一種新型主預包聯動包邊機構
2015-12-25 08:30:24程楠潘啟斯楊磊陳天才
機械工程師 2015年1期
程楠, 潘啟斯, 楊磊, 陳天才
(上汽通用五菱汽車股份有限公司技術中心,廣西柳州545007)
0 引言
目前在汽車門蓋包邊工藝方面主要有以下幾種形式:壓力機式包邊模包邊、桌式包邊機包邊、機器人包邊。壓力機式包邊模包邊、桌式包邊機都是采用包邊機構對車門進行包邊,這也是汽車行業門蓋包邊領域最常用的包邊形式。
1 技術背景
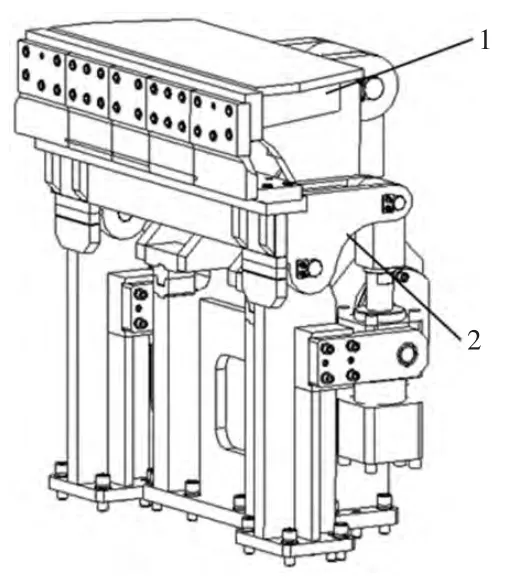
圖11.主包機構2.預包機構
在桌式包邊機中包邊機構又有兩種形式:杠桿機構和四桿機構。一般平直邊采用杠桿機構(如圖1),但對于輪廓高低起伏、前后錯置的門蓋零件來說,若仍采用杠桿機構就無法保證翻邊上的各點均獲得最佳的包邊壓入角;此時,采用四桿機構可較好地解決問題(如圖2)。
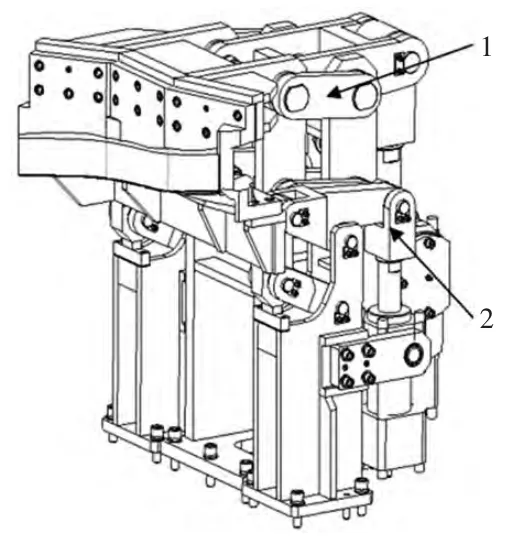
圖21.主包機構2.預包機構
1.1 主預包獨立機構
目前在桌式包邊機上,主預包機構有以下3種形式:
主、預包機構彼此獨立、互不關聯,分別完成主、預包邊工序(如圖1、圖2)。預包、主包機構分別獨立布置,具有可根據零件形狀靈活的利用杠桿或四桿機構的優點,但缺點也很明顯:1)兩個機構布置緊密,占用空間大、安裝、維修不便;2)由于主、預包機構分別獨立,采購元件需求量大,成本相對較高;3)預包機構動作完成后,主包機構才能開始動作,這樣無疑使包邊周期較長,生產節拍較慢。
1.2 主預包聯動機構
