GDX2包裝機小盒透明紙上機適應性研究
2015-12-25 01:49:26邵永亮彭艷旭
設備管理與維修 2015年12期
邵永亮,史 曉,彭艷旭
(河南中煙工業有限責任公司漯河卷煙廠,河南漯河 462000)
1 問題
河南中煙漯河卷煙廠卷包車間,在使用湖北富思特材料科技集團供給的小盒(21 μm×120 mm×2900 m)高收縮膜生產紅旗渠(銀河之光)卷煙過程中,發現包裝后的小盒存在透明粘不牢、飛包等質量問題(圖1)。尤其是放置一段時間后小盒透明粘不牢、飛包現象還會加重,極大地影響了卷煙產品包裝的美觀度,也不符合GB 5606—2005《卷煙》的相關技術要求。
2 試驗材料與方法
造成小盒包裝透明粘不牢、飛包的因素較多,首先對引起小盒透明粘不牢、飛包的可控因素進行分析確認,利用正交試驗方法,設計試驗方案,并通過直觀分析法和方差分析法,對試驗結果進行分析,確定主次因素及最佳溫度組合。

圖1 頂部飛包和側邊粘接不牢的煙包
2.1 試驗材料與儀器設備
紅旗渠(銀河之光)牌卷煙煙支(河南中煙工業有限責任公司產品);小盒透明包裝材料(湖北富思特材料科技集團有限公司提供的規格為(21 μm×120 mm×2900 m)的高收縮膜,橫向收縮率8.5% ,縱向收縮率8.8%。);GDX2型包裝機(上海G.D煙機公司)。
