深微錐孔汽蝕管加工工藝研究
2015-12-16 07:24:18何衛東詹海鵬
火箭推進 2015年6期
關鍵詞:工藝
何衛東,詹海鵬,史 勇
(西安航天發動機廠,陜西西安710100)
0 引言
汽蝕文氏管-汽蝕管結構為喉部呈收斂/擴張型面的喇叭狀部件,當流體流過汽蝕管,汽蝕管喉部發生汽蝕后,只要汽蝕管入口壓力保持不變,則汽蝕管出口流量可保持不變,該流量大小不受反壓變化的影響,并能抑制脈動壓力反向傳遞,從而保證系統處于穩定工作狀態。汽蝕管結構簡單、體積小、經濟耐用,流量調節精度高,能抑制系統振動,降低系統工作噪聲,廣泛應用于空調和液體火箭發動機系統。汽蝕管一般在腐蝕性或低溫介質中工作,常用1Cr18Ni9Ti不銹鋼或純鎳材料制成。孔徑較大的汽蝕管一般采用切削加工工藝制造,孔徑小于2毫米的汽蝕管通常采用切削加工和電鑄鎳相結合的工藝制造。
液體火箭發動機發生器氧化劑路副系統汽蝕管結構示意圖見圖1。設計要求見表1。

圖1 汽蝕管結構示意圖Fig.1 Structure diagram of cavitating venturi
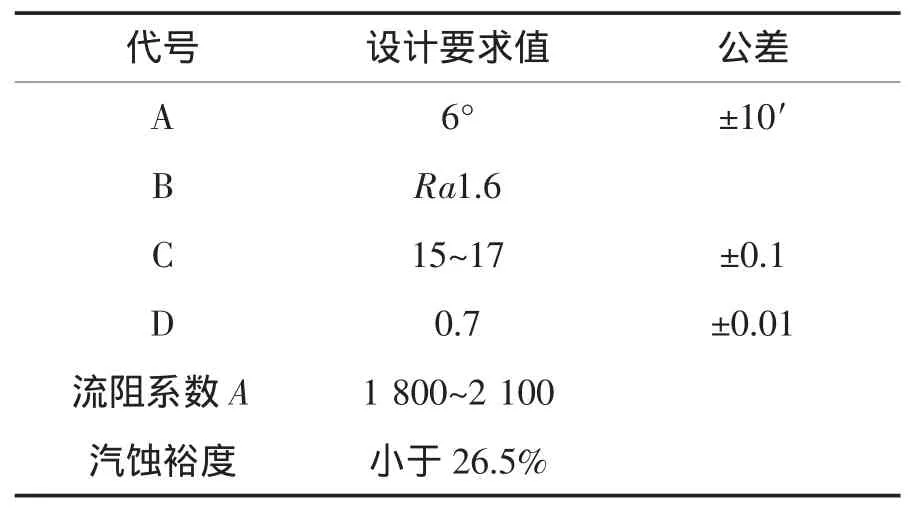
表1 汽蝕管設計要求Tab.1 Design requirements of cavitating venturi
汽蝕管材料為1Cr18Ni9Ti不銹鋼棒材,汽蝕管內腔收斂段為60°錐孔,入口直徑為Φ3 mm,喉部直徑為 Φ0.7±0.01 mm,擴散段為 6°±10°錐孔,出口直徑為Φ1.9 mm,長度為11 mm,收斂段與喉部連接處為R1圓角,整個內腔表面粗糙度要求為Ra1.6。
1 汽蝕管加工工藝
1.1 工藝流程
汽蝕管加工工藝流程框圖見圖2。
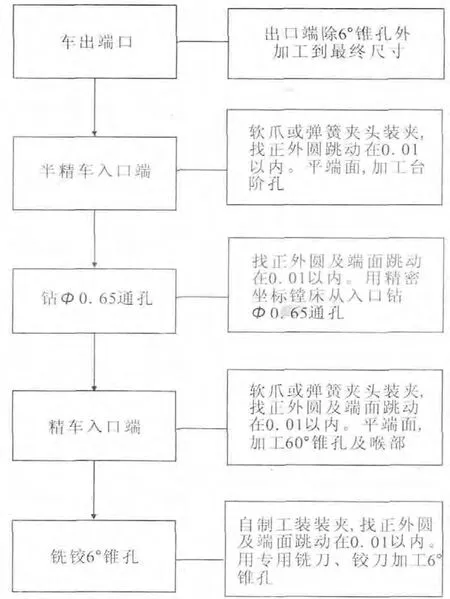
圖2 汽蝕管加工工藝流程框圖Fig.2 Flow chart for machining technological process of cavitating venturi
1.2 收斂段與喉部精密車鏜加工工藝
在精密數控車床上用微型鏜刀車鏜加工收斂段與喉部。微型鏜刀選擇京瓷整體鎢鋼微型鏜刀,該鏜刀硬度和抗彎強度高,鏜刀材料屬于超微粒鎢鋼合金,表面鍍覆有AlTiN涂層,最小切削直徑為Φ0.6 mm,最大切削深度可達3 mm。在20倍放大鏡下進行對刀。
加工過程和工藝規范:先用修磨過的中心鉆粗锪60°錐孔去余量,直徑方向留余量0.1 mm;鏜喉部孔到Ф0.69 mm,再鏜60°錐孔,最后一刀60°錐孔連接喉部加工至Ф0.7 mm。鏜孔時主軸轉速V=5 000~5 500 r/min,進給量前三刀和最后三刀每次 f=0.02 mm/r,中間每次 f=0.03~0.04 mm/r,切削深度0.01 mm。
1.3 Ф0.65通孔鉆孔加工工藝
