裂解爐對流段20g蒸汽主管爆裂安全性分析
2015-12-20 08:40:14韓輝王祥張禮敬
化工管理 2015年12期
韓輝 王祥 張禮敬
(1江蘇省安全生產科學研究院,江蘇 南京 210042;2南京工業大學城市建設與安全工程學院,江蘇 南京210009)
高溫蒸汽管線廣泛應用于石化、熱電行業的加熱爐、裂解爐等設備上,是主要的高溫部件之一,其安全運行是裝置可持續運行的重要保證。目前,國內多數老舊鍋爐爐管采用的材料為20#碳鋼(以下簡稱20g),其使用溫度為280-350℃,最高內壓為15.5-18MPa[1]。在長期運行過程中,伴隨運行溫度、壓力的波動,蒸汽管線的安全可靠性逐漸降低,管材微觀組織會隨運行時間的增加而劣化,通常會產生碳化物球化、珠光體分散、蠕變損傷等情況。如不能及時對管道進行缺陷檢測,可能會導致事故的發生,若盲目更換管道可能會造成不必要的經濟浪費。因此,做到安全與經濟統籌兼顧具有重大意義。
本文以南京某烯烴廠裂解爐對流段蒸汽主管爆裂事故著手,對20g蒸汽主管的爆裂原因進行安全性分析,并對其余同工況的蒸汽管道繼續服役的安全性展開研究,從而為其降低事故風險和經濟損失,科學指導管道維修和安全生產管理提供借鑒。
1 事故概況
裂解爐對流段蒸汽主管內輸送的是用于稀釋裂解原料的高溫水蒸汽。該蒸汽主管材料為20g,規格為Φ165mm×14mm,管內蒸汽溫度為320℃,壓力14MPa,到發生對流段蒸汽主管爆裂而緊急停爐時,已經累技術運行達130000h。
1.1 已爆裂蒸汽管道

1.2 管道流向及爆裂區示意圖

圖1 20g蒸汽主管
經現場勘察,如圖1a所示,爆管破口粗脹,張口呈喇叭狀,破口長約1m,寬約0.5m;開裂兩端呈典型的撕裂狀;破口邊緣銳利,有明顯減薄,呈刀刃型斷口;破口內壁光滑。管道內高溫蒸汽流向以及爆裂區的相對位置如圖1b所示。同時,該裂解爐還有同樣工況下的5根蒸汽總管。
為了分析該工況下的20g蒸汽主管爆裂失效的原因以及其余同工況的蒸汽管道繼續服役的安全性,本文選擇在壁厚減薄處及開裂邊緣撕裂處分別取樣,分別進行材料組織結構分析及力學性能研究。
2 金相實驗
目前,國內仍將珠光體球化等級作為高溫主蒸汽管道判廢依據。本文采用金相實驗對爆裂爐管的組織結構進行分析,判定爆裂爐管的球化等級。
2.1 實驗取樣
如圖2a所示,實驗材料在壁厚減薄處(區域A)和開裂邊緣撕裂處(區域B)取樣。如圖2b所示,在開裂處未見到明顯的腐蝕現象,可以排除局部腐蝕導致蒸汽主管壁厚減薄的因素。

