X80鋼級厚壁螺旋縫埋弧焊管導向彎曲不合格原因分析
2015-12-28 12:03:42牛愛軍黃曉輝劉海璋趙紅波
鋼管 2015年6期
牛愛軍 ,牛 輝 ,黃曉輝 ,劉海璋 ,趙紅波
(1.國家石油天然氣管材工程技術研究中心,陜西 寶雞 721008;2.寶雞石油鋼管有限責任公司,陜西 寶雞 721008)
管道輸送是將石油天然氣從遙遠的開采地向最終用戶端長距離輸送的重要方式[1]。目前國際上陸地天然氣管道的鋼級己從X70發展到X80。新建的X80鋼級天然氣長輸管道大量采用了螺旋縫焊管,提高了管道的經濟性和競爭力,大大推進了X80鋼級管線鋼在陸地天然氣管道上的應用[2-3]。隨著我國經濟建設的高速增長,石油和天然氣等能源開發,特別是以西氣東輸工程為標志的天然氣管網建設,推動了我國管線鋼和焊接鋼管生產技術的發展,西氣東輸國產化大直徑焊接鋼管的實物質量已達到國際先進水平。我國焊接鋼管的生產能力、制造技術和裝備水平得到了極大地提高[4-6]。在不到10年的時間里,我國天然氣長輸管道用鋼從X70發展到X80,達到了國際先進水平[3]。
當前,國際社會對以天然氣為代表的清潔能源的需求依然強勁。隨著所需輸送天然氣流量的增加,對天然氣長輸管道的單管輸量要求也越來越高[7]。為了進一步提高輸送效率,大直徑、高壓力、大輸送量成為管道工業發展的一個重要趨勢,只有采用大直徑、厚壁、高鋼級管線鋼才能保證高壓輸送的安全性,降低管道建設成本,使管道運營取得良好的經濟效益[8]。X80鋼級高強度厚壁螺旋縫焊管可適用于陸上埋地輸送符合GB 17820—2012《天然氣》二類氣質要求的天然氣,且輸送氣體CH4含量大于92%的天然氣輸送管道,替代西氣東輸三線管道工程(簡稱西三線)中段等管道設計原計劃采用的同規格直縫埋弧焊管,降低管線成本,同時保障管道的安全運行。大直徑、大壁厚X80鋼級高強度螺旋縫焊接鋼管的開發與應用仍然是當今管線鋼管的發展趨勢。