表面張力貯箱電子束焊接工藝研究
2015-12-16 07:23:54謝榮華陳曉江
火箭推進(jìn) 2015年5期
關(guān)鍵詞:焊縫
于 康,謝榮華,陳曉江
(上海空間推進(jìn)研究所,上海201112)
0 引言
表面張力貯箱是利用液體推進(jìn)劑表面張力作用以實(shí)現(xiàn)在微重力狀態(tài)下對(duì)推進(jìn)劑進(jìn)行管理、輸運(yùn)的一種貯箱,該貯箱無(wú)運(yùn)動(dòng)部件,全金屬焊接結(jié)構(gòu),與推進(jìn)劑相容,可實(shí)現(xiàn)軌姿控液體火箭發(fā)動(dòng)機(jī)在軌長(zhǎng)壽命運(yùn)行[1-2],廣泛應(yīng)用于衛(wèi)星推進(jìn)系統(tǒng),可完成衛(wèi)星變軌、軌道修正、姿態(tài)保持等功能[3]。隨著衛(wèi)星技術(shù)的迅猛發(fā)展,衛(wèi)星結(jié)構(gòu)、尺寸、容量日趨大型化、柔性化、復(fù)雜化和長(zhǎng)壽命化,為此需要攜帶更多推進(jìn)劑、高可靠、超輕型表面張力貯箱姿軌控液體火箭發(fā)動(dòng)機(jī)[4-5]。
超輕型大直徑表面張力貯箱是采用超塑成型與真空電子束焊接工藝制造完成的。
1 表面張力貯箱設(shè)計(jì)要求
圖1為某大直徑貯箱合攏焊縫焊接的局部簡(jiǎn)化示意圖,焊縫直徑大于800 mm。赤道圓合攏焊縫由上殼體和下殼體通過(guò)電子束焊接完成,殼體材料為TC4,其化學(xué)成分和力學(xué)性能分別見(jiàn)表1和表2。表面張力貯箱和赤道圓合攏焊縫設(shè)計(jì)要求見(jiàn)表3。
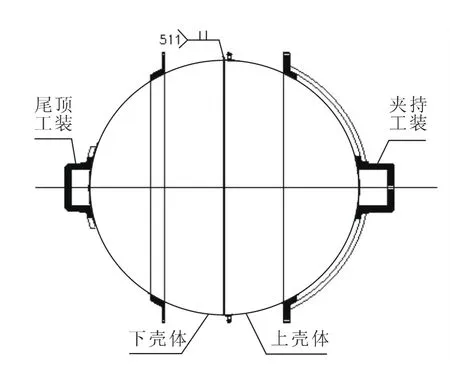
圖1 貯箱合攏焊縫示意圖Fig.1 Schematic for closure weld of tank