圖2 20g蒸汽主管爆裂斷口形貌
2.2 測試分析
2.2.1 20g基本情況介紹
20g是蒸汽管道廣泛應用的一種優質碳素鋼,其正常金相組織是鐵素體和片狀珠光體,從而獲得良好的力學性能。但是,片狀珠光體是一種不穩定的組織,其表面積大,界面能高,在長期高溫下工作時,原子活動力增強,擴散速度增加,片狀滲碳體便逐漸轉變為珠狀,再積聚成大球團,產生珠光體球化,從而使材料的屈服點、抗拉強度、沖擊韌性、蠕變極限和持久極限下降。同時,由于球狀珠光體對位錯運動的阻礙作用較片狀珠光體小,所以會產生大量的位錯啟動源[2]。
2.2.2 爆裂管道的金相組織
在材料化學成分一定的前提下,其力學性能主要取決于微觀組織的變化。對區域A和B處的取樣進行化學成分檢測,其含量均符合《高壓鍋爐用無縫鋼管》(GB5310-2008)規定。
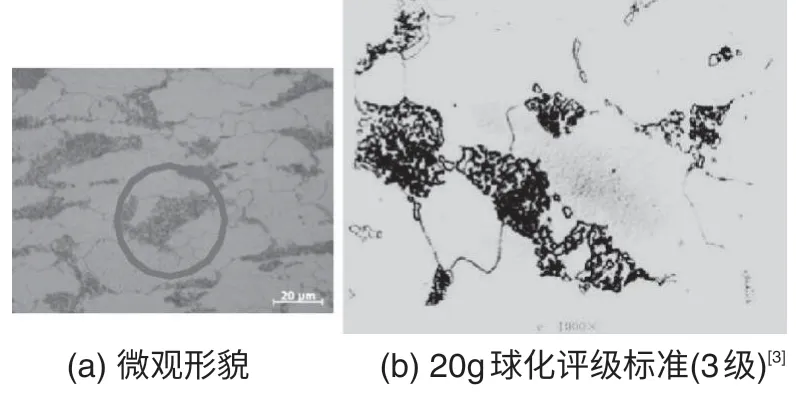
圖3 取樣區域B顯微組織
在區域B處取樣,進行金相分析。由圖3可知,裂解爐對流段20g蒸汽主管在14MPa,320℃條件下運行130000小時后顯微組織發生退化,珠光體不再以層片狀的鐵素體和滲碳體交錯存在,而是珠光體發生了輕度球化,珠光體區域中的碳化物開始分散,并逐漸向晶界擴散,珠光體形態尚明顯。珠光體球化等級為3級,考慮安全裕量,判定為3.5級球化。

圖4 取樣區域A減薄處顯微組織

圖5 取樣區域A較厚處顯微組織
在區域A處取樣,進行金相分析。由圖4和圖5鼓脹處的顯微形貌可以看出,爐管材料在塑性變形過程中,鐵素體和珠光體均發生了嚴重的變形,從母材中的不規則形狀變成了鏈條狀,并具有向晶界聚集的傾向。鐵素體和珠光體的拉伸方向與其受力方向一致。同時,破裂處的珠光體也有明顯的球化現象。
可以得出:按照《碳鋼石墨化檢驗及評級標準》(DL/T786-2001),該20g爐管呈3.5級球化,屈服強度指標下降7.5-12.5%;管道在長期使用中產生了局部塑性變形,致使其承壓能力下降。
3 拉伸實驗
根據《金屬拉伸實驗》(GB/T228-2010)對爆裂爐管在圖2a中的A區域處取2組試樣,每組3根,分為Sample-1和Sample-2兩組分別進行常溫(25℃)和高溫(320℃)拉伸實驗,之后取平均值。拉伸結果如圖6所示。
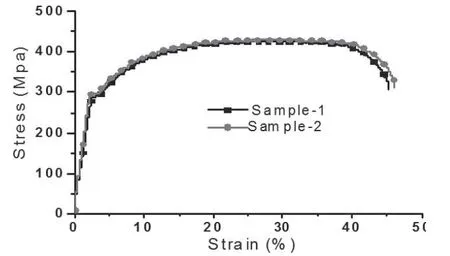
圖6 斷裂試樣的拉伸曲線
圖6中,兩組試樣的拉伸曲線重合性較好,說明320℃高溫下20g的力學性能基本穩定。20g斷裂試樣的屈服強度為290MPa左右,與標準中提供的數據(縱向245MPa)比較,可知斷裂后20g試樣的屈服強度增加了40-50MPa。這與所取試樣的壁厚(10mm)減薄嚴重,與設計壁厚(14mm)及現場實際測量的壁厚(13-14mm)相差較大有關。
可以得出:20g爆裂爐管的高溫力學性能并未發生明顯變化。
由金相分析和拉伸實驗的結果可知:3.5級球化并沒有使20g管道的高溫屈服強度產生明顯下降。這與部分學者認為的珠光體球化使鋼的高溫屈服強度降低顯著相悖。其原因的可能性分析如下:
3.1 材料力學性能的惡化不是單純受珠光體組織球化的影響。
3.2 珠光體球化等級判定過于保守。
3.3 試樣選取位置不當。
3.4 同時說明,國內將3級球化作為蒸汽管道判廢臨界點過于保守。
因此,推測爐管爆裂原因:爐管因長期高溫運行發生輕度珠光體球化,加之主管匯汽口迎汽面管壁因溫度波動加快了蠕變損傷的積累,進而產生局部塑性變形,承壓能力下降。
4.20 g蒸汽主管剩余強度評價
實驗結果表明,將達到3.5級球化的20g蒸汽主管予以報廢過于保守,缺乏經濟性。因此,本文通過剩余強度評價對存在3.5級球化缺陷的蒸氣管道是否能在一定運行壓力下繼續服役的安全性進行研究,以科學指導管道維修和工業安全生產管理。
顏世華[4]對已達3-4級球化且有局部減薄缺陷的20g管道在350℃下運行的剩余強度進行了研究,其研究結果表明:通過極限內壓的推算判斷管道繼續服役的安全性是可以接受的;同時,也指出對已達3-4級球化的管道進行報廢過于保守。
通過公式(1)[5]計算極限載荷:

式中:P為極限內壓,MPa;σ0.2為材料屈服強度,MPa;為管道外徑,mm;ri為管道內徑,mm。
可知3.5級球化的20g管道在350℃的標準屈服強度σ0.2=230MPa[3]。因此,可以得到規格為φ165mm×14mm的管道達到3.5級球化后的極限內壓為P=41MPa。而本文研究的管道運行溫度只有320℃,且運行壓力14MPa遠小于極限內壓。
可以得出:達到3.5級球化的20g蒸汽主管,在限制超溫超壓條件下,其繼續服役的安全性是可以接受的。
4 結語
4.1 通過實驗表明:20g蒸汽主管在長期使用過程中發生3.5級球化,加之主管匯汽口迎汽面管壁因溫度波動而加快蠕變損傷的積累,致使管道發生局部塑性變形、減薄,承壓能力下降,在壓力和溫度的共同作用下爆裂失效;同時,將珠光體球化等級作為高溫主蒸汽管道判廢依據過于保守且不精確。
4.2 通過剩余強度評價表明:達到3.5級珠光體球化的20g管道在350℃時的極限內壓為41MPa,遠高于320℃下的運行壓力14MPa,因此,達到3.5級球化的20g蒸汽主管,在限制超溫超壓條件下,其繼續服役的安全性是可以接受的。
4.3 研究結果表明:其余20g蒸汽鍋爐爐管可以繼續安全服役,但要加強安全檢查、監測,避免溫度、壓力的激烈波動,嚴禁超溫超壓運行,并且蒸汽主管匯汽段應列為管道安全管理的重點部位。
[1]高鋒,劉暉,樊玉光等.蒸汽管道剩余壽命評估方法評述[J].腐蝕與防護,2008,(05):295-298.
[2]徐鵬,艾志斌.20g鋼珠光體球化對材質損傷程度的試驗研究[J].壓力容器,2003,20(12):12-14.
[3]DL/T786-2001.碳鋼石墨化檢驗及評級標準[S].
[4]顏世華,某燃油鍋爐水冷壁管繼續服役可行性研究[碩士論文D].南京:南京工業大學,2009.
[5]徐秉業,陳森燦.塑性理論簡明教程[M].北京:清華大學出版社,1981.