2.2 試驗方法
2.2.1 影響因素分析。通過對紅旗渠(銀河之光)牌卷煙的小盒透明包裝過程分析可知,為保證小盒透明包裝質量,在包裹透明紙后,需要使用加熱烙鐵對透明紙進行熨燙粘合,以達到充分粘合、收縮、平整的效果。如果各加溫烙鐵的溫度設計過高、過低或配合不佳,就容易造成小盒透明粘不牢、飛包。通過排查、分析,最終確定左長邊、右長邊、出口前、出口后、拼接處等5個烙鐵溫度的設定及配合,為影響小盒透明包裝質量的主要影響因素。
2.2.2 實驗方案設計。在選取的5個因素中,各確定4個水平(表1)。利用5因素4水平正交試驗設計表L16(45),共設計16組試驗(表2)。
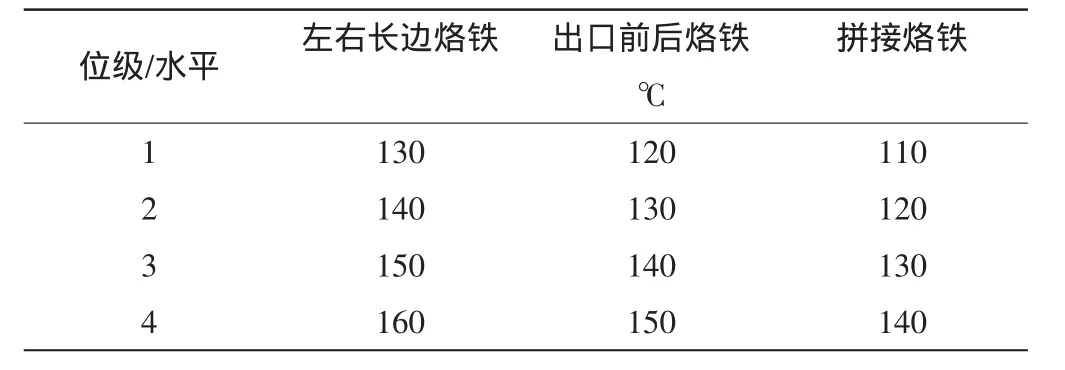
表1 試驗因素及位級方案
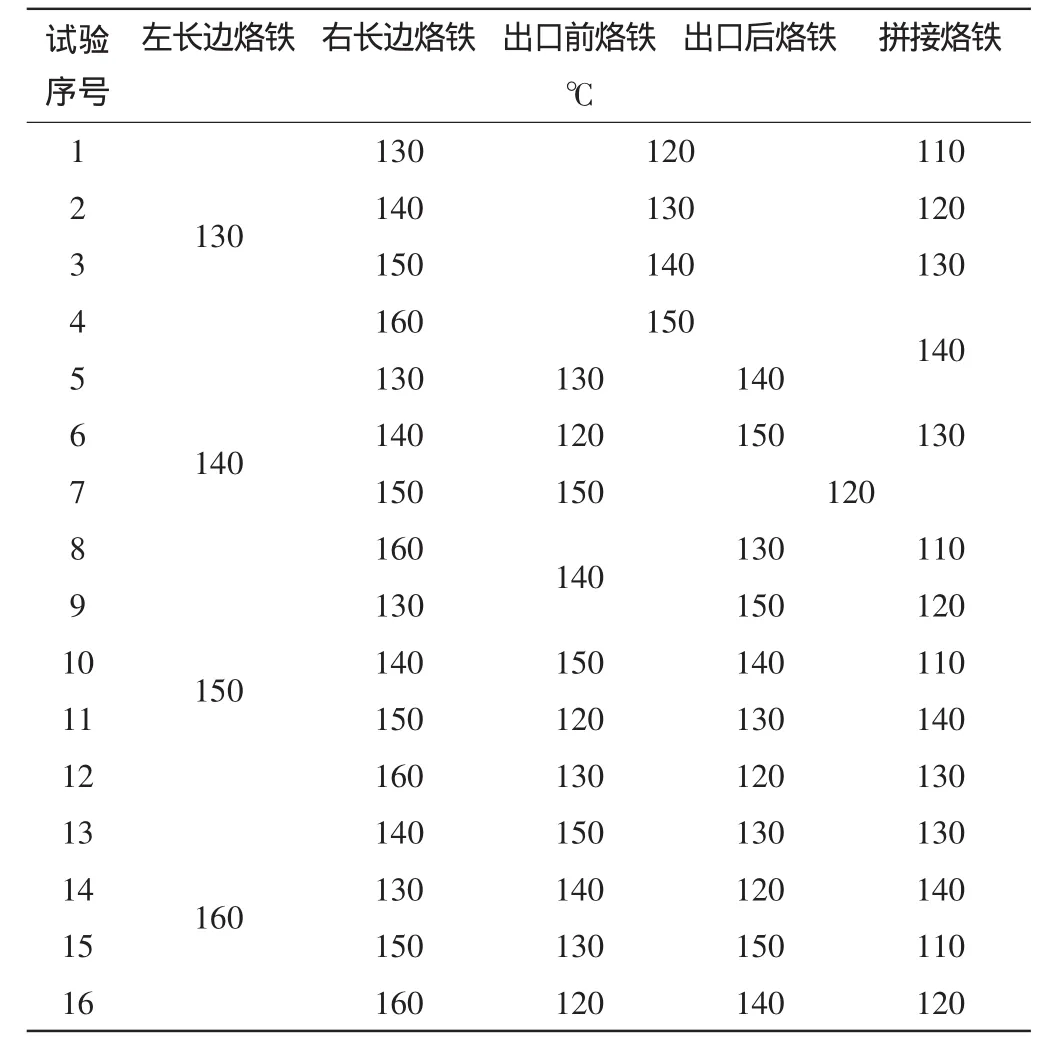
表2 正交試驗L16(45)設計表
2.2.3 試驗過程。固定紅旗渠(銀河之光)牌號煙、7#GDX2包裝機臺、乙班7#GDX2機臺操作人員,根據表2正交試驗L16(45)設計表的設計參數方案,分別進行16組試驗,每組試驗在包裝完條盒透明后各取卷煙2條。