Ф0.65通孔加工設備為TG4132B型精密單柱坐標鏜床,該坐標鏜床機身堅固,偏擺和振動量很小,刀具系統偏擺量較小,對刀精度較高。鉆頭采用高韌性高速鋼鉆頭,精細修磨切削刃,保證兩側刃長一致且左右對稱,以避免高速鋼鉆頭受力不均勻而鉆偏Ф0.65通孔。Ф0.65通孔加工前,要求找正工件端面,工件外圓跳動量必須控制在0.01 mm以內。為了減小Ф0.65通孔加工長度,在加工通孔前需預先完成兩道工序,既從兩頭加工臺階孔,將需要加工的通孔長度由15 mm壓縮至4 mm,然后再加工Ф0.65×4通孔。加工方法為:啄孔式加工工藝方法,每進給0.1 mm即抬刀一次將切屑帶出,并用蘸有機油的毛刷清理鉆頭上附著的切屑,同時對刃口進行潤滑。Ф0.65通孔鉆孔加工工藝規范為:精密坐標鏜床轉速800 r/min,進給量0.01 mm/r。
1.4 6°錐孔加工工藝
汽蝕管6°錐孔的最小孔徑為Ф0.7 mm,長度為11 mm,長徑比大于10。汽蝕管6°錐孔是在HARDINgE GX480 plus型精密數控鏜銑加工中心上完成粗銑和精鉸加工的。定制的京瓷6°錐銑刀和6°錐鉸刀材料為亞微粒碳化鎢材料。6°錐銑刀和6°錐鉸刀結構示意圖見圖3和圖4。刀具表面涂層為納米復合結構涂層,該復合結構涂層由鋁基化合物和N系基體材料組成。該材料在高能離子束流轟擊作用下,納米鋁基化合物晶體被鑲嵌在N系基體材料體內。納米狀態下的化合物很難啟動增殖源,所以,基體材料將會阻止納米化合物晶粒遷移,由此提高了刀具硬度。涂覆了納米涂層刀具的硬度常溫下可達50 GPa,同時還可以保持良好的韌性。在加工過程中,當刀具溫度達到900~1 100℃時,刀具硬度還可保持在30 GPa左右,滿足汽蝕管6°錐孔加工工藝要求。6°錐銑刀和6°錐鉸刀均為等前角和不等刃帶寬結構,降低了加工過程中產生的振動效應,增加了刀具剛性,提高了汽蝕管6°錐孔加工精度。6°銑刀采用不等分刃口結構,有效抑制了加工過程中產生的振動,進一步提高了汽蝕管6°錐孔加工精度。鉸刀型面為圓弧齒背和螺旋刃邊結構,增加了刃口強度,在加工過程排屑流暢,還可提高汽蝕管6°錐孔鉸孔質量。
加工方法:啄孔式加工工藝方法,每進給0.02 mm即抬刀一次,精密數控鏜銑加工中心主軸轉速V=8 000~9 000 r/min,鉸孔進給量為0.001 3 mm/r。用 TAYLOR HOBSON PGI 820 表面粗糙度儀測量了6°錐孔內表面的表面粗糙度,測量結果為Ra0.4,小于設計要求值Ra1.6,滿足設計要求。

圖3 錐孔鉸刀結構示意圖Fig.3 Structure diagram of tapered hole reamer

圖4 錐孔銑刀和鉸刀刃口結構示意圖Fig.4 Structure diagram of tapered hole milling cutter and reamer cutting edges
