X70焊管焊接接頭熱影響區沖擊試樣缺口位置的探討
2015-12-18 07:45:58王麗麗王自信顧志乾
焊管 2015年2期
王麗麗,劉 通,王自信,顧志乾
(山東勝利鋼管有限公司,山東 淄博255082)
X70焊管焊接接頭熱影響區沖擊試樣缺口位置的探討
王麗麗,劉 通,王自信,顧志乾
(山東勝利鋼管有限公司,山東 淄博255082)
通過金相試驗、夏比沖擊試驗研究了X70螺旋埋弧焊管焊接接頭熱影響區試樣不同缺口位置的金相組織、沖擊功及剪切面積的分布情況。試驗結果顯示,沖擊功和剪切面積的大小與缺口位置在粗晶區、細晶區、部分相變區和內焊縫所占的比例相關,內焊縫所占比例越低,沖擊功和剪切面積越大。綜合分析試驗結果和相關標準,得出了X70焊管焊接接頭熱影響區試樣缺口位置的確定方法,即熱影響區沖擊試樣的缺口軸線應在試樣上表面與外焊縫熔合線交界處,沖擊試樣邊緣距外焊縫邊緣1~2mm為宜。
焊管;X70鋼;熱影響區;缺口位置;沖擊試樣
0 前 言
在螺旋埋弧焊管檢測中,沖擊試樣缺口位置的合理定位對焊接接頭韌性測試的準確性有一定的影響。在V形缺口夏比沖擊試驗中,破壞性應力最先在V形缺口尖端處集中,并產生導向斷裂面,斷面形成所吸收的能量即沖擊韌性值[1]。焊接接頭通常由內焊縫、外焊縫、熱影響區和母材構成,各區域組織和韌性的不均衡分布,導致測量值隨斷面位置的不同而變化[2],而斷面的形成受制于缺口尖端的位置。因此,在管線鋼管焊接接頭的檢驗中,缺口位置的選擇對沖擊試驗結果的準確性至關重要[3]。
筆者通過對X70螺旋埋弧焊管焊接接頭熱影響區不同缺口(V形)位置試樣進行了夏比沖擊試驗,探討了該類試樣不同缺口位置的金相組織、沖擊功及剪切面積的分布情況,從而為高強度管線鋼焊接接頭熱影響區沖擊試樣缺口位置的確定提供試驗依據。
1 試驗材料與方法
1.1 試驗材料
試驗材料選用φ1016mm×15.9mm規格X70M螺旋埋弧焊管。使用先內焊后外焊的埋弧焊工藝,內外雙絲,焊絲使用BHM-9,焊劑使用SJ101,內外焊熱輸入量為(19.80±1.9)kJ/cm和(21.82±2.1)kJ/cm,保證重合量≥1.5mm。此工藝已經過試驗測評,屬于合理有效的生產工藝,焊道外觀規整,無缺陷和理化性能異常。該鋼管化學成分見表1。管體-10℃沖擊功平均值為308J,焊接接頭抗拉強度為735MPa,斷口位置為熱影響區。金相分析結果表明,該X70鋼管管體的組織為針狀鐵素體,晶粒度為11級,其顯微組織如圖1所示。

表1 X70試驗鋼管的化學成分 %

圖1 X70試驗鋼管管體顯微組織
1.2 試驗方法
對X70螺旋埋弧焊管的焊接接頭取樣,總計取60個,分3組,每組20個試樣。垂直于焊縫取10mm×10mm×55mm的V形缺口夏比沖擊試樣,按ASTM A370[4]規定進行試樣制備,熱影響區試樣取樣位置如圖2所示。熱影響區沖擊試樣的缺口軸線應在試樣上表面與外焊縫熔合線交界處,其中位置1表示試樣上表面距離外焊道邊緣1mm[5],位置2表示試樣上表面距離外焊道邊緣2mm,位置3表示試樣上表面距離外焊道邊緣3mm。將沖擊試樣打磨、拋光、腐蝕,確定缺口位置線,如圖3所示。測量了3個不同缺口位置的粗晶區、細晶區、部分相變區和內焊縫的大小,計算出所占比例如圖4所示。觀察所有沖擊試樣,部分試樣略有焊偏,但焊偏量均小于1.5mm,符合API標準小于3mm的要求。在-10℃下按ASTM A370進行夏比沖擊試驗,隨后對試驗結果和斷口進行分析。