當前,中國石油天然氣集團公司下屬的制管企業正在向22 mm壁厚規格發起沖擊,壁厚22 mm的螺旋縫埋弧焊管試制已取得初步成功,可能在西三線中段建設中采用[9]。提高高鋼級厚壁埋弧焊管的生產能力和質量保證水平,以適應新形勢下國內市場對高質量焊管的要求,也將為進入國際天然氣管線市場打下基礎。
隨著西氣東輸二線管道工程的建設,我國高鋼級管線鋼焊接技術得以快速發展,目前國內X70、X80管線鋼焊接技術已相對穩定,但在焊管性能檢驗中仍存在的一個突出問題就是導向彎曲試驗不合格[10-14]。由于焊接質量問題引起的焊接接頭塑性和韌性不合格一般都會通過導向彎曲和夏比沖擊試驗表現出來[15]。本文針對在X80鋼級Φ1 219 mm×22 mm大直徑厚壁螺旋縫焊管試制過程中連續出現的導向彎曲試驗不合格問題,通過對彎曲不合格鋼管及彎曲斷口進行相關試驗,詳細分析產生彎曲斷裂的原因,并提出具體的改進措施。
1 厚壁鋼管埋弧焊接工藝
試驗原料為國內某鋼廠生產的X80鋼級1 550 mm×22 mm管線鋼卷板,試制焊管規格為X80鋼級Φ1 219 mm×22 mm螺旋縫埋弧焊管。采用的焊接坡口為Ⅹ型,內坡口角度70°,外坡口角度80°,鈍邊為10 mm。內焊焊絲選用了寶雞石油鋼管有限責任公司生產的BG-H06H1焊絲,外焊焊絲選用大西洋牌CHW-SG4焊絲;內焊1號焊絲和外焊1號焊絲規格分別為Φ4.0 mm和Φ4.8 mm,內焊2號焊絲和外焊2號焊絲規格均為Φ3.2 mm;焊劑采用鄭州某公司生產的SJ102G焊劑。試制X80鋼級Φ1 219 mm×22 mm螺旋縫埋弧焊管時,使用了較高的焊接線能量(25.25~28.48 kJ/cm),焊接速度為1.50~1.55 m/min。對所采用的焊接工藝參數及焊接材料匹配,經采用其他鋼廠原料進行X80鋼級Φ1 219 mm×22 mm制管焊接工藝評定試驗驗證,結果顯示焊接接頭的拉伸、彎曲、沖擊等性能全部合格。
2 導向彎曲性能試驗及缺陷分析
2.1 導向彎曲性能試驗