表1 TC4鈦合金的化學(xué)成分Tab.1 Chemical compositions of TC4 titanium alloy

表2 TC4鈦合金的力學(xué)性能Tab.2 Mechanical properties of TC4 titanium alloy
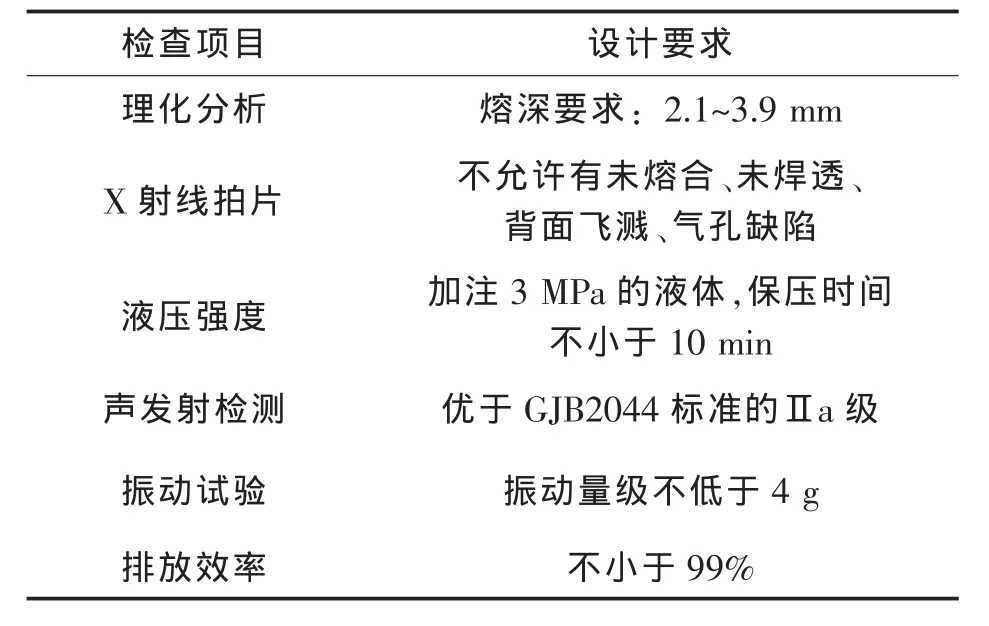
表3 貯箱及赤道圓合攏焊縫設(shè)計(jì)要求Tab.3 Design requirements of tank and closure weld of tank
2 真空電子束焊接工藝
真空電子束焊接是利用匯聚的高速電子束流轟擊工件接縫,在接縫處產(chǎn)生大量熱量,該熱量使被焊金屬迅速熔化、蒸發(fā)并熔合為一體的一種焊接方法。在高壓金屬蒸汽作用下熔化的金屬被排開(kāi),電子束就能繼續(xù)撞擊更深處的固態(tài)金屬并鉆出一個(gè)鎖形小孔,即產(chǎn)生所謂的“匙孔”效應(yīng)[6]。電子束焊接的“匙孔”效應(yīng)可在被焊工件上獲得穿孔深熔焊,焊縫深寬比大的焊接效果。理想的電子束焊接對(duì)被焊工件的裝配精度要求較高。表面張力貯箱電子束焊接工藝流程見(jiàn)圖2。
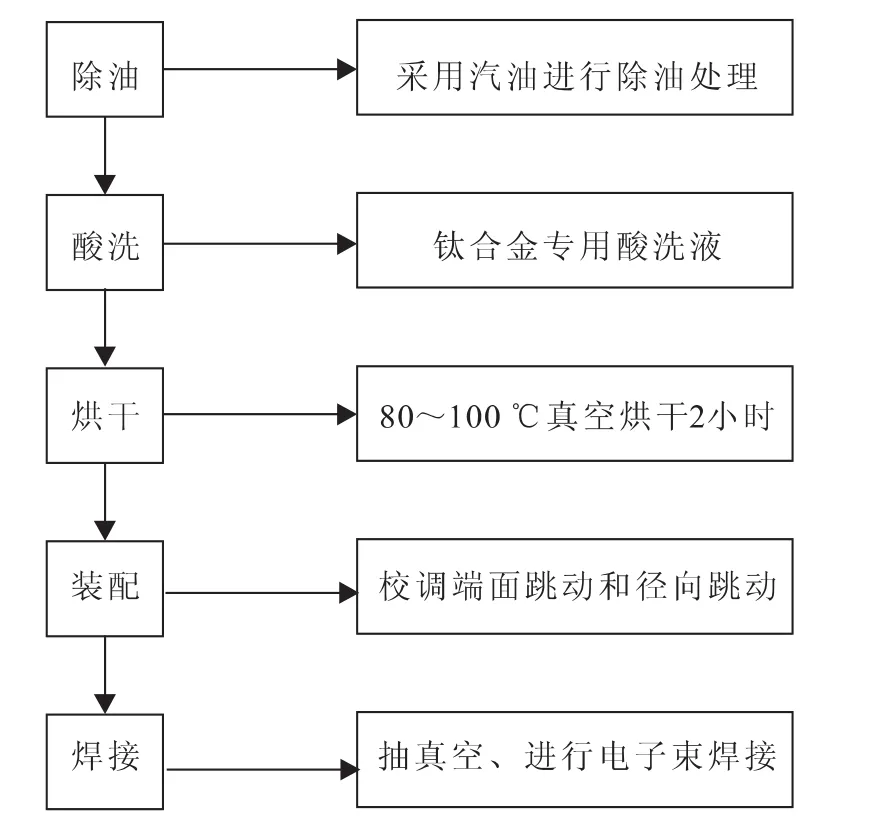
圖2 表面張力貯箱電子束焊接工藝流程框圖Fig.2 Flow chart for electron beam welding process of surface tension tank
3 裝配精度與焊縫質(zhì)量的關(guān)系
影響大直徑表面張力貯箱焊接質(zhì)量的焊前裝配要素為:球形表面張力貯箱赤道圓面上的徑向和端面跳動(dòng)量。如果表面張力貯箱裝配時(shí),徑向跳動(dòng)量和端面跳動(dòng)量不能滿足設(shè)計(jì)和工藝要求,則合攏焊縫會(huì)產(chǎn)生未焊透、未熔合、背面飛濺及氣孔缺陷等焊接缺陷,其相互影響關(guān)系見(jiàn)圖3。裝配精度越高,電子束焊接過(guò)程越穩(wěn)定,但裝配效率也越低,綜合考慮產(chǎn)品的裝配效率和質(zhì)量控制,要求球形表面張力貯箱赤道圓面上的徑向跳動(dòng)量≤3 mm,端面跳動(dòng)量≤0.3 mm。
3.1 徑向跳動(dòng)量對(duì)焊縫質(zhì)量的影響
聚焦電流是電子束焊接的重要工藝參數(shù)[7-8],其數(shù)值大小和穩(wěn)定性直接影響焊縫形貌。徑向跳動(dòng)量的大小與大直徑貯箱合攏焊縫各部位的焊接距離有關(guān),焊接距離不同,聚焦電流數(shù)值亦不同,引起聚焦電流數(shù)值不穩(wěn)定,進(jìn)而影響焊接質(zhì)量。本文選擇大直徑鈦合金貯箱的實(shí)際工作距離為聚焦電流值的起點(diǎn),在此基礎(chǔ)上分別偏離±3 mm,±6 mm, ±9 mm, ±12 mm, ±15 mm, ±18 mm,±21 mm和±24 mm,測(cè)量其對(duì)應(yīng)的聚焦電流值。焊接距離與聚焦電流值的對(duì)應(yīng)關(guān)系見(jiàn)圖4。