圖2 熱影響區試樣取樣位置

圖3 試樣缺口位置線

圖4 不同缺口位置各區域所占比例
2 試驗結果及分析
2.1 顯微組織分析
部分相變區有經過重結晶的細晶粒鐵素體和珠光體,又有未發生相變的粗大晶粒鐵素體,晶粒大小極不均勻;細晶區組織為細小的鐵素體和珠光體,有較好的塑性和韌性;粗晶區奧氏體晶粒劇烈長大,組織為粗大的針狀鐵素體,塑性和韌性較差[6];熔合區晶粒十分粗大,化學成分和組織極不均勻,并且此段區域很窄,金相觀察很難區分。內焊縫柱狀晶粒粗大,化學成分和組織不穩定[7]。由圖4可以看出,3個位置的粗晶區所占比例相差不多,均為55%~65%,其中位置2最高約為65%;位置1和位置2細晶區所占比例為35%左右,位置3細晶區所占比例最少,約12%;3個位置部分相變區所占比例均較少,均在8%以下;位置1和位置2內焊縫所占比例幾乎為0,位置3內焊縫所占比例較高,約28%。由此可知,缺口位置加工越靠近外焊道邊緣,粗晶區和細晶區所占比例越大,內焊縫所占比例越小,缺口位置越適宜。
2.2 沖擊試驗結果分析
根據API SPEC 5L(45版)要求熱影響區沖擊功不低于27J,剪切面積提供數值參考。X70螺旋埋弧焊管焊接接頭不同缺口位置的沖擊功及剪切面積分布如圖5所示。從圖5可以看出,位置3的沖擊功最低,平均值為144J,剪切面積也最低,平均值為61%。這是因為位置3中,內焊縫所占比例較大,內焊縫柱狀晶粒粗大,化學成分和組織都不穩定,導致數值較低。位置1和位置2的沖擊功數值較穩定,位置1的平均值為192J,位置2的平均值為198J,位置1剪切面積平均值為74%,位置2剪切面積平均值為68%,二者相差較小。這是因為位置1和位置2粗晶區、細晶區所占比例相差無幾,相對位置3而言,細晶區所占比例上升,細晶區形成溫度不太高,冷卻后是細小的珠光體加鐵素體,有較好塑性和韌性[8],且內焊縫所占比例下降,所以沖擊功和剪切面積數值較高。綜上所述,熱影響區沖擊試樣的缺口軸線應在試樣上表面與外焊縫熔合線交界處,沖擊試樣邊緣距外焊縫邊緣1~2mm為宜,盡量減小或避免開在內焊縫。

圖5 不同缺口位置的沖擊功及剪切面積分布情況
2.3 綜合分析及相關標準討論
API SPEC 5L《管線鋼管規范》[9]中規定,制取埋弧焊管熱影響區試樣時,缺口的軸線應盡可能接近圖6所示的外焊縫熔合線,取樣應盡可能接近鋼管的外徑表面;《天然氣管道工程鋼管通用技術條件》[10](以下簡稱通用技術條件)規定,缺口軸線應垂直于鋼管表面,鋼管熱影響區試驗用的每個試樣在加工刻槽前均應酸蝕,以確定適當的刻槽位置。在螺旋埋弧焊管熱影響區上截取的試樣的刻槽軸線如圖7所示,盡可能靠近外焊道邊緣。兩種標準主要區別是:API標準中沒有給出靠近外徑表面的程度,通用技術條件給出靠近外焊道邊緣不大于2mm的規定,而本試驗驗證了2種標準的可行性,但是在實際加工試樣的過程中,即使缺口位置偏離少許,也會使測量結果失真,導致低值高測或者將不合格產品判定為合格產品的情況發生,進而影響管線鋼管的安全使用。為此,建議各實驗室應有自己的試樣加工規定,開缺口前應對試樣進行腐蝕;熱影響區沖擊試樣的缺口軸線應在試樣上表面與外焊縫熔合線交界處,沖擊試樣邊緣距外焊縫邊緣在1~2mm為宜。
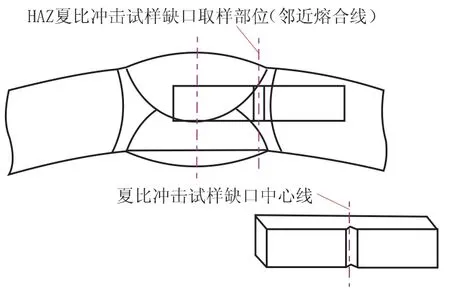
圖6 API SPEC 5L熱影響區試樣取樣位置