焊縫導向彎曲性能是力學性能的一項重要指標,通過采用規定直徑的彎模對焊縫進行正、反向彎曲試驗,然后測量焊縫彎曲后橫向、縱向裂紋的擴展長度和深度,以檢驗焊接接頭拉伸面上的塑性及顯示缺陷,對焊縫的彎曲性能進行評價[16]。正確判斷彎曲試驗中的表面缺陷對于及時調整生產工藝、保證鋼管產品質量具有重要意義[17]。
在X80鋼級Φ1 219 mm×22 mm試制鋼管沿焊縫中心處取彎曲試樣進行導向彎曲試驗。試樣寬度為38.1 mm,厚度為焊管全壁厚,試驗前焊縫余高己去除。彎軸直徑為132 mm(6 t,t為試樣厚度),彎曲角度為180°,試驗按ASTM A 370—2011《鋼產品機械測試的試驗方法及定義》規范進行。結果表明:有多個彎曲試樣出現開裂或斷裂現象,彎曲斷口的宏觀形貌如圖1所示。從圖1中可見:在彎曲試樣受拉面上裂紋沿焊縫熱影響區呈直線性開裂,并貫穿了整個試樣寬度方向;在深度方向,裂紋從表面起裂,并沿熱影響區向斜下方擴展[10]。
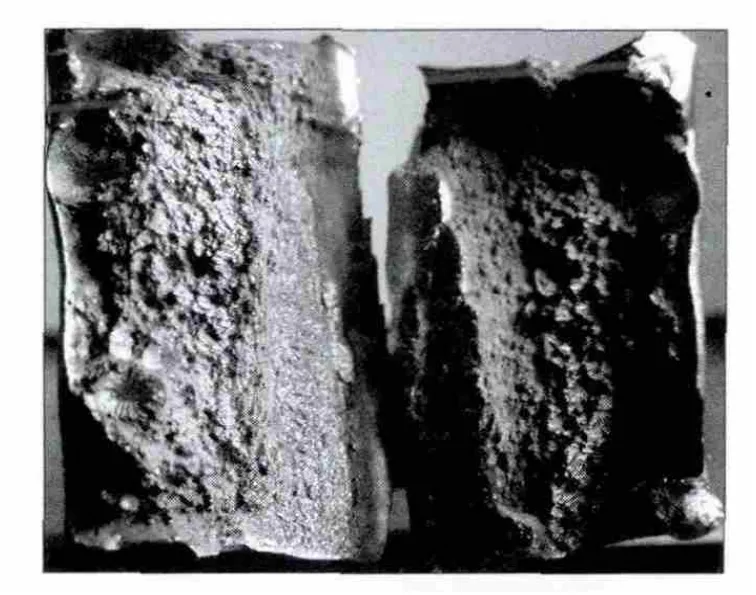
圖1 彎曲斷口宏觀照片
2.2 缺陷原因分析
在導向彎曲試驗出現開裂的焊管上取樣進行化學成分、拉伸性能、夏比沖擊、硬度等理化性能檢驗及試驗,并對彎曲不合格試樣斷口進行斷口微觀形貌、能譜及組織分析。
2.2.1 化學成分
X80鋼級Φ1 219 mm×22 mm螺旋縫埋弧焊管的化學成分見表1。從表1可以看出:該管線鋼采用了低C、高Mn和Nb、Ti微合金化的成分設計體系,產品化學成分滿足X80鋼級管線鋼技術要求,碳當量CEPcm處于較低水平,在鋼管焊接中出現淬硬組織的傾向較小[10]。

表1 X80鋼級Φ1 219 mm×22 mm螺旋縫埋弧焊管的化學成分(質量分數) %
2.2.2 拉伸性能
