X80鋼級海洋自升式鉆井平臺樁腿支撐管的研制
2015-12-28 12:03:42周曉鋒張傳友劉江成鹿鋒華張國柱邊令喜
鋼管 2015年6期
關鍵詞:工藝
周曉鋒,張傳友,劉江成,鹿鋒華,張國柱,邊令喜
(1.天津鋼管集團股份有限公司,天津 300301;2.中國石油天然氣管道科學研究院,河北 廊坊 065000)
自升式鉆井平臺是指具有活動樁腿,且其主船體能沿支撐于海底的樁腿升至海面以上預定高度進行鉆井作業的平臺[1-2]。隨著海洋石油開發需求的進一步增長,自升式鉆井平臺可以在滿足經濟性的前提下,向更深水域發展。新一代自升式鉆井平臺多采用超高強度鋼、大壁厚、小徑壁比的主弦管與支撐管,以減小水阻力與波浪載荷;一般采用具有高強度、高剛度的X型與逆K型管節點,并減少節點數量[3-5]。支撐管作為關鍵承力部件,在結構上了采用大壁厚(28~40 mm)和小徑壁比(10~14)截面,以減小海水阻力與波浪載荷,增加工作水深;在選材上采用了屈服強度≥550 MPa的高強度無縫鋼管,以確保承載能力。另外,考慮到鉆井平臺在極其惡劣的海洋環境(如海洋風暴、可變載荷、海水腐蝕)下服役的安全可靠性,對支撐管材料的-40℃低溫韌性、焊接性能、疲勞性能、耐蝕性能等力學特性和使用性能都提出了極高要求。這種具有高強度、高韌性、厚規格、易焊接和服役性能優異等諸多特性的結構用無縫鋼管,作為大型海洋平臺結構的關鍵材料,是結構管中目前公認的技術難度大、要求高的產品之一。
1 性能要求
JU2000E鉆井平臺是美國Friede&Goldman,Ltd.設計的一種船型自升式鉆井平臺,該平臺型長70.36 m,型寬76.00 m,型深9.45 m,懸臂梁總長55.60 m,樁腿總長166.98 m,最大作業水深122 m,最大鉆井作業深度9 150 m[6]。該平臺樁腿支撐管的規格為Φ323.85 mm×28.58 mm和Φ273.05 mm×21.41 mm,鋼級為X80。JU2000E鉆井平臺用X80鋼級樁腿支撐管的力學性能要求見表1。