將樣品在標準試驗條件下放置48 h后,打開條盒包裝,按企業內控標準檢查對比小盒透明表面是否有透明粘不牢、飛包的煙包,并記錄小盒缺陷的盒數。由于缺陷指標是一定性描述指標,為便于比較,將定性描述轉化為定量比較,即不合格盒數,每出現1盒透明粘不牢或飛包即為1盒不合格。然后再利用直觀分析法和方差分析法對結果進行比較,對影響小盒透明粘不牢、飛包的5因素的影響顯著性程度進行排序,以便確定最佳的生產烙鐵設定參數。
2.2.4 試驗結果驗證。根據試驗確定最佳參數,并進行驗證試驗。對每次各取2條包裝后的卷煙,分別打開觀察是否有小盒透明粘不牢、飛包情況,并記錄每次不合格煙包數量,見表3,其中合格率為每百包透明紙粘接合格數。然后將16個試驗中的最佳結果進行對比,從中選出最好的參數組合為優化方案,并將優化后的方案列入常規生產流程。
3 試驗結果與分析
3.1 直觀分析法
對試驗結果采用直觀分析的方法,計算各因素所取每一水平的算術平均值,然后計算出各水平之間的極差,見表4。通過對比可知,在對紅旗渠(銀河之光)牌卷煙小盒透明粘不牢、飛包的影響因素中,小盒透明出口后烙鐵溫度極差最大,為346;其次是出口前烙鐵溫度,其極差為210;而小盒拼接烙鐵溫度的極差最小,為32。