圖3 焊縫質(zhì)量與貯箱裝配精度之間的關(guān)系Fig.3 Relationship of weld quality and assembly precision for surface tension tank

圖4 聚焦電流與焊接高度的對(duì)應(yīng)關(guān)系圖Fig.4 Relational graph of focus current corresponding to welding height
由圖4可見(jiàn),聚焦電流值隨工作距離的縮短,呈準(zhǔn)線性增長(zhǎng)趨勢(shì),對(duì)應(yīng)的線性擬合曲線見(jiàn)公式 (1)。

式中:Y為不同對(duì)應(yīng)點(diǎn)的聚焦電流值;2 465為該貯箱焊接距離對(duì)應(yīng)的聚焦電流值;X為偏離貯箱焊接高度的距離,可近似為徑向跳動(dòng)量。
由公式(1)可知,貯箱徑向跳動(dòng)量每變化1 mm,聚焦電流值則變化4.75 mA。運(yùn)用該公式,結(jié)合貯箱實(shí)際的徑向跳動(dòng)量,可估算貯箱各點(diǎn)焊接所需的聚焦電流值,為工藝規(guī)范的確定提供依據(jù)。
貯箱徑向跳動(dòng)量為3 mm時(shí),則整個(gè)貯箱在焊接過(guò)程中的聚焦電流值變化范圍為-7~7 mA。當(dāng)采用表面聚焦模式進(jìn)行電子束焊接時(shí),其不同徑向跳動(dòng)量下的焊接熔深見(jiàn)表4。由表4可知,當(dāng)焊接位置為+1.5 mm時(shí),電子束在焊縫熔池內(nèi)部聚焦,小孔效應(yīng)加劇,電子束穿透能力增強(qiáng),焊接熔深較大;當(dāng)焊接位置為-1.5 mm時(shí),電子束在焊縫熔池外部聚焦,電子束到達(dá)焊接表面時(shí),斑點(diǎn)處于散焦?fàn)顟B(tài),斑點(diǎn)較大,小孔效應(yīng)下降,電子束穿透力較弱,焊接熔深較淺。