表1 JU2000E鉆井平臺用X80鋼級樁腿支撐管的力學性能要求
2 化學成分設計
為了滿足服役條件對樁腿支撐用無縫鋼管綜合力學性能和焊接接頭性能的要求,天津鋼管集團股份有限公司(簡稱天津鋼管)采用降碳、低碳當量、多元合金化和微合金化設計,控制較低的碳含量以提高可焊性[7];加入適量Ni以提高低溫韌性;加入適量的Cr、Mo合金元素以控制淬火馬氏體回火組織的相變強化和細晶強化;利用Si、Mn的固溶強化和Nb、V、Ti微合金化對原奧氏體晶粒的細化作用;并盡可能降低S、P等有害元素和氣體含量。基于以上考慮和生產經驗,天津鋼管確定了X80鋼級樁腿支撐管主要化學成分的上限值,具體見表2。

表2 X80鋼級樁腿支撐管的化學成分(質量分數)上限值%
3 生產情況
3.1 煉鋼工藝
以鐵水和優質廢鋼為原料,采用爐外精煉、真空脫氣等純凈鋼冶煉技術,盡可能降低鋼中的雜質元素和氣體含量,采用夾雜物變性處理技術以改善夾雜物的尺寸和分布。為了保證夾雜物變性處理,增加了喂入SiCa絲的工藝,設定煉鋼Pcm控制的目標值,嚴格控制各個元素的波動范圍,確保批量生產成分均勻穩定,為后續熱處理性能的穩定奠定基礎。
3.2 軋管工藝
充分發揮天津鋼管Ф460 mm PQF連軋管機組在軋制精度方面的優勢,將無縫鋼管外徑公差控制在(-0.5%~+0.5%)D范圍內,壁厚公差控制在(-10%~+10%)S范圍內。這些指標均嚴于客戶訂貨要求,可以為客戶在后續的涂裝施工打下良好的基礎。
3.3 熱處理工藝