主、預包機構聯動是指主、預包機構共用同一個動力源,在一個運動周期內完成主、預包兩個工序(如圖3)。已有的主、預包聯動機構有以下兩種形式:一種是在進行主包的同時通過杠桿機構完成預包,從而實現了動力源的一次循環,完成主、預包的全部工作。顯然,聯動機構只用一個動力源,且一次循環便完成了全部工序,無論是空間布置,還是動力系統都得以簡化,成本也大幅度降低。但不足之處是該預包采用的是杠桿機構,預包切入力方向就無法實現各點都滿足最佳切入角的要求,無法保證包邊質量。
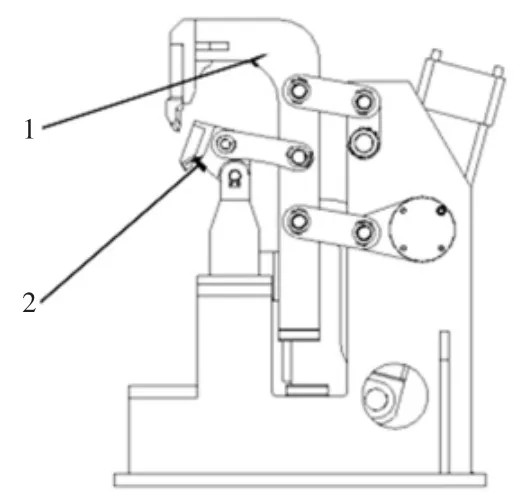
圖31.主包機構2.預包機構
另一種是在進行主包的同時通過連桿鉸鏈式聯動機構完成預包,也實現了動力源的一次循環,完成主、預包的全部工作,其結構見圖4。該機構的聯動部分由于采用的是連桿,使得整個聯動機構的尺寸關系非常復雜,使主、預包壓刀在聯動的過程中避讓設計難度很大;為了找到合理的運動軌跡,需要不斷地改變各組件的尺寸,使得設計周期變得很長。
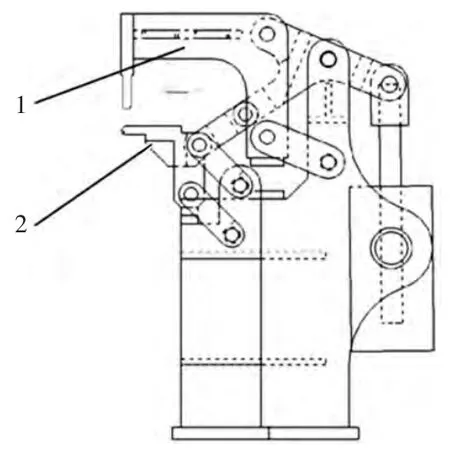
圖41.主包機構2.預包機構
2 新型聯動包邊機構
為充分利用主、預包聯動機構的優越性,采用凸輪和滾子聯動裝置來實現主、預包的聯動機構,這樣既能滿足復雜車門輪廓上的各點均能獲得較為理想的切入角,又可避免連桿與四桿聯動機構中的復雜尺寸關系和設計周期過長等不足。
2.1 車門包邊原理
在汽車制造過程中,需要將汽車五門一蓋的內、外板零件進行包邊。所謂包邊是指先將內板和外板按一定位置關系疊放并固定,然后將外板沿四周折邊把內板包住,使之成為一個整體,以達到提高門蓋的強度和剛度的目的,其工序見圖5。
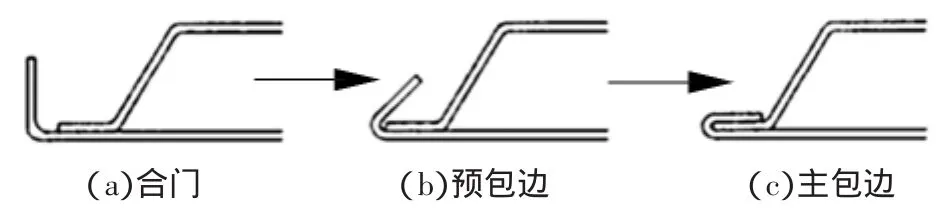
圖5 包邊工序
2.2 新機構的結構