X80鋼級Φ1 219 mm×22 mm螺旋縫埋弧焊管的管體及焊接接頭拉伸試驗結果見表2。從表2可以看出:該焊管焊接接頭的抗拉強度明顯低于母材的抗拉強度,平均值相差達23 MPa;斷裂位置在熱影響區,表明焊接接頭熱影響區軟化對接頭抗拉強度的降低影響較大。熱影響區是焊接接頭中強度最低的部位[10],因此在焊接接頭進行彎曲試驗時,塑性變形主要集中在熱影響區,導致試樣在熱影響區處啟裂。

表2 X80鋼級Φ1 219 mm×22 mm螺旋縫埋弧焊管管體及焊接接頭拉伸性能
2.2.3 沖擊韌性
X80鋼級Φ1 219 mm×22 mm螺旋縫埋弧焊管的管體及焊接接頭在-10℃下的沖擊韌性試驗結果見表3。從表3可以看出:該焊管母材、焊縫及熱影響區部位的沖擊韌性均保持了較好的低溫沖擊韌性,在-10℃下焊縫的最低沖擊功為170 J,熱影響區的最低沖擊功為215 J,達到了管線設計指標要求。
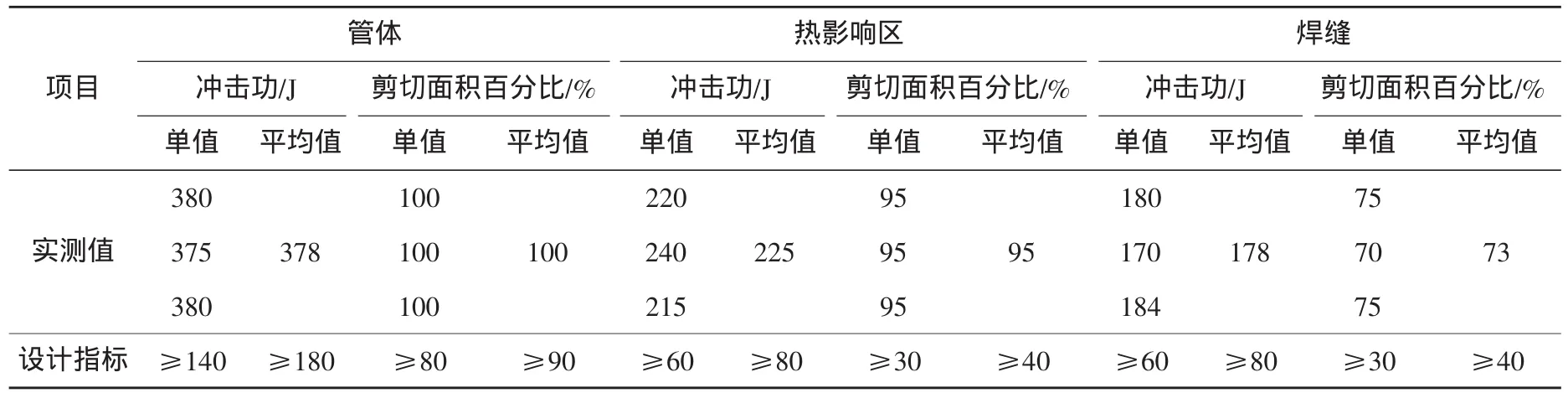
表3 X80鋼級Φ1 219 mm×22 mm螺旋縫埋弧焊管的管體及焊接接頭沖擊韌性(-10℃)
2.2.4 硬 度
X80鋼級Φ1 219 mm×22 mm螺旋縫埋弧焊管的焊接接頭硬度檢測點分布如圖2所示,各點的硬度值檢測統計結果見表4。從表4可看出:焊管的母材、焊縫及熱影響區的硬度值均滿足≤280 HV10的硬度控制指標要求;熱影響區的硬度值最低,與管體母材及焊縫硬度值相比平均硬度值分別降低了19 HV10和7 HV10,進一步表明焊管在焊接過程中熱影響區存在明顯的軟化現象。
2.2.5 斷口分析
采用OUANTA 400型掃描電鏡、PHOENIX型X射線能譜儀和ZEISS Axiovert 200 MAT光學顯微鏡,對X80鋼級Φ1 219 mm×22 mm螺旋縫埋弧焊管的彎曲斷口分別進行缺陷分析、能譜分析及金相組織分析。
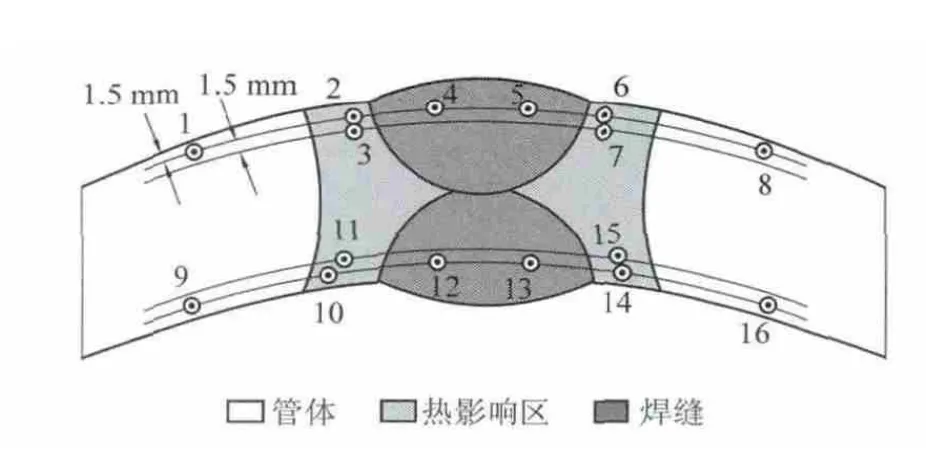
圖2 X80鋼級Φ1 219 mm×22 mm螺旋縫埋弧焊管焊接接頭硬度檢測點分布示意

表4 X80鋼級Φ1 219 mm×22 mm螺旋縫埋弧焊管的焊接接頭硬度HV10
