物流線交換工作臺重復定位測量裝置的應用
2015-12-21 02:23:00李照山吳海艦李新水張桂花
機電信息 2015年27期
李照山 吳海艦 李新水 張桂花
(沈機集團昆明機床股份有限公司,云南 昆明650203)
0 引言
隨著用戶日益增長的多樣化、個性化市場需求,柔性制造系統(Flexible Manufacturing System,FMS)迅速發展起來,特別是在航空工業、汽車工業以及輕工消費品生產等行業有了廣泛的應用和需求。
柔性制造系統是通常由若干數控加工設備、物流運儲裝置和計算機控制系統組成,能根據制造任務和生產產品品種的變化而迅速進行調整的自動化制造系統,如圖1所示。

圖1 柔性制造系統
根據加工要求,柔性制造系統可以把裝夾有需加工零件的工作臺交換到系統指定的任意一臺主機上進行加工,因此具有自動化程度高、加工效率高等優點。但柔性制造系統要求每件工作臺在任意主機上的定位精度及重復定位精度非常高,在某廠生產柔性制造系統的交換工作臺重復定位精度都須達到0.005mm內,即每一個交換工作臺在裝入工作主機后,其X、Y、Z三個坐標方向的精度必須保持在0.005mm內。這樣就必須在裝配及調試柔性制造系統過程中對每臺主機及所有交換工作臺進行X、Y、Z三個坐標方向的精度測量(圖2),由于其重復定位精度高,在測量過程中,必須要精確。經過深入分析和研究現有測量裝置后,設計了一套定位測量裝置,該裝置可同時滿足交換工作臺往返位置定位精度和重復定位精度檢驗測量,并可以一次完成交換工作臺X、Y、Z三個坐標方向的重復定位誤差測量。
1 交換工作臺重復定位測量裝置結構及工作原理
1.1 交換工作臺重復定位測量裝置結構
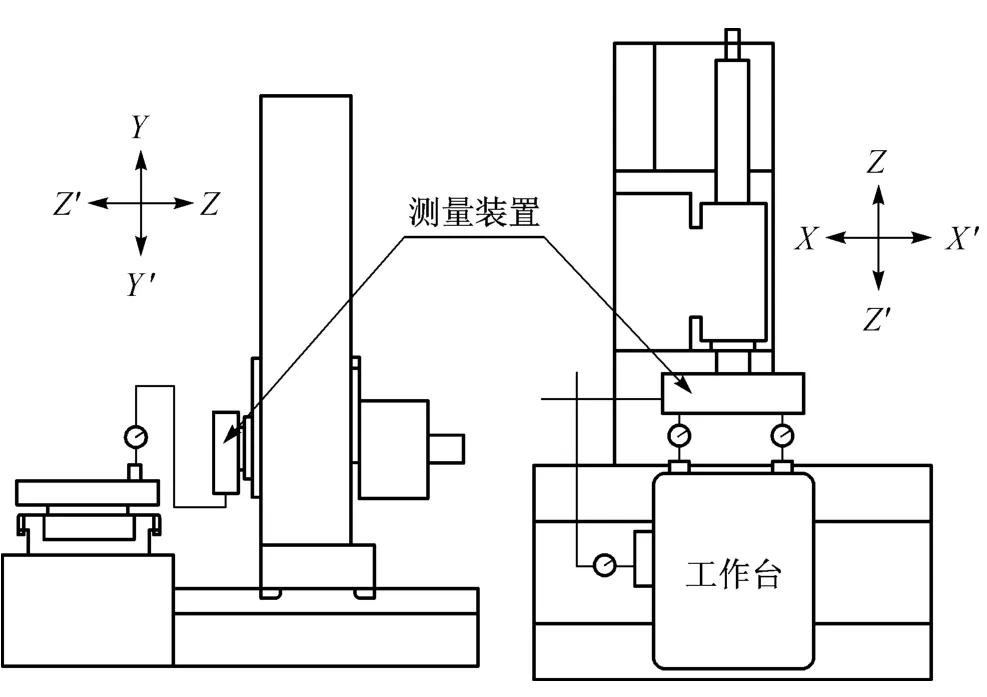
圖2 交換工作臺8、9、:三個坐標方向測量方式圖
交換工作臺重復定位測量裝置由測量裝置架部件1、X坐標方向測量部件2、Y坐標方向測量部件4及Z坐標方向測量部件3組成,如圖3所示。

圖3 重復定位測量裝置結構組成圖
1.1.1 測量裝置架部件
將同一圓周面孔分成兩半圓,下半圓裝在夾具體上,起定位作用,上半圓部分可卸式蓋上,起夾緊作用,即由測量工具架6、哈弗夾8、螺釘7三部分組成(圖4),在使用過程中,測量工具架及哈弗夾結合處存在著間隙,其目的是為了在裝夾過程中易裝夾及夾緊。
1.1.2 X坐標方向測量部件
X坐標方向測量部件2由支桿9、手扭10、圓柱銷11、墊圈12、螺桿13、T型塊14組成,如圖5所示。