主、預包聯動機構采用凸輪和滾子,使得機構更加緊湊,其具體結構受空間限制也更加明顯。凸輪和滾子的運動軌跡決定著主、預包機構的包邊效果,為了獲得理想的運動軌跡,設計時需要借助三維設計軟件對整個聯動機構進行運動分析,以確定機構中各個部分的具體尺寸,其結構見圖6和圖7。
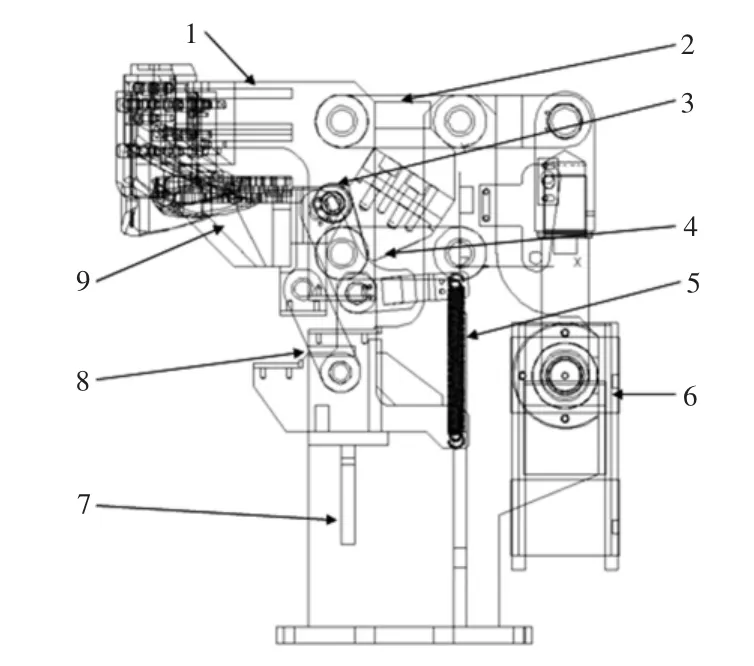
圖6 結構圖
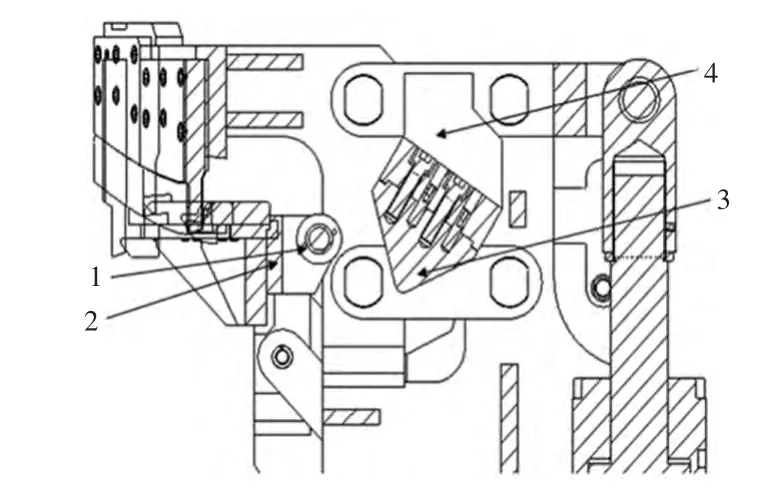
圖7 凸輪和滾子1.滾子2.滾子座3.凸輪4.凸輪座
該主、預包聯動包邊機構,其包括主包機構和預包機構,主包機構包括依次連接的動力源6、主包四桿機構2、主包刀架和主包刀1;預包機構包括依次連接的回位彈簧5、預包四桿機構8、預包刀架和預包刀9;所述主包機構和預包機構之間由滾子3和凸輪4聯動,共用動力源6和支座7。
該機構的凸輪座4設置在圖6主包四桿機構2上,凸輪3設置在凸輪座4上;滾子座2設置在圖6預包刀架9上,滾子1設置在滾子座2上。
2.3 機構的結構特點
1)主、預包機構均是四桿機構,對于高低起伏、前后錯置的門蓋總成輪廓來說,能滿足復雜邊的壓入角度一致,確保了任何點的包邊質量。
2)主、預包機構通過凸輪和滾子實現聯動,共用一個動力源,結構緊湊、降低制造和采購成本。
3)預包機構在拉簧和凸輪的共同作用下實現回位,在主包機構的一個下壓運動周期內預包機構下壓兩次。
4)凸輪、滾子聯動機構,使機構更加簡化,進一步緩解了空間狹小的限制,并且使機構組件之間相互關聯的尺寸關系得以簡化,有效縮短了設計開發周期。
2.4 運動順序(圖8)
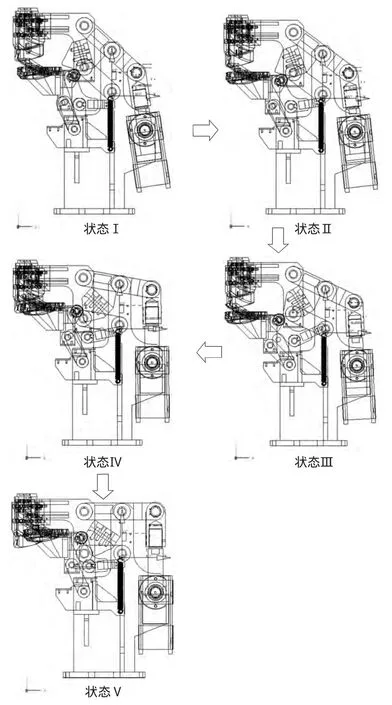