作為新鋼種,天津鋼管特意測定了該鋼種的Ac3溫度,為917℃。以測定的Ac3為依據,制定了Φ323.85 mm×28.58 mm規格X80鋼級樁腿支撐管的熱處理工藝:實驗室淬火溫度為960℃,保溫1 h,水冷;回火溫度為500~700℃,間隔為50℃,保溫1 h,空冷。通過試驗,繪制X80鋼級樁腿支撐管的強度-回火溫度曲線和沖擊功-回火溫度關系,具體如圖1~2所示。

圖1 X80鋼級樁腿支撐管的強度-回火溫度曲線
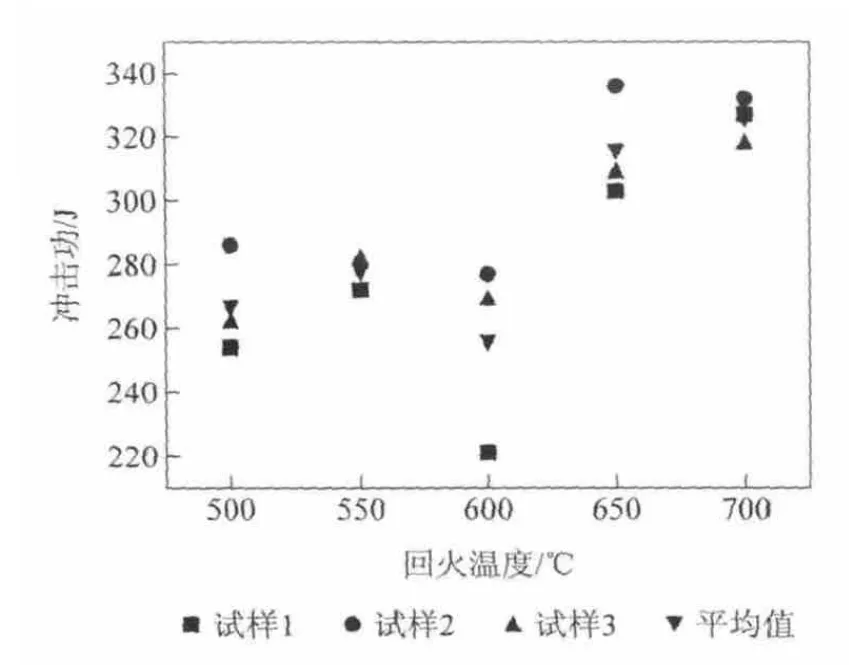
圖2 X80鋼級樁腿支撐管的沖擊功-回火溫度關系
從圖1可以看出:在相同的淬火條件下,隨著回火溫度的降低,強度并不是像以往管線鋼逐漸升高的趨勢,而是呈現先升高后降低的趨勢。這主要是因為在一定淬火條件下,隨著回火溫度的提高,Mo、V和Nb元素在原鐵素體基體內彌散析出的碳氮化物起到了二次強化的作用;但回火溫度過高,析出強化作用又隨著碳氮化物的過快長大而弱化。因此,在選擇實際熱處理工藝時,根據具體規格和具體淬火溫度選擇相應的回火溫度,以得到合理的性能匹配。具體到JU2000E自升式鉆井平臺樁腿支撐管規格,可采用相同的淬火溫度和不同的回火溫度,結合圖2回火溫度≥650℃,既可以保證產品足夠的強度,同時具備較高的低溫韌性和較低的韌-脆轉變溫度。
3.4 生產性能統計
截至2015年6月,天津鋼管生產JU2000E自升式鉆井平臺樁腿支撐管累計12 000 t,其性能統計結果如圖3所示。從圖3可以看出,天津鋼管生產的X80鋼級海洋自升式鉆井平臺樁腿支撐管各項性能指標均高于客戶要求,特別是低溫韌性。
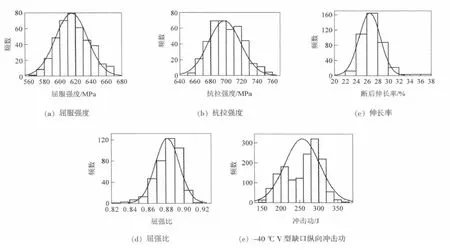
圖3 X80鋼級樁腿支撐管的性能統計結果
3.5 與國外同類產品對比