表4 不同聚焦模式下的焊接熔深表Tab.4 Weld penetration at different focus modes
3.2 端面跳動(dòng)量對(duì)焊縫質(zhì)量的影響
大直徑貯箱合攏焊縫形貌見(jiàn)圖5。實(shí)焦電子束焊接焊縫為典型的釘子形形貌,其鎖底位置寬度僅為0.3 mm左右。鎖底位置寬度與貯箱裝配時(shí)端面的跳動(dòng)量有關(guān),當(dāng)端面跳動(dòng)量大于電子束焊縫鎖底位置寬度的一半時(shí),有可能會(huì)形成局部未熔合缺陷,為此要求端面跳動(dòng)量≤0.15 mm。
圖5 焊縫形貌示意圖Fig.5 Diagram of weld penetration and morphology
氣孔是鈦合金電子束焊接的一種常見(jiàn)缺陷,產(chǎn)生的因素包括水分、油脂及吸附氣體等,其中氫元素是主要原因。無(wú)論是在液態(tài)的鈦合金中還是在固態(tài)的鈦合金中,在鈦合金電子束焊接過(guò)程中,隨著溫度的下降,氫的溶解度連續(xù)增大,在鈦合金的凝固溫度1 660℃時(shí),溶解度發(fā)生躍變。如果在熔池中溶解了較多的氫,熔池中部的溫度最高,氫的溶解度相應(yīng)最低,氫氣孔的逸出速度最快。從熔池中部到邊緣,溫度逐漸降低,氫的溶解度逐漸增加,氫氣孔的逸出速度最慢[9-10]。氫氣孔主要是在焊縫熔合線附近形成的。
大直徑表面張力貯箱殼體零件配合面焊前表面預(yù)處理時(shí),要求殼體裝配面部位潔凈,不要產(chǎn)生積附水分、油脂等雜質(zhì),以免焊縫處產(chǎn)生氣孔。實(shí)焦焊縫為釘子形形貌,當(dāng)端面跳動(dòng)量較大時(shí),焊縫熔合線位置與殼體裝配面貼近甚至重合,氣孔產(chǎn)生的概率則會(huì)增大。
4 電子束焊接工藝規(guī)范
本文采用虛焦電子束焊接方式,焊接模式為單一的“上聚焦”模式,從而降低了焊接對(duì)徑向跳動(dòng)量的敏感性,焊縫熔深波動(dòng)性亦隨之降低。虛焦電子束焊接工藝規(guī)范及熔深見(jiàn)表5。聚焦電流虛焦值設(shè)定為+30 mA,徑向跳動(dòng)量為3 mm時(shí),聚焦電流值的波動(dòng)范圍為+23~+37 mA,聚焦斑點(diǎn)均處于熔池上方,熔深波動(dòng)性降至0.9 mm,可以有效地滿足設(shè)計(jì)熔深2.1~3.9 mm的范圍。

表5 不同聚焦模式下的焊接熔深表Tab.5 Weld penetration at different focus modes
虛焦電子束焊接的斑點(diǎn)較實(shí)焦焊接的大,由此降低了電子束焊接小孔效應(yīng),電子束焊接模式由“深熔焊”模式過(guò)渡為“深熔-熱傳導(dǎo)”復(fù)合模式,焊縫形貌的深寬比降低,鎖底位置寬度達(dá)到0.7 mm以上,較實(shí)焦焊接的0.3 mm有了明顯改善,裝配端面跳動(dòng)量可放寬至0.3 mm。此外,虛焦電子束焊焊縫的寬度變寬,焊縫熔合線位置與殼體裝配面的位置距離增大,熔合線部位不具備形成氣孔缺陷的雜質(zhì),氣孔缺陷形成的概率明顯降低。
虛焦電子束焊接試樣的力學(xué)性能數(shù)據(jù)比較見(jiàn)表6。