圖4 測量裝置架結構組成圖
1.1.3 Y坐標方向測量部件
Y坐標方向測量部件4由支桿15、手扭10、圓柱銷11、墊圈12、螺桿13、T型塊14、表夾16組成,如圖5、6所示。

圖5 測量工具架與8向測量部件連接圖
1.1.4 Z坐標方向測量部件
Z坐標方向測量部件3由支桿15、17、18、19,手扭10,圓柱銷11,墊圈12,螺桿13,T型塊14,表夾16,手扭20,量塊21,指示器22組成,如圖5、7所示。
1.2 交換工作臺重復定位測量裝置工作原理
如圖8所示,重復定位精度測量裝置安裝于機床主軸箱前端套筒外圓上,通過部件1中的哈弗夾8來進行夾持鎖緊,任選一件工作臺進入托盤的初始位置并定位至基準面位置后夾緊托盤油缸,作為首次測量基準及重復測量相對位置基準。通過調整、連接X、Y、Z各坐標方向測量部件2、4、3后鎖緊,指示器22調零,重復交換工作臺即可用指示器22測量。
2 重復定位測量裝置使用方法
(1)重復定位測量裝置通過部件1中的哈弗夾8固定于主軸箱前端套筒外圓上,將各測量部件通過T型塊14、螺桿13、墊圈12、手扭10連接于測量裝置架上,通過調整支桿15、17、18、19的長度使指示器22固定在不影響裝卸工作臺的位置上。

圖6 測量工具架與9向測量部件連接圖
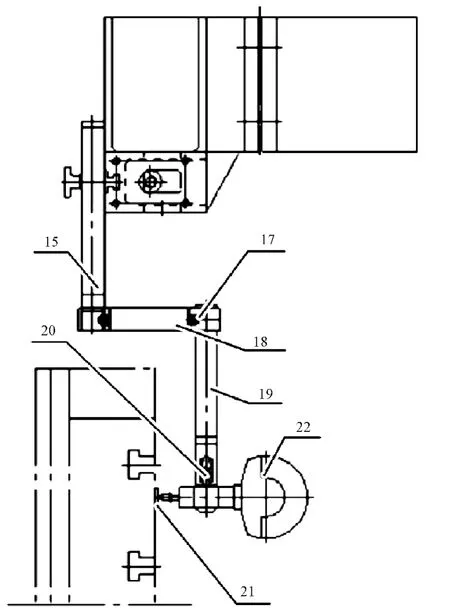
圖7 測量工具架與:向測量部件連接圖
(2)任選一件工作臺從物流生產線運輸到交換站,移動到托盤上,確定工作臺進入托盤的初始位置及工作臺各測量基準面位置后夾緊托盤油缸。
(3)移動主軸箱部件逐步靠近工作臺后,除工作臺外,主機其余坐標軸均鎖緊。

圖8 測量架哈弗夾與主軸箱套筒連接局部圖
(4)將測量塊的一檢驗面緊靠工作臺的定位基準面上,指示器22的測頭觸及量塊21的另一檢驗面,第一件工作臺第一次定位時,指示器22調零,X、Y、Z三個坐標方向均作為首次測量基準及重復測量相對位置基準。在以后檢驗過程中不能重調指示器22。
(5)任選一件工作臺移到托盤上,通過數控操作重復交換3次,每次檢驗都在工作臺進入托盤的初始位置上進行。依次對多件工作臺分別在多臺主機上校驗,每臺主機上重復測量3次。
X、Y、Z三個坐標方向誤差分別計算,誤差以指示器3次中的最大值計(注:“+”為指示器讀數的正向,“-”為指示器讀數的負向)。
3 重復定位測量裝置特點
3.1 定位可靠
依附機床主軸箱前端套筒外圓來定位,通過測量裝置架1中的哈弗夾8來進行夾持鎖緊,夾緊可靠、穩定。X、Y、Z各坐標方向測量部件的T型塊14與哈弗夾8的T型槽通過面接觸,并調整T型塊14到合適的位置后用手扭10鎖緊。
3.2 測量定位基準統一,測量準確度高
X、Y、Z各坐標方向測量部件2、4、3同時連接于測量裝置架1上,測量部件只需一次裝夾就可完成單件工作臺的重復定位精度測量和多件交換工作臺的定位精度測量,測量基準點不變,避免了多次裝夾誤差,測量精度高。
3.3 工作效率高
任意一件工作臺交換到主機上,可實現一次性測量X、Y、Z三個坐標方向定位精度和重復定位精度,大大提高了工作效率。
4 結語
實際使用結果表明,該物流線交換工作臺重復定位測量裝置具有操作方便、測量精度高、工作效率高等優點。該測量裝置不僅可用于物流線交換工作臺重復定位精度的測量,還可用于雙工位臥式加工中心、雙工位刨臺式加工中心等機床交換工作臺的重復定位精度測量,應用范圍廣泛。
[1]俞圣梅,杜陀.我國FMS技術的發展現狀[J].制造技術與機床,1994(2).
[2]東北重型機械學院,洛陽工學院.機床夾具設計手冊[M].上海:上海科學技術出版社,1990.
[3]王伯平.互換性與測量技術基礎[M].2版.北京:機械工業出版社,2005.
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21