將天津鋼管生產的X80鋼級海洋自升式鉆井平臺樁腿支撐管與國外同類產品進行比較,其力學性能對比見表3,化學成分對比見表4,韌-脆轉變溫度對比如圖4所示。由表3~4、圖4可以看出:在力學性能相差不多的情況下,天津鋼管生產的X80鋼級樁腿支撐管的低溫韌性要遠高于國外同類產品。這與天津鋼管的鋼種成分設計有關:降低了碳含量,從而減少了M/A組元脆性相的數量;提高了有利于低溫韌性的Ni含量;添加了有利于通過淬火+高溫回火細化組織、提高強韌性的Nb和Ti。這樣也使得天津鋼管產品具有較低的韌-脆轉變溫度,國外同類產品的韌-脆轉變溫度約為-36℃,而天津鋼管產品韌-脆轉變溫度低于-80℃。這說明天津鋼管生產的X80鋼級樁腿支撐管可用于更低溫度環境,安全性更好。
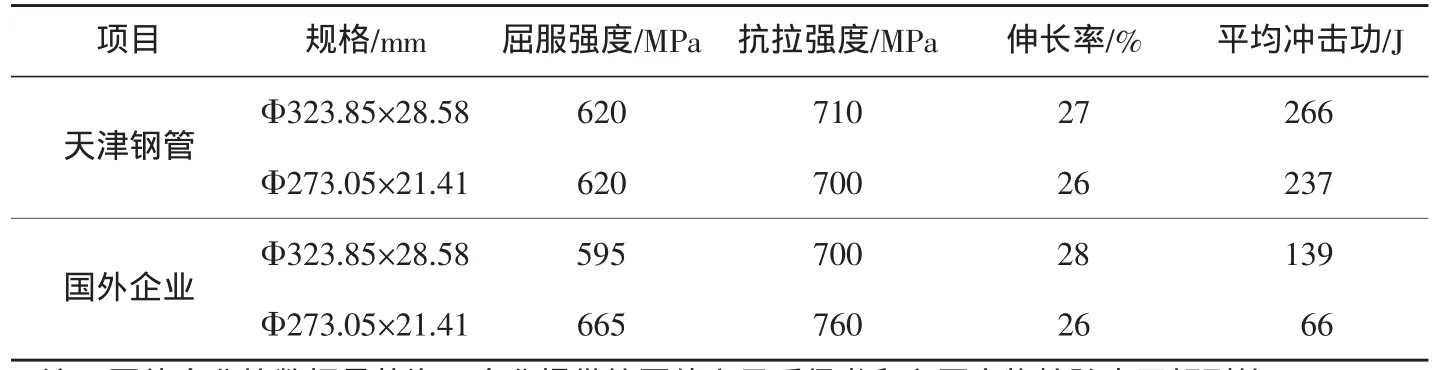
表3 X80鋼級樁腿支撐管的力學性能對比

表4 X80鋼級樁腿支撐管的化學成分(質量分數)%
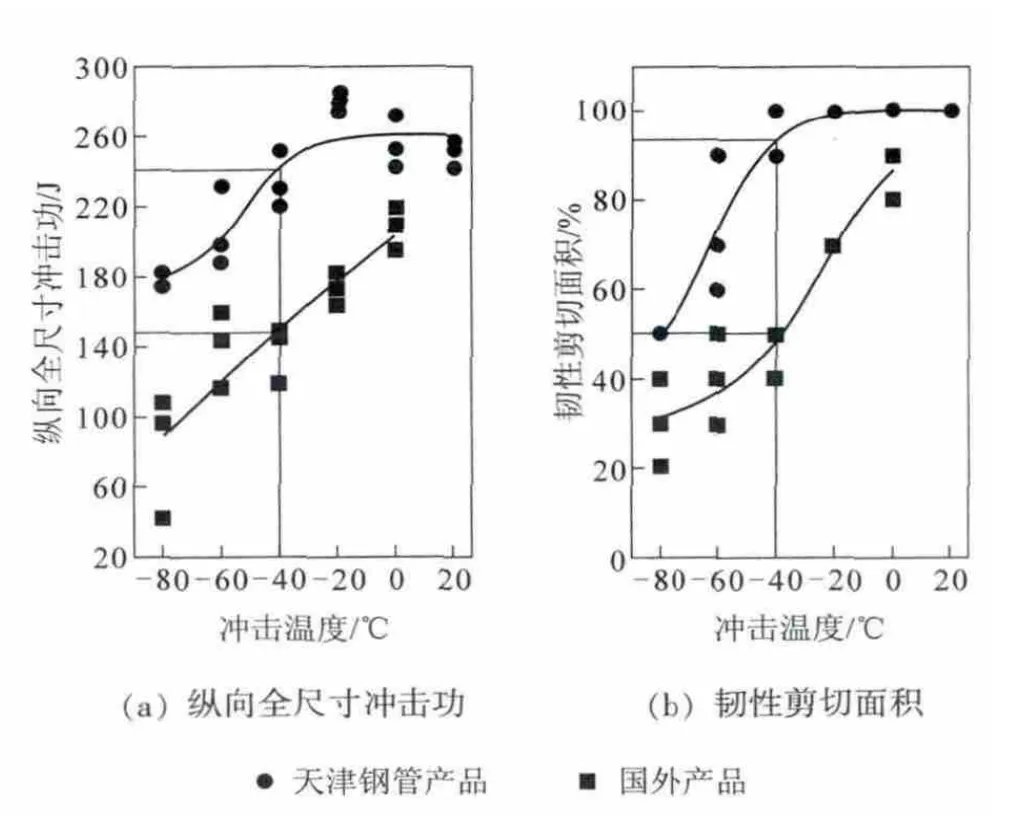
圖4 X80鋼級樁腿支撐管的韌-脆轉變溫度對比
4 焊接工藝評價試驗
JU2000E自升式鉆井平臺的樁腿是三角形桁架結構,需要將主弦管和樁腿支撐管焊接到一起。樁腿的主弦管、主要支撐管的材質都屬于超高強度調質鋼,其碳當量均較大,焊接性能較差,而且焊接接頭均為鋼管T、K、Y節點形式;因此,需從焊接工藝、焊接溫度、焊接變形、焊接順序、焊工管理、焊縫外觀、焊后無損檢測等方面加以嚴格控制[8]。通過焊接工藝評定,可檢驗按擬訂的焊接工藝指導書焊制的焊接接頭的使用性能是否符合設計要求,并為正式制定焊接工藝指導書或焊接工藝卡提供可靠的依據。為此依據美國焊接學會(AWS)和美國船級社(ABS)相關焊接規范進行焊接工藝評定試驗[9-10]。