數控程序編程。根據設計圖樣、設計技術要求、補刀量、刀具參數、工藝規范以及計算機仿真結果,在HARDINgE GX480 plus型精密數控鏜銑加工中心上,依據FUNUC Series Oi-MD操作系統完成了6°錐孔銑加工和6°錐孔精加工程序編程,在HARDINgE GX480 plus型精密數控鏜銑加工中心上,采用該程序加工出的汽蝕管6°錐孔經計量檢測,結構尺寸滿足設計要求。
6°錐孔銑加工程序如下:
T8 M6
G59 G90 G0 X0 Y0
G43 Z100 H8
M03 S8000
G0 Z100
#1=0.02
#2=3
#3=8
#4=0.2
G0 Z20
N10 G1 Z[#3+#4]F3000 M8
G01 Z#3 F20
Z20 F3000
#3=#3-#1
M1
IF[#3 GT#2]GOTO 10
G01 Z#3 F20
Z20 F3000
#3=#3-#1
M1
IF[#3 GT#2]GOTO 10
G0 Z200 M9
G91 G0 X0 Y0 G28
M0
6°錐孔精加工程序如下:
T12 M6
G59 G90 G0 X0 Y0
G43 Z100 H12
M03 S8000
G0 Z100
#1=0.02
#2=2.4
#3=3
#4=0.2
G0 Z20
N20 G1 Z[#3+#4]F3000 M8
G01 Z#3 F10
Z20 F3000
#3=#3-#1
M1
IF[#3 GT#2]GOTO 20
G01 Z#3 F10
Z20 F3000
#3=#3-#1
M1
IF[#3 GT#2]GOTO 20
G0 Z200 M9
G91 G0 X0 Y0 G28
M30
2 汽蝕管液流試驗
采用上述工藝及規范加工生產的汽蝕管安裝在圖5所示的汽蝕管液流試驗系統中,完成了液流試驗。試驗結果見表2。
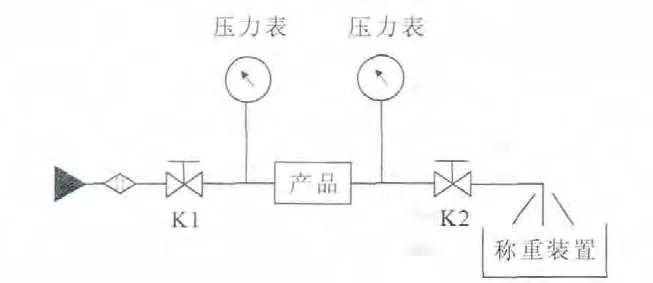
圖5 汽蝕管液流試驗原理示意圖Fig.5 Principle of liquid flow test for cavitating venturi
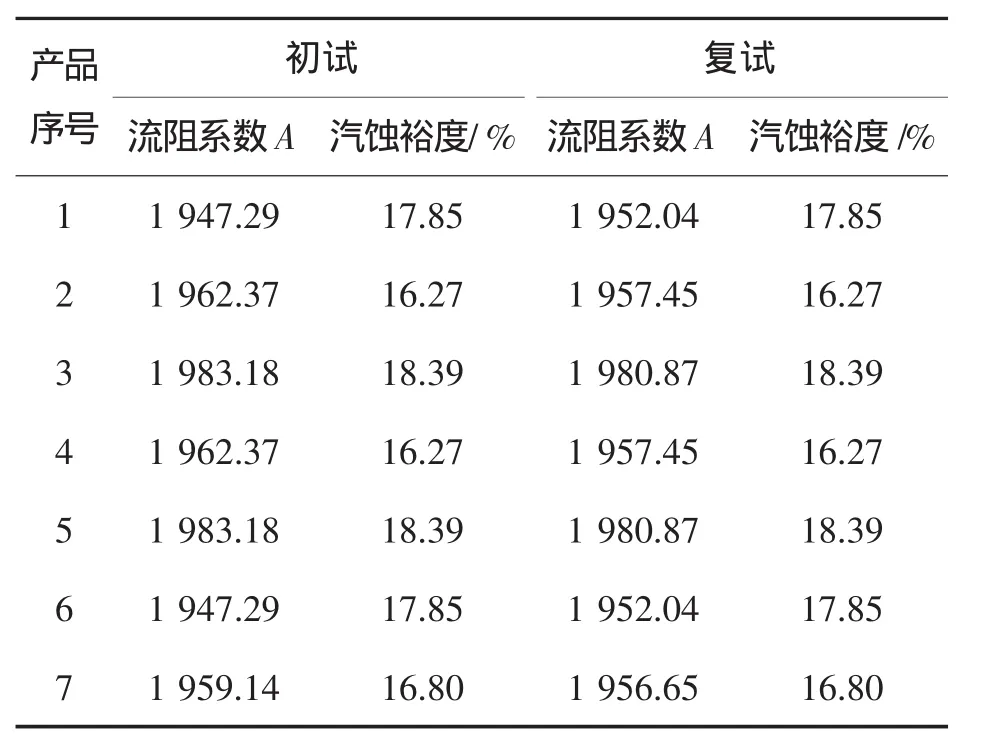
表2 汽蝕管液流試驗結果Tab.2 Results of liquid flow test for cavitating venturi
由表2可見,汽蝕管流阻系數A全部在設計要求值1 800~2 100范圍之內,汽蝕裕度均不大于設計要求值26.5%。通過比較汽蝕管初試和復試試驗數據發現:兩次試驗測得的流阻系數A散差均小于0.5%,說明試驗系統和試驗過程穩定。裝配有采用該工藝規范加工生產的汽蝕管的發動機已經通過了地面熱試車考核。
3 結論