因此,影響小盒透明粘不牢、飛包的主要因素為小盒出口后烙鐵溫度,其次是出口前烙鐵溫度、左長邊烙鐵溫度、右長邊烙鐵溫度。通過對各因素每一水平的平均值進行對比可知,5因素的最佳水平分別為出口后烙鐵溫度150℃;右長邊烙鐵溫度140℃:左長邊烙鐵130℃;出口前烙鐵130℃;拼接烙鐵110℃。
3.2 方差分析法
對試驗結果采用方差分析法進行分析,通過計算偏平方和、自由度和均方,計算出F值。通過比較可知,如果選定顯著性水平a=0.05,則拼接烙鐵溫度因素的F值<F0,出口后烙鐵溫度因素的F值>F0,所以對于顯著水平a=0.05,拼接烙鐵溫度因素對小盒透明粘不牢、飛包的影響最小,出口后烙鐵溫度因素對小盒透明粘不牢、飛包的影響最大,見表5。圖2為實驗后影響因素趨勢圖。如果考慮到交互作用(不考慮拼接烙鐵),從圖3可以看出左長邊烙鐵最佳溫度為141~150℃;右長邊烙鐵最佳溫度為136~160℃。圖3是合格數與出口后烙鐵、出口前烙鐵的等值線圖,從圖中可以看出出口前烙鐵最佳溫度為130~150℃,出口后烙鐵最佳溫度為140~150℃。所以,此次使用7#GDX2包裝機所做的試驗,最佳區間溫度左長邊烙鐵130±10℃;右長邊烙鐵140±10℃;出口前烙鐵130±10℃;出口后烙鐵150±5℃;拼接烙鐵110℃。
