CP950大型數控熱旋壓機簡介
2015-12-28 12:03:44劉海春孫念光李東鋒李會玲閻善武
鋼管 2015年6期
關鍵詞:工藝
劉海春,孫念光,李東鋒,李會玲,郭 恒,閻善武
(1.揚州誠德鋼管有限公司,江蘇 揚州 225211;2.陜西多倫科技發展有限公司,陜西 西安 710072)
隨著CNG(天然氣)汽車在我國的推廣和應用,對大尺寸氣瓶的需求量越來越大[1-3]。2011年陜西多倫科技發展有限公司(簡稱多倫科技)為江蘇一家用戶提供了一臺CP950大型數控熱旋壓機,該熱旋壓機已經成功制造最大直徑914 mm、最大長度12 m、壁厚30 mm的高壓氣瓶。現對CP950大型數控熱旋壓機的成型過程及技術特點進行介紹。
1 成形工藝過程
CP950大型數控熱旋壓機加工氣瓶的工藝路線為:將12 m長管料吊裝到托料支架上(近主軸側為固定送料裝置,遠主軸側為移動送料裝置),可移動尾架裝置帶動移動送料裝置在床身上前行,把管料送入設備主軸孔內(移動尾架上驅動電機帶有旋轉編碼器,可以精確控制管料的送料尺寸);送料完畢,主軸上的前夾緊裝置夾緊管料,中頻爐體前伸,開始對管料端部進行加熱(加熱過程中,主電機通過主軸帶動管料進行低速旋轉),加熱到可鍛溫度時,主電機帶動管料高速旋轉,旋輪開始工作。
CP950大型數控熱旋壓機為雙旋輪結構,有別于傳統熱旋壓機的單旋輪設計[4-5]。單旋輪和雙旋輪熱旋壓收口工藝如圖1所示。傳統熱旋壓收口工藝單旋輪的運動軌跡為:旋輪以瓶坯軸線的點為圓心進行設定角度的旋轉運動,每轉動一次旋輪沿軸線向后移動一定的距離,使得旋輪下次旋轉時的起始位置不一樣,進而形成了XY向的復合運動。雙旋輪運動軌跡借助數控技術直接擬合氣瓶的成形曲線進行多道次復合成形,比傳統工藝更容易控制氣瓶的收口直線段長度L。在旋壓過程中,前旋輪進行旋壓成形的同時,后旋輪回退到初始工位,可以保證收口過程始終有旋輪進行旋壓加工,從而提高了旋壓效率[6-8]。
