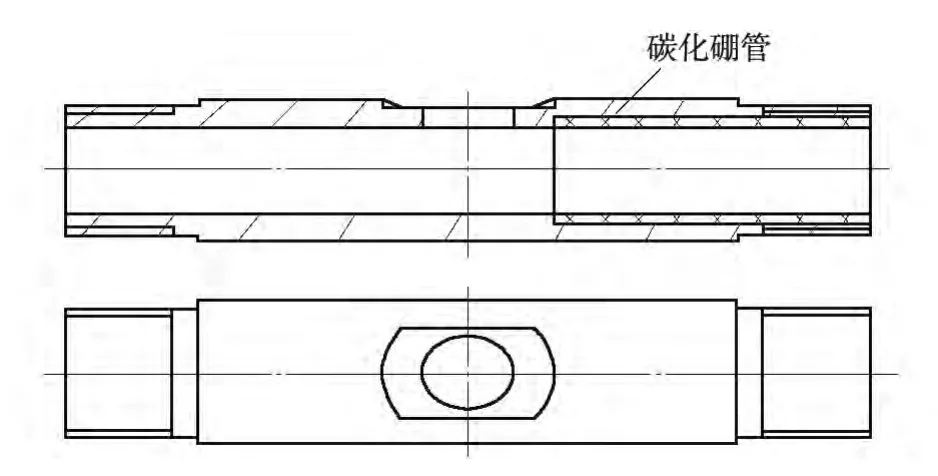
圖7 改進后的吹掃管
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39