3.3 試驗結果驗證
對選定的最優方案:小盒透明出口后烙鐵溫度150℃;右長邊烙鐵溫度140℃:左長邊烙鐵130℃;出口前烙鐵130℃;拼接烙鐵110℃進行驗證試驗,見表6。將在7#GDX2機臺上機試驗,按選定的試驗方案進行生產后,取樣2條,存放48 h后,經檢驗未發現小盒透明粘不牢、飛包的情況,即合格品數為100%(圖2)。由此可以確定,所得方案為解決紅旗渠(銀河之光)牌卷煙小盒透明粘不牢、飛包的最佳方案。
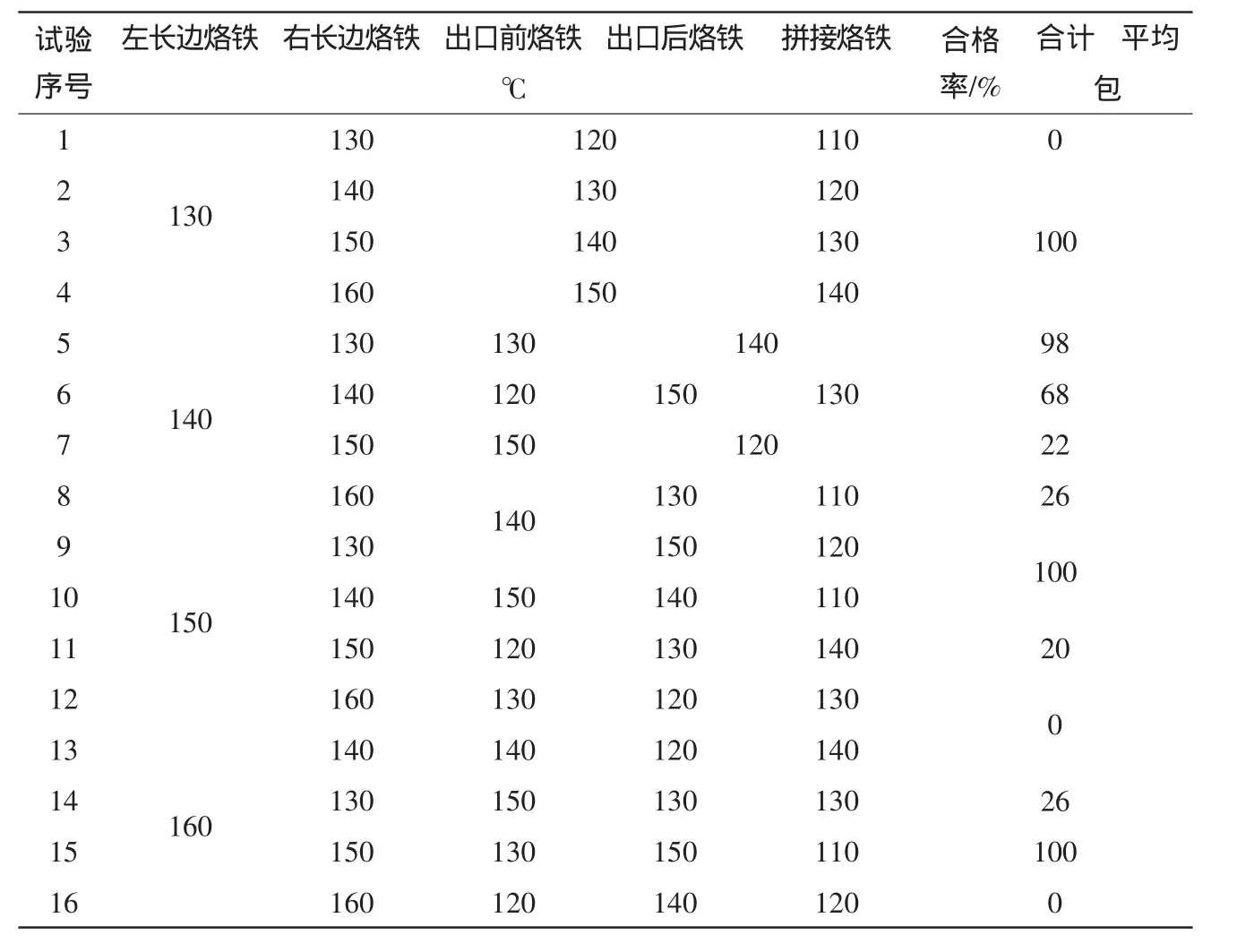
表3 正交試驗L16(45)結果統計表
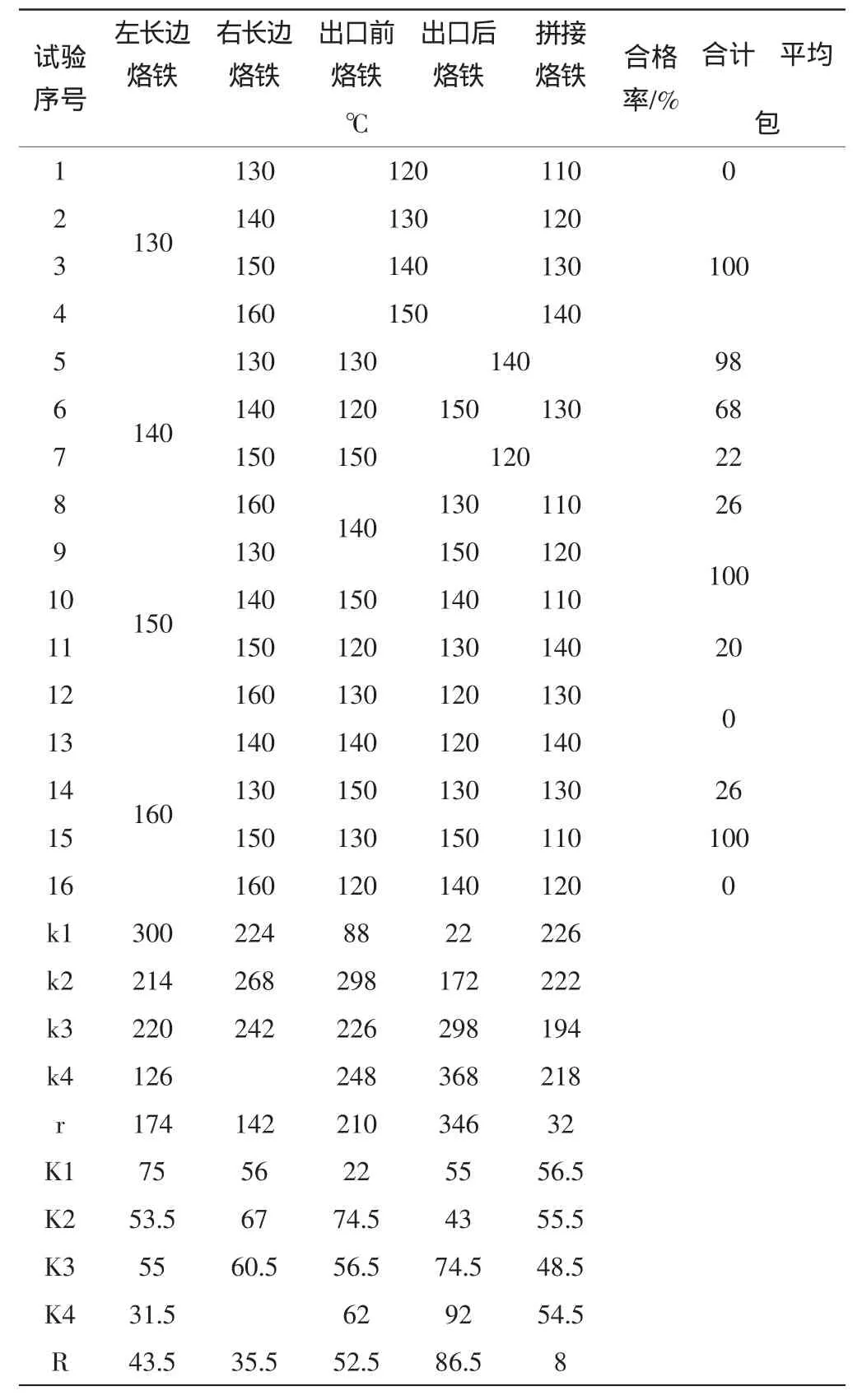
表4 正交試驗L16(45)直觀分析表
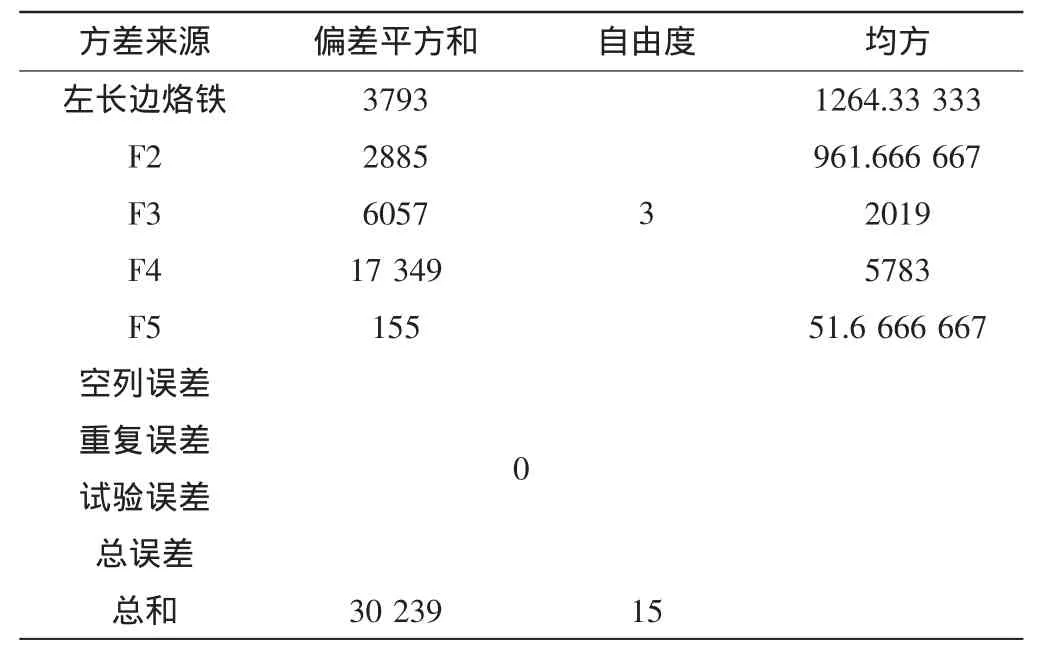
表5 方差分析表
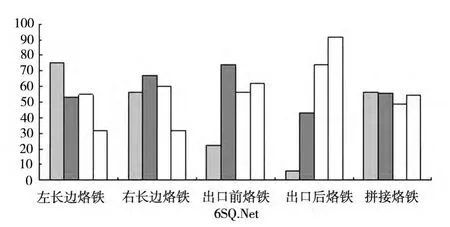
圖2 影響因素趨勢圖
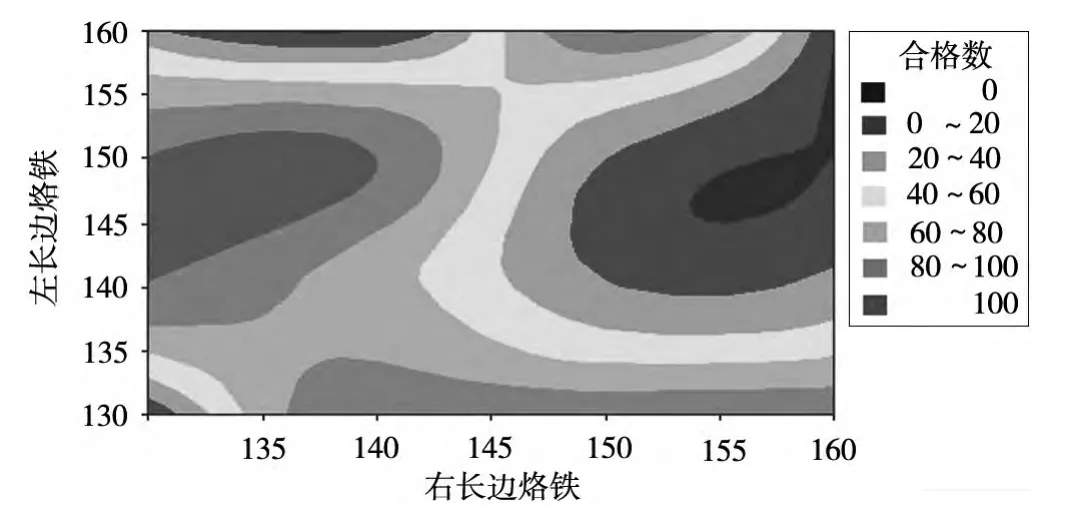
