螺旋預精焊機組鋼管切斷裝置的改進與應用
2015-12-18 07:35:27劉成坤
焊管 2015年5期
關鍵詞:工藝
劉成坤,陳 銘
(寶雞鋼管克拉瑪依有限公司,新疆 克拉瑪依834000)
螺旋預精焊機組鋼管切斷裝置的改進與應用
劉成坤,陳 銘
(寶雞鋼管克拉瑪依有限公司,新疆 克拉瑪依834000)
針對螺旋縫預精焊管生產線預焊機組高速成型的工藝特點,為滿足預焊高速出管時厚壁鋼管切斷要求,保證預焊機組連續生產,對切斷裝置進行了改進,新增差速切割機構,采用等離子雙槍切割工藝。改進后的切斷裝置使用效果良好、運行穩定,完全滿足預焊高速出管的鋼管切斷要求。
鋼管;螺旋埋弧焊管;預精焊機組;切斷裝置;雙槍切割
0 前 言
隨著螺旋埋弧焊管預精焊工藝技術在我國的快速發展和工業化廣泛應用,該技術日趨成熟。該技術能夠進一步提高生產效率和產品質量,特別是在厚壁、中大直徑鋼管生產中優勢明顯。預精焊工藝特點之一是預焊機組出管速度快(成型預焊速度可達8 m/min),因此原切斷裝置已不能完全滿足預焊機組高速連續生產的切管要求,在厚壁鋼管生產時矛盾凸顯。為避免由此導致的預焊機組非正常停車,對切斷裝置進行改進十分必要。
1 原鋼管切斷裝置
1.1 原鋼管裝置結構
原鋼管切斷裝置普遍被應用于一步法工藝螺旋焊管機組,完全能滿足較低出管速度(焊速1~2 m/min)的鋼管切斷要求,其結構如圖1所示。裝置主要由小車軌道、切割車車體、跟蹤頂輪(電液推桿)、升降機構以及割槍夾持架等組成。
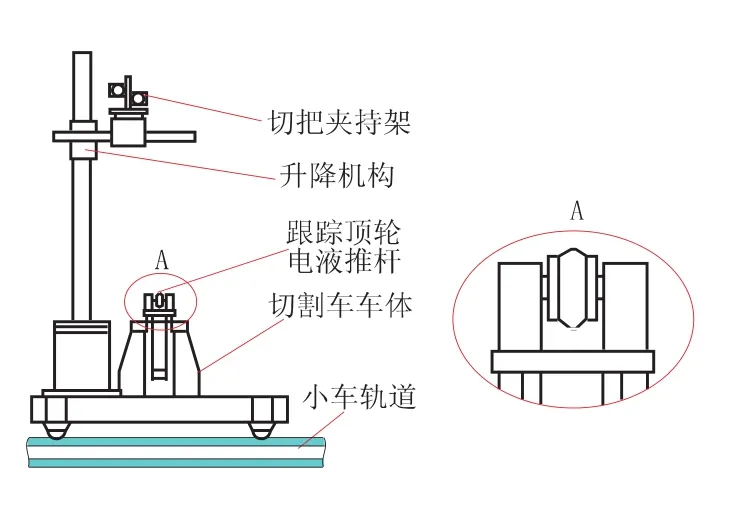
圖1 原切斷裝置結構示意圖
1.2 工作原理
根據鋼管規格調整割槍夾持架位置并緊固,等離子割槍在夾持架上調整定位,保證割槍處于合適的切割擊穿點位置。主機出管達到定尺長度時,開啟電液推桿頂起跟蹤頂輪,待切割小車與鋼管隨動同步運行平穩后,啟動等離子切割,待鋼管完全切斷后(切割小車行走一個鋼管螺距長度),關閉等離子切割,放下跟蹤頂輪與鋼管脫開,人工推動切割小車至初始位置,等待下根鋼管切斷。
