厚壁雙相不銹鋼埋弧焊接工藝應(yīng)用
2015-12-27 07:35:08馬麗馬洪偉段英新劉夢(mèng)雨胡衛(wèi)震王偉
金屬加工(熱加工) 2015年6期
馬麗 馬洪偉 段英新 劉夢(mèng)雨 胡衛(wèi)震 王偉
本文基于海洋石油平臺(tái)工藝管線厚壁雙相不銹鋼管線進(jìn)行焊接工藝開(kāi)發(fā),用于焊接工藝評(píng)定試驗(yàn)的母材為ASTM A 928 CL1 S31803,尺寸為φ323.9mm×17.48mm,試驗(yàn)標(biāo)準(zhǔn)為ASME Ⅸ、ASME B31.3,試驗(yàn)結(jié)果需要同時(shí)滿足上述標(biāo)準(zhǔn)以及業(yè)主規(guī)格書(shū)要求,通過(guò)合理選用焊接材料、科學(xué)控制焊接過(guò)程,所得的焊接接頭成功通過(guò)了各項(xiàng)無(wú)損檢測(cè)以及理化性能試驗(yàn),成功應(yīng)用于項(xiàng)目中,并取得了良好效果。
1. 雙相不銹鋼焊接的冶金特性
雙相不銹鋼從液相凝固后都是完全的鐵素體組織,這種組織一直保留至鐵素體溶解度曲線的溫度,只有在更低的溫度下部分鐵素體才轉(zhuǎn)變成奧氏體,形成奧氏體-鐵素體雙相組織。雙相不銹鋼焊接的特點(diǎn)是焊接熱循環(huán)對(duì)焊接接頭組織的影響,無(wú)論焊縫或是熱影響區(qū)都會(huì)有相變化,因此,焊接的關(guān)鍵是要使焊縫金屬和熱影響區(qū)均保持有適當(dāng)比例的鐵素體和奧氏體組織。
2. 母材以及焊接材料、保護(hù)氣體選擇
用于焊接工藝評(píng)定試驗(yàn)的母材為ASTM A 928 CL1 S31803,標(biāo)準(zhǔn)成分范圍以及試驗(yàn)用管材成分如表1所示。
為保證焊縫組織中能有適當(dāng)比例的鐵素體以及奧氏體,焊縫應(yīng)當(dāng)用奧氏體元素(Ni、N)進(jìn)行“超合金化”,焊縫中的Ni元素含量(質(zhì)量分?jǐn)?shù))從5.5%~6.5%提高到7.0%~8.5%,則焊縫中的鐵素體相可以由30%左右提高到40%~60%。因此,選用牌號(hào)為SANDVIK 22.8.3.L的埋弧焊絲,標(biāo)準(zhǔn)分類號(hào)為AWS A5.9 ER2209,φ2.4mm。焊絲化學(xué)成分如表2所示。
焊接過(guò)程需采用惰性氣體對(duì)焊縫進(jìn)行保護(hù)。背面保護(hù)氣體可采用純N2或Ar+N2混合氣體,正面保護(hù)氣體可采用純Ar或Ar+2%N2。本項(xiàng)目正、背面保護(hù)氣體均采用純度99.99%以上Ar氣。
3. 焊接工藝
(1)焊接坡口設(shè)計(jì) 采用V形坡口,根部間隙2~4mm,鈍邊尺寸1~2mm,坡口角度60°。坡口形式及尺寸如附圖所示。
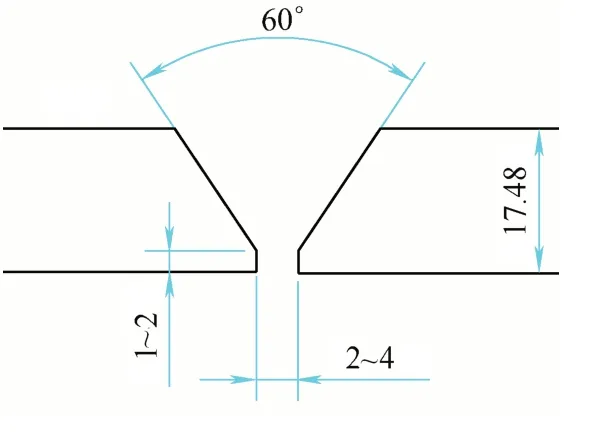
坡口形式及尺寸

表1 ASTM A 928 CL1 S31803雙相不銹鋼化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

表2 焊絲化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
(2)焊接方法及參數(shù) 為適應(yīng)厚壁、大管徑雙相不銹鋼焊接需求,選用埋弧焊為主焊接工藝,鎢極氬弧焊作為定位焊接以及封底焊接工藝。為保證焊接接頭性能的一致性,選用與埋弧焊絲同廠家、同標(biāo)準(zhǔn)、同成分,φ2.4mm焊絲。具體的焊接參數(shù)如表3所示。
4. 焊接質(zhì)量控制
(1)組對(duì)與清理 采用不銹鋼絲刷、砂輪等專用工具打磨管端≥25mm范圍內(nèi)的油污、銹垢等雜物,直至露出金屬光澤;用與根焊工藝相同的焊接方法及參數(shù)等進(jìn)行定位焊,保證組對(duì)間隙符合預(yù)先設(shè)計(jì)的坡口形式,可以采用橋式定位焊。