圖3 交互作用圖(不考慮拼接烙鐵)
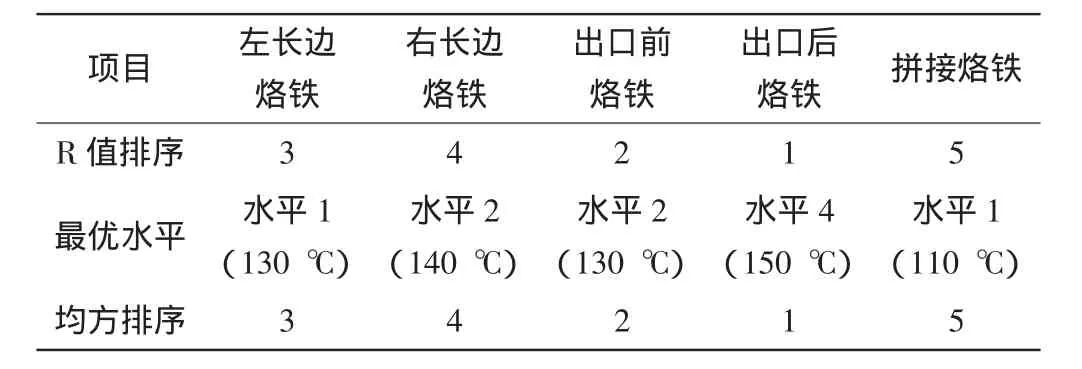
表6 最優水平排序表
4 結論
通過試驗,確定的小盒透明紙湖北富思特材料科技集團供給的21×120×2900高收縮膜在GDX2設備上生產紅旗渠(銀河之光)牌號時,小包透明機5個烙鐵溫度設定為左長邊烙鐵130℃;右長邊烙鐵140℃;出口前烙鐵130℃;出口后烙鐵150℃;拼接烙鐵110℃,為解決小盒透明粘不牢和飛包現象的最佳水平,此時的產品優質率最高。
影響卷煙小盒透明粘不牢和飛包的各因素中,小盒拼接烙鐵溫度的設值為次要因素,對小盒透明粘不牢和飛包沒有顯著性影響;而小包透明機的出口后烙鐵溫度、出口前烙鐵溫度、左長邊烙鐵溫度和右長邊烙鐵溫度是影響小盒透明粘不牢和飛包的關鍵因素,并依次顯著性降低,這4個因素對小盒透明粘不牢和飛包缺陷有顯著性影響,應在生產過程中加強管理和控制。
[1] GB/T 5606—2005《卷煙第三部分:包裝、卷制技術要求及貯運》.
[2] 李云雁,胡傳榮.實驗設計與數據處理,北京:化學工業出版社.2008.
[3] GB/T 16447《煙工時及煙草制品調節和測試的大氣環境》.