圖8 運動順序圖
該機構工作的5個狀態見圖8,狀態Ⅰ為主預包均打開的狀態,此狀態下把已包好的零件取走,把被包邊的零件放進來;然后包邊開始,動力源活塞上升推動主包壓刀下壓,此時主包刀架上的凸輪推動預包刀架上的滾子,使得主包壓刀下壓的同時預包壓刀也向下運動,如狀態Ⅱ。在主包壓刀下壓的過程中,預包壓刀完成預包,如狀態Ⅲ。預包工序完成后,主包刀繼續下壓,此時預包刀和刀架在拉伸彈簧、滾子和凸輪的共同作用下迅速回位,避讓開下壓的主包刀,如狀態Ⅳ。主包刀繼續下壓,當動力源活塞上升到最大工作行程時,主包刀壓緊零件并完成主包工序,如狀態Ⅴ。接下來動力源活塞下降并帶動主預包機構作逆向運動Ⅴ、Ⅳ、Ⅲ、Ⅱ、Ⅰ,當逆向至狀態Ⅲ時,由于此時對零件的包邊工序已全部完成,預包刀不會與零件接觸。機構最終到回到狀態Ⅰ,從而完成整個包邊過程。其俯視圖見圖9。
3 結語
對于造型、輪廓線越來越復雜的汽車門蓋零件而言,確保其翻邊上的任何點都能夠獲得最佳的切入角非常困難,本機構利用四桿機構解決這一難題,并且主、預包機構通過凸輪和滾子實現聯動,共用一個動力源,有效降低了設備制造和采購成本;該機構采用凸輪和滾子作為連接副,使機構間相互關聯的尺寸關系得以簡化,大幅縮短了設備的開發設計周期;其結構簡化,使得相鄰機構的空間得以增大,便于維修。
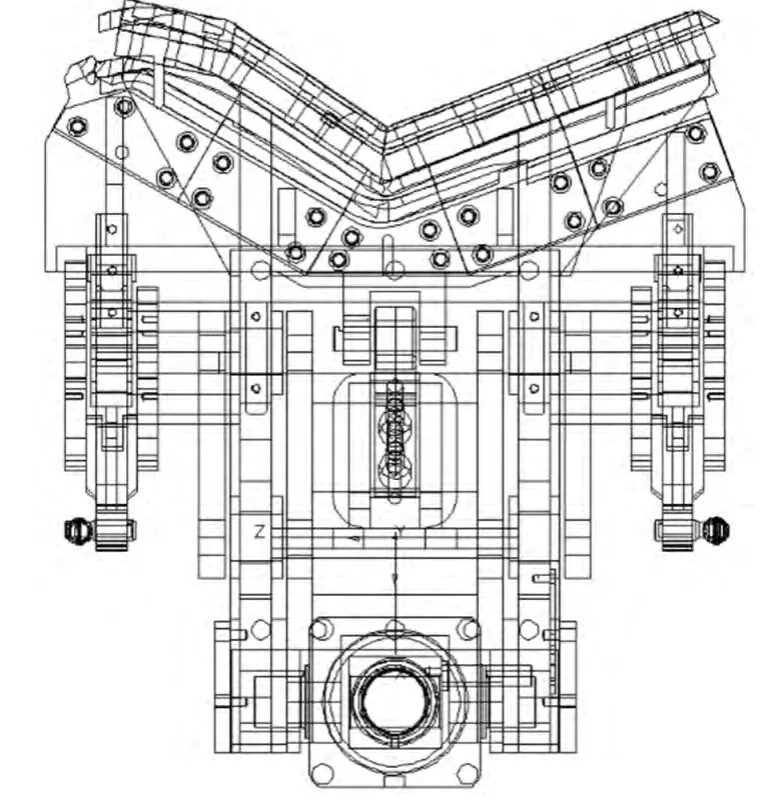
圖9 俯視圖
[1] 孫大涌.先進制造技術[M].北京:機械工業出版社,1999.
[2] 崔令江.汽車覆蓋件沖壓成形技術[M].北京:機械工業出版社,2003.
[3] 林瓊,宮正軍.汽車覆蓋件包邊機及油壓機上壓合模的研究[J].汽車工藝與材料,2010(12):55-60.