(1)典型缺陷及能譜分析。對彎曲不合格試樣的斷口進行掃描后發現,斷口中有大量疑似夾渣及氣孔類缺陷,在厚度1/2位置處最多;對缺陷部位進行能譜分析,夾渣類缺陷顯示成分含Si、Mg、Al、Ca、K、Na、F、O等,典型缺陷及其能譜分析結果如圖3所示。
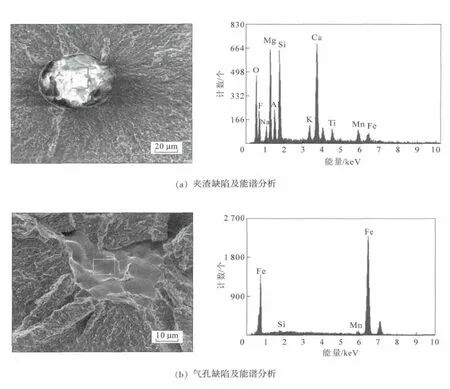
圖3 斷裂彎曲斷口典型的缺陷及能譜分析
(2)金相組織分析。斷裂彎曲斷口金相組織如圖4所示。由圖4可看出:焊管母材組織較為均勻,但焊縫部位有明顯的帶狀組織,熔合線附近熱影響區粗晶區原始奧氏體晶界比較明顯,組織以粗大粒狀貝氏體為主;M/A島較為粗大,呈長條狀,部分長條M/A島貫穿整個奧氏體晶粒。粗大的M/A島極易誘發裂紋,造成粗晶區性能惡化[18]。有文獻認為:當M/A島的有效直徑大于l μm、體積分數大于3%時,材料的韌性將顯著下降[10,19]。通過對彎曲斷口分析發現:焊接接頭粗晶區組織中含粗大M/A島,在外力誘發下形成裂紋源,導致彎曲斷裂。
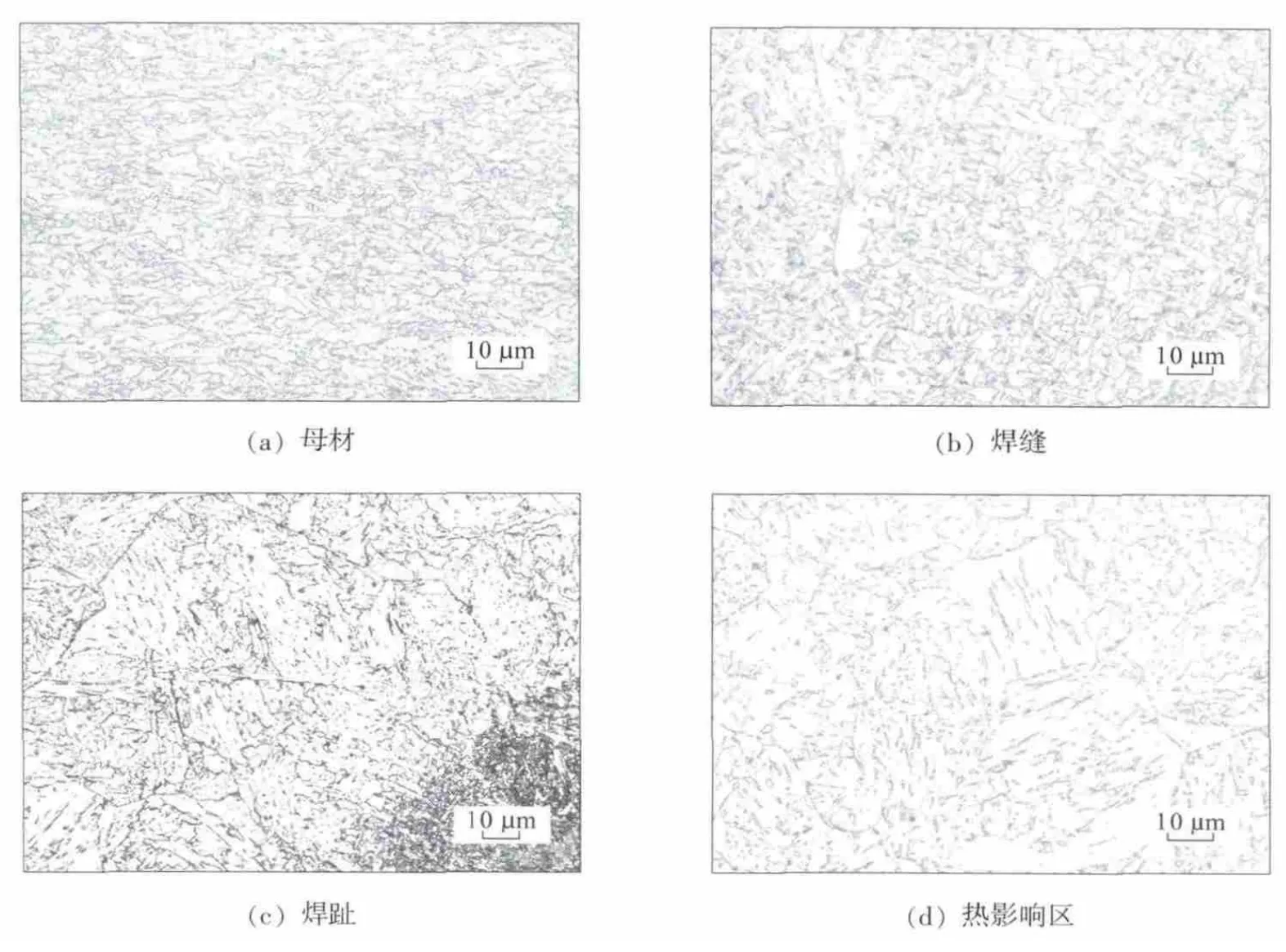
圖4 斷裂彎曲斷口金相組織
3 討論與分析
管線鋼熱影響區軟化作用與材料的碳當量及熱輸入有關:碳當量越大,焊后熱影響區的硬度越高;熱輸入越大,焊接過程中熱影響區的軟化越明顯[20]。彎曲開裂鋼管在進行導向彎曲試驗時,受拉面承受拉伸作用,由于其熱影響區部位的弱化,致使彎曲過程的塑性變形主要集中在熱影響區;隨著彎曲角度的增大,熱影響區的塑性變形進一步增加;熱影響區在變形過程中,熔合線附近粗晶區中硬而脆的M/A島將對變形起阻礙、拉拽作用。隨著變形的積累,M/A島與板條鐵素體基體間的界面產生較大應力集中,當應力集中程度超過材料的抗拉強度時,焊接接頭中的粗大的M/A島就成為裂紋源,導致裂紋在熔合線附近產生[10]。