(2)背面保護(hù)氣體 定位焊完成后用專用的膠帶將焊縫以及兩個(gè)管端進(jìn)行封堵,在焊縫根部形成氣腔。通氬氣并監(jiān)控氬氣濃度,氧含量<70ppm(1ppm=10-6)時(shí)開(kāi)始進(jìn)行焊接。由于氬氣密度比空氣密度大,因此充氣管應(yīng)位于氣腔底部,排氣口應(yīng)位于氣腔頂部,氬氣濃度監(jiān)測(cè)儀器的測(cè)試端也應(yīng)位于氣腔頂部。在封底焊以及后續(xù)熱焊時(shí),焊縫背面持續(xù)通氣保護(hù),完成熱焊后停止背面充氣保護(hù)。
(3)焊接過(guò)程質(zhì)量控制 為了形成比例適宜的鐵素體-奧氏體雙相組織,應(yīng)嚴(yán)格控制施工過(guò)程:一方面是要避免焊后由于冷卻速度過(guò)快而在熱影響區(qū)產(chǎn)生過(guò)多的鐵素體;另一方面要避免因冷卻速度過(guò)慢在熱影響區(qū)形成過(guò)多粗大的晶粒和氮化鉻沉淀。由于焊材已經(jīng)選定,焊縫金屬的基礎(chǔ)成分已經(jīng)基本定型,為了控制焊縫組織,在焊接過(guò)程中需要從層間溫度、焊接參數(shù)、人員資質(zhì)及操作技能等方面采取措施。
具體措施如下:
第一,嚴(yán)格控制熱輸入以及與之相關(guān)的電流、電壓、焊接速度等參數(shù),熱輸入應(yīng)控制在1.5kJ/mm以下。
第二,焊接前不需要刻意預(yù)熱,焊接過(guò)程中層間溫度應(yīng)控制在150℃以下。
第三,背部保護(hù)氣體氧含量<70ppm時(shí)方可進(jìn)行焊接,在完成焊接之后可撤出背部保護(hù)氣體。
第四,焊前距離焊縫端部20mm范圍內(nèi)應(yīng)當(dāng)清理油污、銹跡等,焊接過(guò)程中的焊渣應(yīng)及時(shí)清理,避免形成夾渣等缺陷;采用不銹鋼專用的砂輪、鋼絲刷進(jìn)行清理。
第五,焊接操作工(包括定位焊、焊接及返修)必須經(jīng)過(guò)焊工評(píng)定并合格才能從事焊接工作。
5. 焊接接頭性能檢測(cè)
焊接質(zhì)量按照ASME IX標(biāo)準(zhǔn)要求進(jìn)行外觀(VI)、滲透(PT)以及射線(RT)等檢測(cè),合格后進(jìn)行多項(xiàng)理化性能測(cè)試,試驗(yàn)標(biāo)準(zhǔn)及結(jié)果如下:①根據(jù)ASTM A370標(biāo)準(zhǔn)進(jìn)行減截面拉伸、側(cè)向彎曲、夏比V形沖擊(-46℃)以及硬度測(cè)試,結(jié)果滿足標(biāo)準(zhǔn)及規(guī)格書(shū)要求。②根據(jù)ASTM E562標(biāo)準(zhǔn)進(jìn)行鐵素體含量測(cè)試,測(cè)試部位包括焊縫中心、熱影響區(qū)以及母材區(qū)域,結(jié)果顯示三個(gè)區(qū)域鐵素體含量(體積分?jǐn)?shù))分別為43.11%、46.9%、44.55%,均滿足標(biāo)準(zhǔn)及規(guī)格書(shū)40%~60%的要求。③根據(jù)ASTM A923標(biāo)準(zhǔn)方法C進(jìn)行腐蝕介質(zhì)中的腐蝕速率測(cè)試,測(cè)試溫度22℃,時(shí)間24h,結(jié)果顯示試驗(yàn)件無(wú)點(diǎn)蝕現(xiàn)象,且三件樣品的腐蝕速率均滿足標(biāo)準(zhǔn)要求,結(jié)果良好。
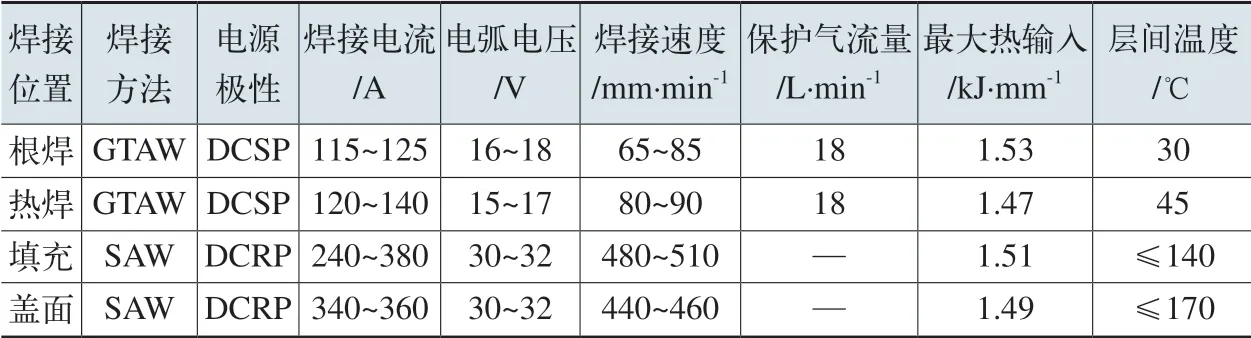
表3 焊接參數(shù)
6. 結(jié)語(yǔ)
上述工藝已經(jīng)成功應(yīng)用于樂(lè)東氣田項(xiàng)目、GORGON項(xiàng)目等,效率提升效果十分顯著,比按照鎢極氬弧焊預(yù)計(jì)的工期縮短了近一半,且管壁越厚管徑越大,效率提升效果越顯著。通過(guò)對(duì)人員資質(zhì)、焊接過(guò)程的合理控制,焊接一次合格率達(dá)到97%以上。
[1]杜則裕.材料焊接科學(xué)基礎(chǔ)[M].北京:機(jī)械工業(yè)出版社,2012:315-322.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00