表6 虛焦電子束焊接參數(shù)焊縫拉伸性能數(shù)據(jù)Tab.6 Tensile properties of weld joint welded with process of virtual focus electron beam welding
由表6可知,虛焦電子束試樣焊縫抗拉強(qiáng)度為991 MPa,達(dá)到母材的95%以上,滿足GJB1718A-2005 I級(jí)焊縫,力學(xué)性能不低于母材抗拉強(qiáng)度的90%,延伸率達(dá)到15.5%,接近母材的延伸率。
5 表面張力貯箱試驗(yàn)驗(yàn)證
采用電子束焊接工藝規(guī)范,完成了12套大直徑鈦合金表面張力貯箱赤道圓合攏焊縫焊接,貯箱合攏焊縫所有檢查項(xiàng)目均滿足設(shè)計(jì)要求,表面張力貯箱通過(guò)了振動(dòng)、排放、液壓、聲發(fā)射試驗(yàn),表面張力貯箱試驗(yàn)流程框圖見(jiàn)圖6。

圖6 合攏焊縫性能驗(yàn)證試驗(yàn)流程圖Fig.6 Flow chart for performance verification of closure weld joint
表面張力貯箱試驗(yàn)結(jié)果與設(shè)計(jì)要求比較見(jiàn)表7。由表7可見(jiàn),表面張力貯箱焊接滿足設(shè)計(jì)要求。安裝該型表面張力貯箱的系統(tǒng)通過(guò)了地面熱試車考核。
表7 貯箱產(chǎn)品試驗(yàn)結(jié)果Tab.7 Test results of tank product
6 結(jié)論
在分析電子束焊接質(zhì)量與球形表面張力貯箱赤道圓面上裝配產(chǎn)生的徑向和端面跳動(dòng)量、電子束焦距、工藝參數(shù)等關(guān)系的基礎(chǔ)上,得出了焊接工藝規(guī)范。該規(guī)范為:焊接束流為23 mA,焊接速度為120 0 mm/min,聚焦束流虛焦30 mA,焊縫鎖底寬度0.7 mm。采用該焊接規(guī)范焊接的表面張力貯箱,赤道圓合攏焊縫熔深達(dá)到2.4~3.3 mm,熔深波動(dòng)性降為0.9 mm,焊縫質(zhì)量達(dá)到I級(jí)焊縫要求,消除了未焊透、未熔合及局部背面飛濺等缺陷,降低氣孔產(chǎn)生概率,焊接滿足設(shè)計(jì)要求。貯箱通過(guò)了振動(dòng)、液壓、聲發(fā)射等試驗(yàn),安裝有該表面張力貯箱的系統(tǒng)通過(guò)了地面熱試車考核。
[1]陳志堅(jiān),孟慶平,李建.表面張力貯箱推進(jìn)劑管理裝置的計(jì)算[J].上海航天,2001( 5):23-32.
[2]李治,沈赤兵,周進(jìn).通道式表面張力貯箱通道的計(jì)算和確定[J].推進(jìn)技術(shù),2003,24(3):244-246.
[3]DOMINICK S,TEGART J.Orbital test results of a vaned liquid acquisition device,AIAA 94-3027[R].USA:AIAA,1994.
[4]HOPKINS M A,DOLVIN D J,PAUL D B,et al.Structure technology for future aerospace system,AIAA-1998-1869[R].USA:AIAA,1998.
[5]DAROOKA D K,JENSEN D W.Advanced space structure concepts and their development,AIAA-2001-1257[R].USA:AIAA,2001.
[6]陳芙蓉,霍立興,張玉鳳.電子束焊接技術(shù)在工業(yè)中的應(yīng)用與發(fā)展[J].電子工藝技術(shù).2002,23(2):56-58.
[7]付鵬飛,黃銳,劉方軍.TA12鈦合金電子束焊接組織性能及殘余應(yīng)力分析[J].焊接學(xué)報(bào),2008,(2):82-84.
[8]MLADENOV G,VUTOVA K,WOJCICKI S.Experimental investigation of the weld depth and thermal efficiency during electron beam welding[J].Vacuum.1998,51(2):231-233.
[9]楊彥濤,王禹華,張永洋.氫對(duì)鈦合金的影響[J].材料開(kāi)發(fā)與應(yīng)用,2009,1(24):69-72.
[10]CHEN S C,HUANG J C.Comparison of post-weld microstructures and mechanical properties of electron and laser-beam welded 8090Al-Li alloy lates[J].Materials Transactions,1999,4(10):1039-1078.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07