試樣規格為Φ323.85 mm×28.58 mm,鋼級為PSL2 X80Q,采用SMAW(手工電弧焊)焊接工藝,焊接位置如圖5所示,打底采用LB52U Φ3.2 mm焊條,填充/蓋面采用TENACITO 65R Φ4.0mm焊條,預熱溫度100~200℃,層間溫度80~150℃,焊后在210~230℃保溫2 h后空冷,48 h后進行X射線探傷,探傷合格后取樣進行性能檢測。Φ323.85 mm×28.58 mm試樣的性能檢測結果見表5,V型夏比沖擊試樣取樣位置如圖6所示;硬度壓點位置如圖7所示,結果見表6。
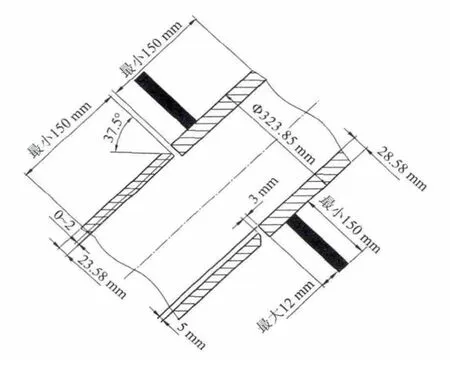
圖5 Φ323.85 mm×28.58 mm試樣焊接位置示意
檢測結果表明:天津鋼管生產的X80鋼級海洋自升式鉆井平臺樁腿支撐管可焊性高,焊接工藝評價試驗合格。
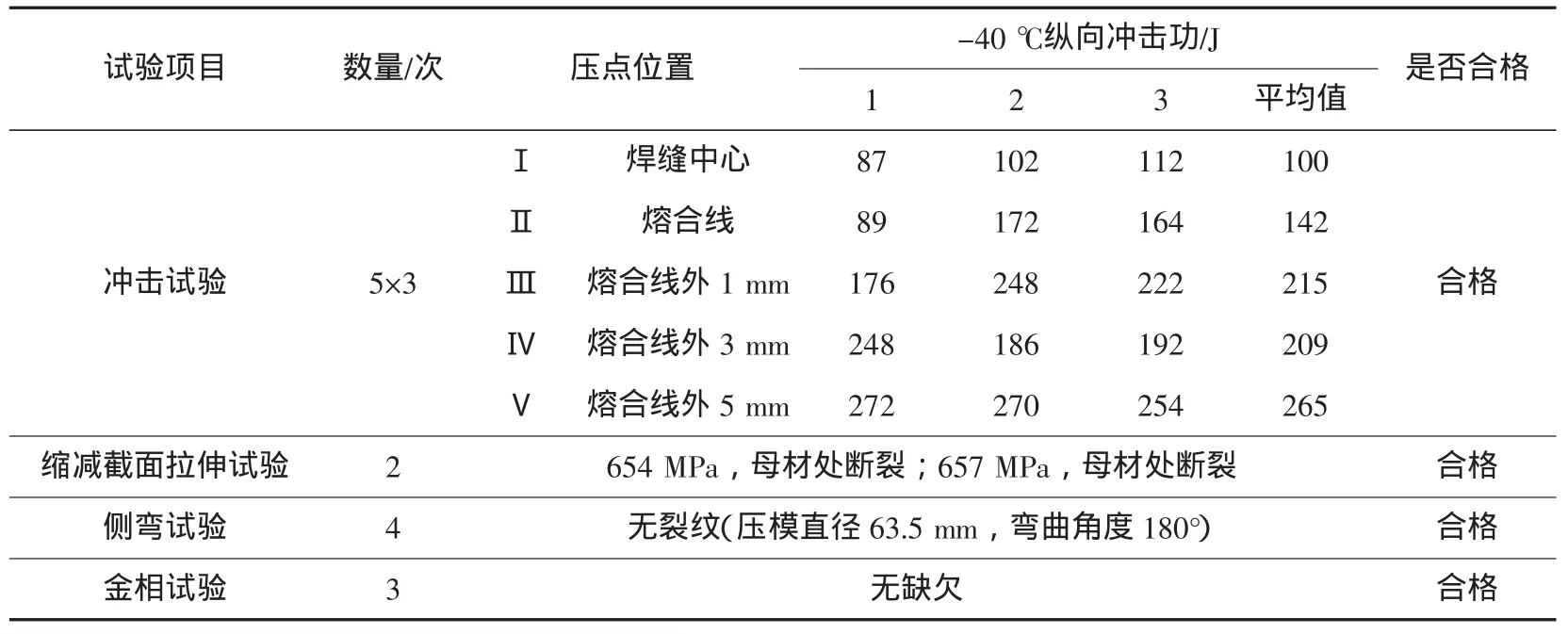
表5 Φ323.85 mm×28.58 mm試樣的性能檢測結果
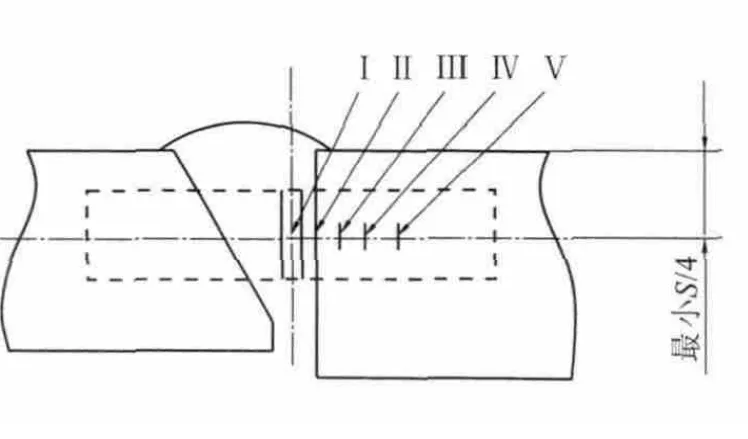
圖6 Φ323.85 mm×28.58 mm試樣V型缺口夏比沖擊試驗取樣位置示意
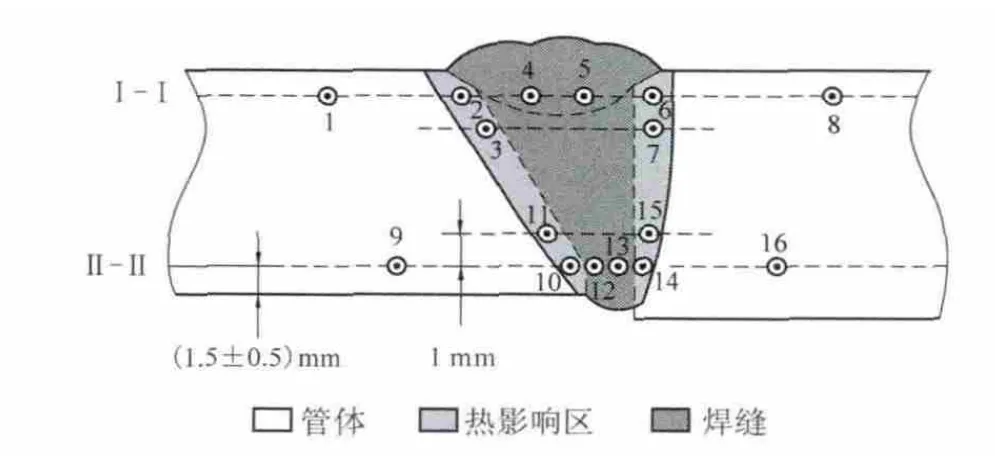
圖7 Φ323.85 mm×28.58 mm試樣的硬度壓點位置示意

表6 Φ323.85 mm×28.58 mm試樣的硬度檢測結果 HV10
5 結 語
天津鋼管在開發X80鋼級海洋自升式鉆井平臺樁腿支撐管時,研究并解決了材料成分和組織的優化設計、高純均質化冶煉—連鑄工藝、高精度軋管工藝、熱處理工藝及環焊工藝等多項關鍵技術問題;且產品批量生產性能穩定,各項性能指標達到或者超過國外同類產品,特別是低溫韌性遠遠高于國外產品。目前,該產品通過了AWS和ABS焊接工藝評價試驗,具有較高的可焊性,已經得到了海洋工程制造企業的認可。