1.3 存在的問題及解決思路
1.3.1 切割速度難以滿足需要
高預焊速度要求切割速度快,原有鋼管切斷裝置難以滿足高速切割要求。根據螺旋焊管生產的工藝特點,可以推算出切割速度的關系如式(1)所示。

從式(1)可以看出,成型角越大,焊速越快,要求切割速度越快,對切割機的能力要求越高。
寶雞鋼管克拉瑪依有限公司在生產厚壁、大直徑鋼管時,通常采用性價比高、切割能力強的美國海寶HPR400等離子切割機,主要技術參數見表1。
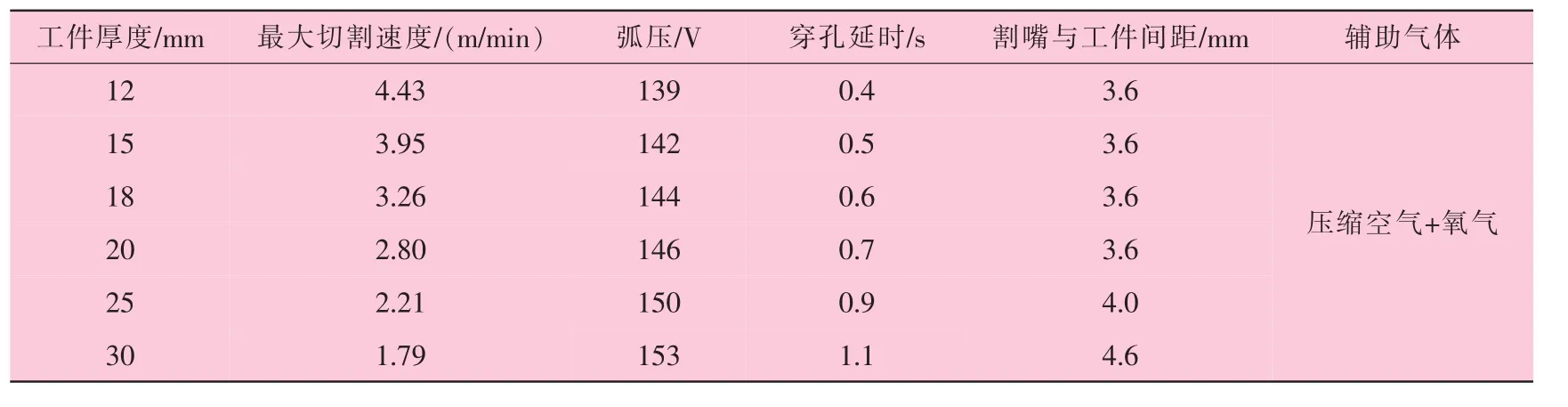
表1 HPR400等離子切割機主要技術參數
以采用預精焊工藝生產φ1 219mm×18.4 mm鋼管為例,板寬1 545 mm,成型角65.8°,預焊速度4.5 m/min,則其要求的鋼管切割速度為因此, 生產該規格鋼管所需的切割速度為4.1 m/min。
通過表1可以看出,等離子切割機能力不能滿足生產φ1 219 mm×18.4 mm鋼管高速出管的切斷要求,如選用更大能力的等離子切割機,投資將會大大增加,經濟性較差。
為解決該問題,可將切割槍隨鋼管同方向旋轉,且切割槍旋轉速度低于鋼管旋轉速度進行切割。此時二者的線速度差值即為切割速度(差速切斷)。
1.3.2 原有成型橋長度不足
采用上述差速切割方式后,由于鋼管切斷時的有效行程變長,因此需要增加成型大橋長度。
一步法工藝螺旋焊管機組采用圖1所示切割裝置。小車行程在一個鋼管螺距長度完成切斷,預精焊工藝采用差速切割方式,小車行程將大于一個鋼管螺距長度才能完成切斷。這對于后擺式成型機組在工藝設計時,成型大橋總長度增加,必然加大車間跨度、增加建設成本。
解決該問題可采用雙槍或多槍同時切割方式,但考慮為保證各切割擊穿點處于鋼管同一圓周截面上不錯位,切割槍初始位置的調整對位難度等因素,采用雙槍切割方式更具可操作性和實用性。