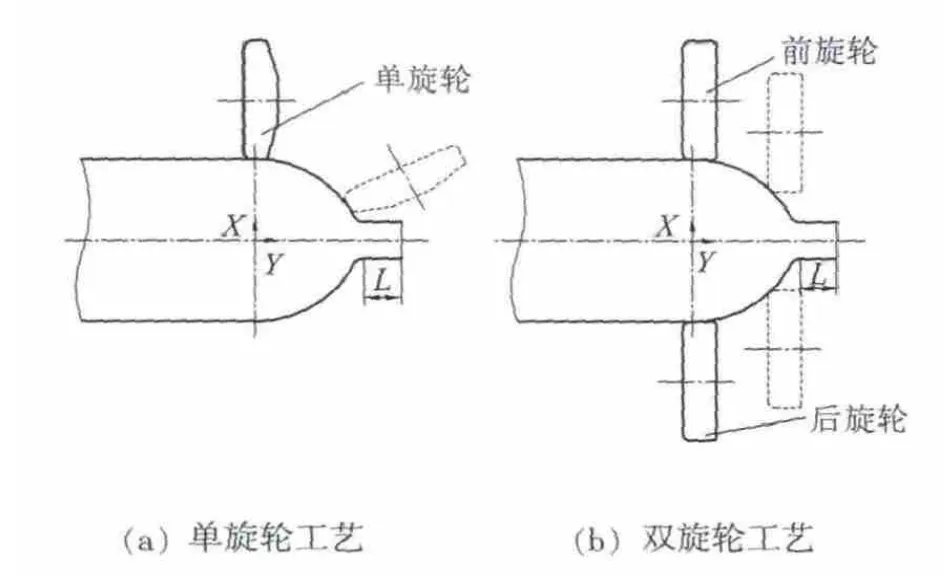
圖1 單旋輪和雙旋輪熱旋壓收口工藝
2 主要結構和技術參數
2.1 主要結構
CP950大型數控熱旋壓機主要由機械、電氣和液壓3部分組成,其機械結構如圖2所示。機械部分主要由主軸箱、前橫向移動系統、前縱向移動系統、前旋輪、后橫向移動系統、后縱向移動系統、后旋輪、前夾緊裝置、后夾緊裝置、尾架裝置、床身、移動送料裝置和固定送料裝置組成。
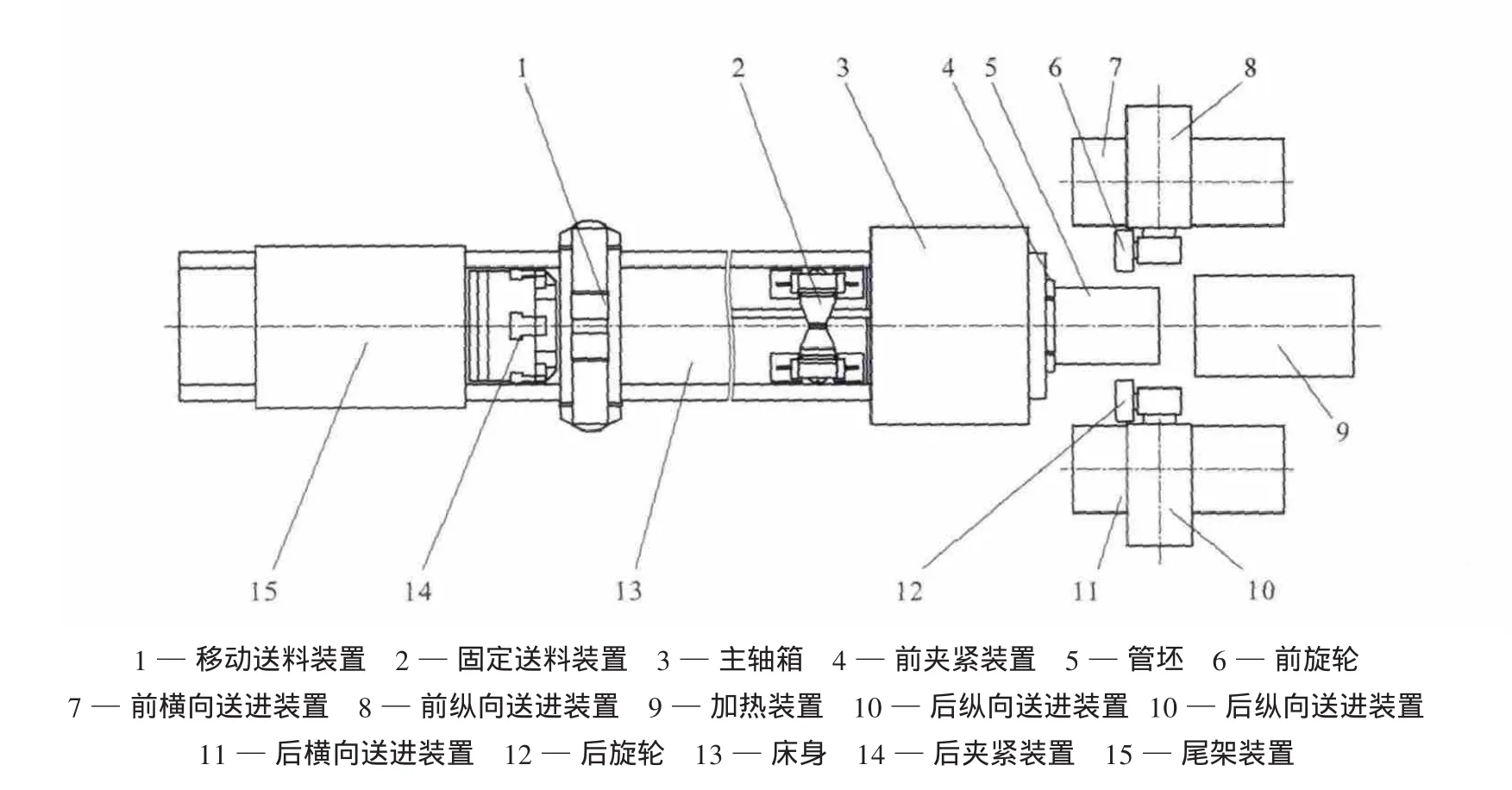
圖2 CP950大型數控熱旋壓機機械結構示意
主軸驅動采用直流調速,電氣控制系統采用西門子840D,很好地實現了多軸數控成形,控制精度較高,性能穩定可靠。液壓系統采由恒壓泵-蓄能器組成的恒壓系統,采用比例伺服閥及位移傳感器實現了旋壓輪運動軌跡的速度及位置死循環控制。
2.2 技術參數
CP950大型數控熱旋壓機的主要技術參數如下。
管料直徑 500~950 mm
管料壁厚 40 mm(最大)
管料長度 3 000~12 500 mm
主要加工材料 合金鋼30CrMo、鋁合金6061
設備中心高 1 200 mm
前、后橫向送進系統行程 700 mm
前、后縱向送進系統行程 500 mm
前、后橫向送進力 1 300 MN(最大)
前、后縱向送進力 1 500 MN(最大)
主電機功率 1 050 kW
主軸轉速 10~200 r/min
3 主要技術特點
(1)主軸結構經過力學分析和機構計算,FEM有限元優化,強度和剛度高。采用優化的軸承系支撐,可以在高轉速下承受大的扭矩和旋壓力[9]。
(2)主軸傳動系統采用直流調速,使管料旋轉速度無級可調,以保證管料在中頻加熱后期低速轉動、在旋壓成形過程高速轉動的工藝要求。
(3)管料加熱均勻,所需的旋壓成形力小,成型時間短,效率高。