[1]王越,楊亮.自升式鉆井平臺簡論[J].船舶設計通訊,2011(增刊):73-80.
[2]張鵬飛,于興軍,欒蘇,等.自升式鉆井平臺的技術現狀和發展趨勢[J].石油機械,2015,43(3):55-59.
[3]陳宏,李春祥.自升式鉆井平臺的發展綜述[J].中國海洋平臺,2007,22(6):1-6.
[4]陳小川,程龍,王鏨.自升式鉆井平臺樁腿建造工藝探索[J].船海工程,2014,43(3):139-142.
[5]張曉安,錢建東.自升式海洋鉆井平臺樁腿的焊接與精度控制[J].江蘇船舶,2014,31(3):38-39.
[6]霍宏博,劉政,王晶,等.JU2OOOE自升式鉆井平臺適用海洋環境界限研究[J].西部探礦工程,2015(3):41-42.
[7]李群.天津鋼管集團股份有限公司成功試制出X80鋼級樁腿管[J].鋼管,2012,41(2):44.
[8]丁果林,徐捷.JU2000自升式鉆井平臺樁腿建造檢驗[J].中國船檢,2005(11):86-88.
[9] American Welding Society.AWS D1.1/D1.1M:2010 Structural welding code-steel[S].2010.
[10] American Bureau of Shipping.ABS rules for materials and welding 2014:Part 2[S].2014.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