2 切斷裝置的改進
針對原裝置在高速預焊生產時鋼管切斷存在的問題,依據上述的改進思路,對切斷裝置進行改進設計。
2.1 改進措施及改進后的優點
改進措施主要包括新增差速切割機構,采用雙槍切割工藝,切割車移動采用直線導軌、電動復位,差速機構升降采用渦輪蝸桿機構、直線導軌導向等。具體措施及改進后的優點見表2。
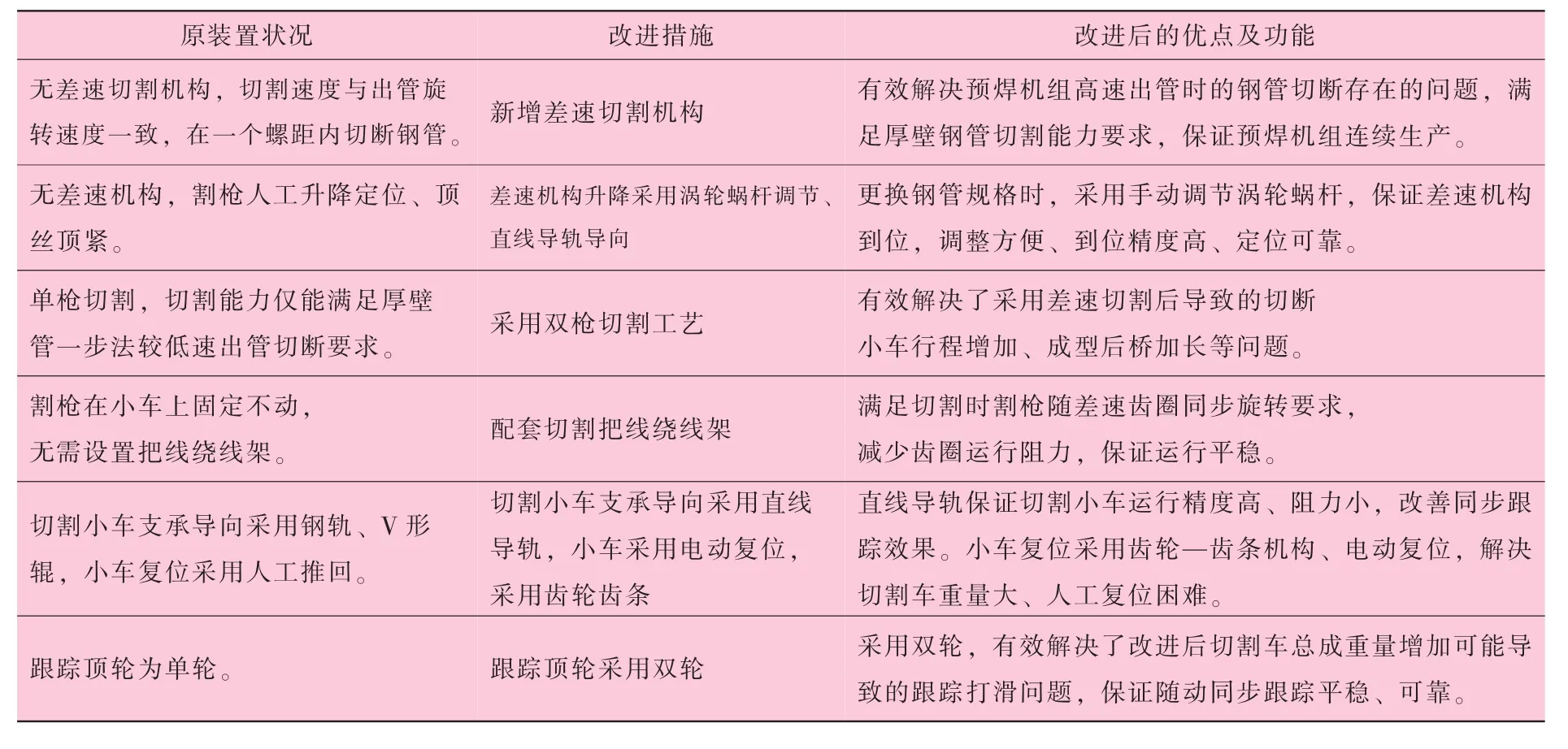
表2 改進措施及改進后的優點
2.2 改進后切割裝置結構
改進后裝置結構如圖2所示,主要由小車直線導軌、跟蹤頂輪裝置、割槍夾持架、繞線架、差速機構直線導軌、差速機構升降裝置、切割車車體、小車復位驅動裝置、差速機構驅動電機(轉速無級可調)、差速齒圈以及齒圈支承導向輪等構成。
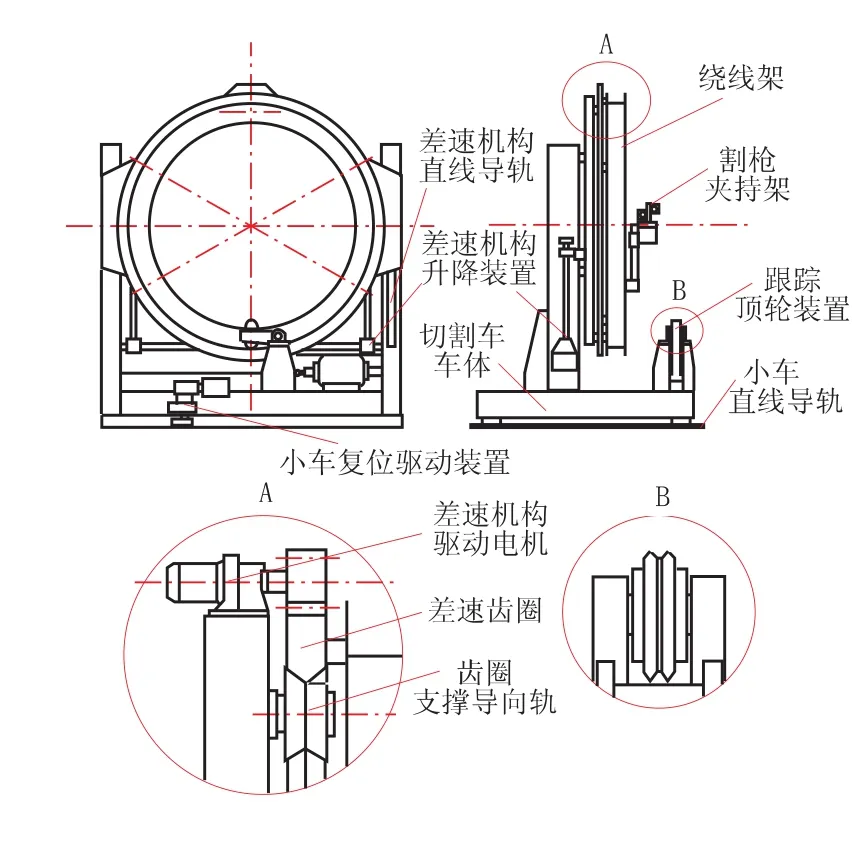
圖2 改進后的切斷裝置結構示意圖
2.3 改進后裝置工作原理
雙槍差速切割方式工作原理及步驟:①根據鋼管直徑,手動調節差速機構升降裝置,差速機構處于合適工藝位置;②調整兩把切割槍位置,并在割槍夾持架上固定,兩把割槍各完成大致半個鋼管圓周的切割量;③主機出管達到定尺長度時,開啟電液推桿頂起跟蹤頂輪裝置,切割小車與鋼管同步隨動運行平穩后,開啟差速機構驅動電機,驅動差速齒圈與出管旋轉方向同向轉動(差速齒圈、割槍夾持架及切割槍、繞線架為一體,同時旋轉),啟動等離子切割;④待鋼管完全切斷后,關閉等離子切割,開啟差速機構驅動電機反向旋轉使切割槍復位,放下跟蹤頂輪與鋼管脫開,開啟小車復位驅動裝置,小車復位。最后電動脫開小車復位驅動裝置的齒輪、齒條嚙合,等待下根鋼管切斷。
該裝置還可根據生產鋼管的壁厚、焊接(遞送)速度、螺距長短等實際情況,靈活選擇單槍同步切割、單槍差速切割、雙槍同步切割方式,工作原理與雙槍差速切割方式的區別如下:①單槍同步切割時,差速機構停用,一把切割槍工作;②單槍差速切割時,差速機構啟用,一把切割槍工作;③雙槍同步切割時,差速機構停用,兩把切割槍工作。