圖7 通用技術條件熱影響區試樣取樣位置
3 結 論
(1)在V形缺口夏比沖擊試驗中,缺口位置是影響沖擊結果準確性的重要因素,沖擊功和剪切面積的大小與缺口位置在粗晶區、細晶區、部分相變區和內焊縫所占的比例相關,內焊縫所占比例越低,沖擊功和剪切面積越大。
(2)為了確保在適當位置開缺口,開缺口前應對試樣進行腐蝕;熱影響區沖擊試樣的缺口軸線應在試樣上表面與外焊縫熔合線交界處,沖擊試樣邊緣距外焊縫邊緣1~2mm為宜。
[1]冶金工業部鋼管研究院.合金鋼手冊[M].北京:冶金工業出版社,1984.
[2]王勇,韓濤,劉敏.X70管線鋼焊接熱影響區的局部脆化[J].材料工程,1999(10):14-20.
[3]李雪鵬,徐學利,何興利,等.螺旋埋弧焊管焊接接頭沖擊韌性試樣缺口位置的確定[J].焊管,2013,36(05):41-43.
[4] ASTM A370-14,Standard test methods and definitions for mechanical testing of steel products[S].
[5]張文鉞.焊接冶金學(基本原理)[M].北京:機械工業出版社,1996.
[6]茹成章,王新虎.HFW石油套管焊縫沖擊韌性影響因素分析[J].熱處理技術與裝備,2010(06):39-42,61.
[7]機械工業理化檢驗人員技術培訓和資格鑒定委員會.金相檢驗[M].上海:上海科學普及出版社,2003.
[8]張小立,莊傳晶,吉玲康,等.高鋼級管線鋼的特征參量及其與強韌性的關系[J].材料工程,2006(08):3-7.
[9]API SPEC 5L,管線鋼管規范(45版)[S].
[10]CDP-S-NGP-PL-006-2011-2,天然氣管道工程鋼管通用技術條件[S].
Discussion on Impact Specimen Notch Position of X70 Welded Pipe Heat Affected Zone(HAZ)
WANG Lili,LIU Tong,WANG Zixin,GU Zhiqian
(Shandong Shengli Steel Pipe Co.,Ltd.,Zibo 255082,Shandong,China)
In this article,it studied the distribution situation of metallographic structure,impact energy and shearing area of X70 SAWH pipe welded joint HAZ specimen in different Notch position,by adopting metallographic test and Charpy impact test.The results indicated that the values of impact energy value and shearing area are related with Notch position proportion in coarse grained region,fine grained region,part of the phase change zone and inside weld.The lower the proportion of inside weld is,the greater the impact energy and shearing area.After comprehensive analysis of test results and related standards,the determination method of X70 SAWH pipe welded joint HAZ specimen Notch position was obtained;the Notch axis of HAZ impact specimen should be in the junction of specimen upper surface and outside weld fusion line,and the distance from Impact test specimen edges to the outside weld edge of 1~2mm is applicable.
welded pipe;X70 steel;heat affected zone(HAZ);Notch position;impact specimen
TG115.56
B
1001-3938(2015)02-0060-04
王麗麗(1986—),女,學士,助理工程師,主要從事鋼管的質量檢測工作。
2014-08-21
謝淑霞
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