(4)床身、主軸箱和旋輪座剛度好,減小了設備運行時的彈性變形和振動。
(5)送進系統采用了先進的比例伺服閥及進口MTS伸縮磁質伸縮位移傳感器進行旋輪位置的死循環控制,將氣瓶瓶口的外徑公差控制在±1 mm以內。
(6)采用雙旋輪工藝和先進的數控技術,在保證氣瓶成形質量的同時提高了生產效率。
(7)針對不同長度管料的上下料工況,采用V型面結構移動送料裝置和托料輥結構的固定送料裝置,避免了傳統的主動輥送料易出現的管料打滑現象。同時,具有內置檢測裝置的液壓馬達經齒輪齒條結構驅動移動送料裝置,提高了送料定位精度,進而保證氣瓶的整體長度尺寸[10]。
(8)液壓夾緊裝置設計為五等分大包卡爪,減小了管料的夾緊變形量。在卡爪夾持面上增加了鋸齒槽以增大摩擦因數,解決了成形過程中的管料打滑、夾不緊現象,提高了設備的可靠性。
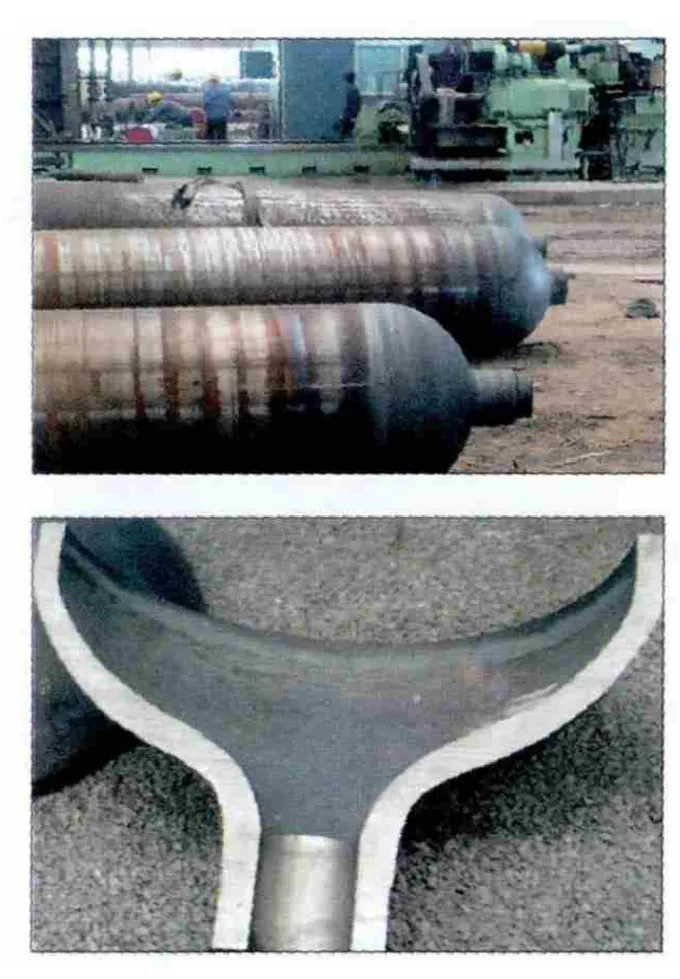
圖3 Φ914 mm高壓氣瓶產品
4 結 論
(1)多倫科技設計的CP950大型數控熱旋壓機,可以加工最大Φ950 mm氣瓶;目前已成功生產出Φ914 mm CNG高壓氣瓶,較之前的Φ560 mm高壓氣瓶,大大提高了氣瓶的容量[11-13]。Φ914 mm高壓氣瓶產品如圖3所示。
(2)采用雙旋輪工藝和先進的數控技術,在保證氣瓶成形質量的同時提高了生產效率。
(3)該設備高度集成的液壓控制系統減少了設備的配管數量和泄漏點。
(4)主機機械結構的剛度好,提高了瓶口的外形尺寸精度,新型的夾緊機構提高了設備的可靠性。
[1]陳適先,賈文鐸,曹庚順,等.強力旋壓工藝與設備[M].北京:國防工業出版社,1986.
[2]趙云豪,李彥利.旋壓技術與應用[M].北京:機械工業出版社,2008.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