拉伸及硬度試驗結果表明:彎曲開裂焊管熱影響區在焊接過程中軟化明顯,熱影響區強度受損嚴重,其強度遠低于母材,熱影響區成為焊接接頭中最“薄弱”的環節。彎曲試驗時,由于焊縫、熱影響區、母材的塑性及硬度差異,使熔合線兩側的變形量不同,造成焊縫熔合線上的開裂。
隨著壁厚的增大,焊接線能量呈明顯上升趨勢。厚壁焊管大規模焊接時,焊接熔池較深、較大,通過一系列冶金反應產生的氣體和雜質上浮的距離變長,難度增加,尤其對于內焊,熔池處于一個下坡的位置逐漸凝固,焊縫表面液態金屬的倒流對氣體和雜質的逸出也不利,這都增加了氣孔和夾渣形成的幾率[21]。
彎曲斷口分析表明:在斷口上多處發現因存在異物和氣孔而誘發斷裂的裂紋源。異物來源可能是煉鋼過程中的保護渣或在焊管焊接過程中未能上浮的夾渣。進一步的成分檢測表明,異物多含有大量Mg、Al、Ca、F等元素,推斷應為因焊劑引起的夾渣。氣孔位置在焊縫中部,且數量眾多,形狀各異,有的還密集分布,推斷應為焊接工藝或焊接材料選擇不當造成。
4 結論及建議
(1)埋弧焊管在焊接過程中采用較大的熱輸入,熱影響區會產生明顯軟化現象,強度受損嚴重,成為焊接接頭中最“薄弱”的環節,致使彎曲過程的塑性變形主要集中在熱影響區,導致彎曲裂紋產生。
(2)在彎曲塑性變形過程中,焊接接頭粗晶區中硬而脆的M/A島與板條鐵素體基體間的界面產生較大應力集中,形成裂紋源,導致彎曲裂紋產生。
(3)焊接工藝或焊材選擇不當,會造成在焊管焊接過程中形成的夾渣未能完全上浮以及氣孔留在焊接接頭中成為裂紋源,在受力條件下誘發彎曲斷裂。
建議:①在厚壁埋弧焊管生產時嚴格控制焊接過程中的熱輸入,盡量減少焊接中熱影響區的軟化,避免引起熱影響區與母材強度的較大差異;②在厚壁埋弧焊管生產前,應根據原料的化學成分、組織及性能的差異,分別進行焊接工藝及焊接材料匹配工藝試驗,優化焊接工藝參數,優選焊接材料,解決單一焊接工藝及焊材匹配造成的原料不適應問題。
[1]鄭磊,傅俊巖.高等級管線鋼的發展現狀[J].鋼鐵,2006,41(10):1-10.