3 實際應用情況及未來改進方向
鋼管切斷裝置改進后,實際應用在兩步法生產X80鋼φ1 219mm×18.4 mm規格鋼管中。使用期間裝置運行平穩、可靠,切割質量穩定,使用效果良好,滿足厚壁、預焊高速出管的鋼管切斷要求,為預焊機組高速、連續生產奠定了基礎。
根據實際生產使用情況,提出未來改進方向:①在采用雙槍切割時,優化兩把切割槍初始位置的快速、精準調整定位方法,使兩個切割擊穿點處于鋼管同一圓周截面上,盡可能不產生錯位;②在采用差速切割時,優化安裝布置切割把線,進一步減小把線對繞線架的阻力,使差速機構旋轉阻力更小、運行更加平穩。
[1]畢宗岳.管線鋼管焊接技術[M].北京:石油工業出版社,2013.
[2]辛希賢,徐學利,高惠臨,等.管線鋼的焊接[M].西安:陜西科學技術出版社,1997.
[3]張文鉞.焊接冶金學(基本原理)[M].北京:機械工業出版社,2011.
[4]美國金屬學會.金屬手冊[M].北京:機械工業出版社,1984.
[5]李亞江.焊接組織性能與質量控制[M].北京:化學工業出版社,2005.
[6]蘭興昌,張海軍,于百勤,等.大口徑直縫埋弧焊管成型技術的進步[J].鋼管, 2006, 35(01): 26-31.
[7]畢宗岳,劉海璋,牛輝.西氣東輸二線用X80管材及其焊接工藝[J].焊接,2001(11):47-51.
[8]顧紀清,陽代軍.管道焊接技術[M].北京:化學工業出版社,2005.
[9]聞邦椿.機械設計手冊[M].北京:機械工業出版社,2010.
[10]機械工程師手冊編委會.機械工程師手冊[M].北京:機械工業出版社,2007.
Improvement and Application of Steel Pipe Cutting Device for the Spiral Two-step Welding Unit
LIU Chengkun,CHEN Ming
(Karamay Steel Pipe Co.,Ltd.of BSG Group,Karamay 834000,Xinjiang,China)
According to the high-speed forming process characteristics of the pre-welding unit of spiral two-step welding production line,in order to meet cutting demands for heavy wall thickness steel pipe,and ensure pre-welding unit production continuously,the improvement design for cutting device was carried out.It added a new differential-speed cutting mechanism and adopted plasma double-torch cutting process.The improved cutting device is with good application result,stable operation,which can fully meet requirements of cutting steel pipe.
steel pipe;SAWH pipe;two-step welding units;cutting device;double-torch cutting
TG82
B
1001-3938(2015)05-0043-03
劉成坤(1968—),男,高級工程師,主要從事螺旋焊管制造工藝、裝備技術及質量管理工作。
2015-01-09
張 歌
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