通過研究深微錐孔汽蝕管收斂段與喉部精密車鏜加工、Ф0.65通孔鉆孔加工和6°錐孔數控編程加工工藝,得出了深微錐孔汽蝕管最佳工藝規范:鏜孔主軸轉速V=5 000~5 500 r/min,進給量前三刀和最后三刀每次f=0.02 mm/r,中間每次f=0.03~0.04 mm/r,切削深度 0.01 mm;Ф0.65通孔鉆孔工藝規范:精密坐標鏜床轉速800 r/min,進給量0.01 mm/r;6°錐孔加工工藝規范:精密數控鏜銑加工中心主軸轉速V=8 000~9 000 r/min,鉸孔進給量為0.001 3 mm/r。采用該工藝規范加工生產的汽蝕管內表面表面粗糙度為Ra0.4,滿足設計要求。汽蝕管通過了液流試驗,試驗結果滿足設計要求。裝配有采用該工藝規范加工生產的汽蝕管發動機已經通過了地面熱試車考核。
[1]中國航天工業總公司.液體火箭發動機汽蝕文氏管通用規范,QJ1783A-96[S].北京:中國航天工業總公司第七零八研究所,1997.
[2]劉國球,任漢芬,朱寧昌,等.液體火箭發動機原理[M].北京:宇航出版社,1993.
[3]黃立德,林忠岳,尹克敏,等.發動機制造技術[M].北京:宇航出版社,1990.
[4]曾忠,黎永明.微孔加工技術的現狀[J].磨床與磨削,1994(4):20-23.
[5]潘小蘇.高精度深小孔車(鏜)加工刃具的應用[J].電子機械工程,2004(3):40-44.
[6]黃傳真,李兆前,艾興,等.新型陶瓷刀具JX-2-Ⅱ切削電鍍純鎳的研究[J].工具技術,1995(29):37-39.
[7]許祥泰,劉艷芳.數控實用加工技術[M].北京:機械工業出版社,2000.
[8]文氏管在液壓與氣動技術中的應用[J].液壓與氣動,2002(6):29-30.
[9]汪光文.空調系統文氏管設計研究[J].科技信息,2011(22):804.
[10]李鈺,馬繼山.鈑金件快速精確加工中的激光切割工藝分析[J].火箭推進,2008(4):43-47.LI Yu,MA Jishan.Process analysis of laser cutting for sheet metal parts rapid precision machining[J].Journal of Rocket Propulsion,2008(4):43-47.
[11]吳望一.流體力學[M].北京:北京大學出版社,2004.
[12]徐之焜.薄壁半球類零件的數控加工[J].火箭推進,2006(2):41-45.XU Zhikun.Numerical processing of thin-wall hemisphericaltype parts[J].Journal ofRocket Propulsion,2006(2):41-45.
[13]趙飛,黃紅耀.大直徑薄壁球形閥芯加工工藝[J].火箭推進,2012(1):62-67.ZHAO Fei,HUANG Hongyao.Machining technology of thin-walled spherical valve core with large diameter[J].Journal of Rocket Propulsion,2012(1):62-67.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