[2]王曉香.焊接鋼管技術的新進展[J].焊管,2011,34(3):5-11.
[3]王曉香.巨型管道建設推動焊管生產與裝備技術進步[N].中國冶金報,2011-11-29(C4).
[4]王曉香.我國焊管業的現狀及發展方向[J].鋼管,2007,36(6):12-18.
[5]劉建.大直徑管線鋼管的U成形工藝研究[D].秦皇島:燕山大學,2009.
[6]王曉香.加快技術進步 轉變增長方式 促進我國焊管業又好又快發展[J].焊管,2008,31(1):5-8.
[7]張偉衛,熊慶人,吉玲康,等.國內管線鋼生產應用現狀及發展前景[J].焊管,2011,34(1):5-8.
[8]孫梅.我國高等級管線鋼的開發與應用[J].中國鋼鐵業,2009(3):73-81.
[9]王曉香.當前管線鋼管研發的幾個熱點問題[J].焊管,2014,37(4):5-13.
[10]杜偉,荊松龍,李云龍,等.X70鋼直縫埋弧焊管導向彎曲開裂的原因[J].機械工程材料,2012,36(10):97-100.
[11]王曉香,李延豐.高強度管線鋼管開發在中國的新進展[J].鋼管,2011,40(1):12-18.
[12]王旭.油氣輸送管線鋼管制造與裝備技術的現狀及展望[J].鋼管,2012,41(1):7-14.
[13]李延豐.西氣東輸二線管道工程用X80鋼級Φ1 219 mm直縫埋弧焊管的研發[J].鋼管,2009,38(3):33-38.
[14]謝仕強,桂光正,鄭磊,等.X80鋼級大直徑UOE直縫埋弧焊管的開發及應用[J].鋼管,2011,40(4):29-36.
[15]張耀軍,王樹人.X80級螺旋埋弧焊管焊縫脆化原因分析[J].焊管,2009,32(10):48-53.
[16]王樹人,崔志新.螺旋縫焊管導向彎曲試驗的應用實踐[J].焊管,2005,28(4):64-66.
[17]楊丁門,何興利,趙煒,等.西氣東輸二線用X80級螺旋埋弧焊管導向彎曲性能分析[J].焊管,2009,32(9):18-21.
[18]荊洪陽,霍立興,張玉鳳,等.馬氏體下奧氏體組元形態對高強鋼焊接熱影響區韌性的影響[J].機械工程學報,1995,31(6):102-106.
[19]柴鋒,楊才福,張永權,等.粒狀貝氏體對超低碳含銅時效鋼粗晶熱影響區沖擊韌性的影響[J].鋼鐵研究學報,2005,17(1):42-46.
[20]黃愷.焊接熱影響區的軟化與鉆桿用鋼的選擇[J].鋼管技術,1986,15(4):10-14.
[21]李建一,田鵬,孫志剛,等.X80級厚壁焊管生產中的氣孔和夾渣原因分析[J].焊管,2009,32(2):56-57.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
