穿孔機四輥定心裝置液壓系統的新設計
2015-12-28 12:03:44孫國慶
鋼管 2015年6期
孫國慶
(太原科達重工成套設備有限公司,山西 太原 030027)
近年來無縫鋼管在我國鋼鐵產量中所占的比重越來越大,由于其用途的廣泛性和重要性,對其質量提出了較高的要求,而壁厚偏差是無縫鋼管的一個重要質量指標[1-2]。穿孔是熱軋無縫鋼管生產中最重要的變形工序之一,毛管的壁厚精度直接影響熱軋成品管的壁厚精度。在穿孔過程中,頂桿偏移、毛管甩動是引起毛管壁厚不均的主要原因。為了將頂桿準確地控制在軋制中心線上,限制毛管在軋制過程中的甩動,穿孔機后臺設置有多架定心導向裝置。通過四輥定心裝置的優化液壓系統,高效、經濟地解決了這些問題。
1 機械方案設計
2013年太原科達重工成套設備有限公司給浙江某鋼管公司設計了一套Φ720 mm穿孔機組,穿孔機后臺設置5架三輥定心裝置,由于穿孔機中心線距第1架三輥定心裝置中心線為3 900 mm,造成穿孔頂頭在穿孔時與支撐頂桿的第1架三輥定心裝置形成懸臂梁結構,使頂頭在穿孔過程中不規則跳動,造成頂頭受力不均,引起壁厚偏差[2]。為了利于頂桿的穩定,在第1架三輥定心裝置和穿孔機本體之間增加一套四輥定心裝置,該四輥定心裝置在不影響結構布置、操作空間下盡可能地靠近頂頭,四輥定心裝置安裝在穿孔機牌坊出口側,其中心線距穿孔機中心線為1 950 mm,大大改善了頂頭在穿孔過程中受力不均的情況,四輥定心裝置安裝結構如圖 1 所示[3]。四輥定心裝置安裝在穿孔機牌坊出口側,液壓缸的液壓驅動上下滑塊控制定心輥抱頂桿和抱毛管的位置;定心輥裝配在上下滑塊上,滑塊在機架的U型滑道里上下移動,U型滑道保證了定心輥前后左右方向的定位;液壓缸與滑塊通過球面墊撓性連接,以防止滑塊在上下移動中因摩擦力的不均衡而卡位,造成液壓缸缸桿頭部斷裂。通過調整調節限位塊2的位置來控制四輥定心裝置的毛管開口度,同時也為液壓系統2提供了校正基準。
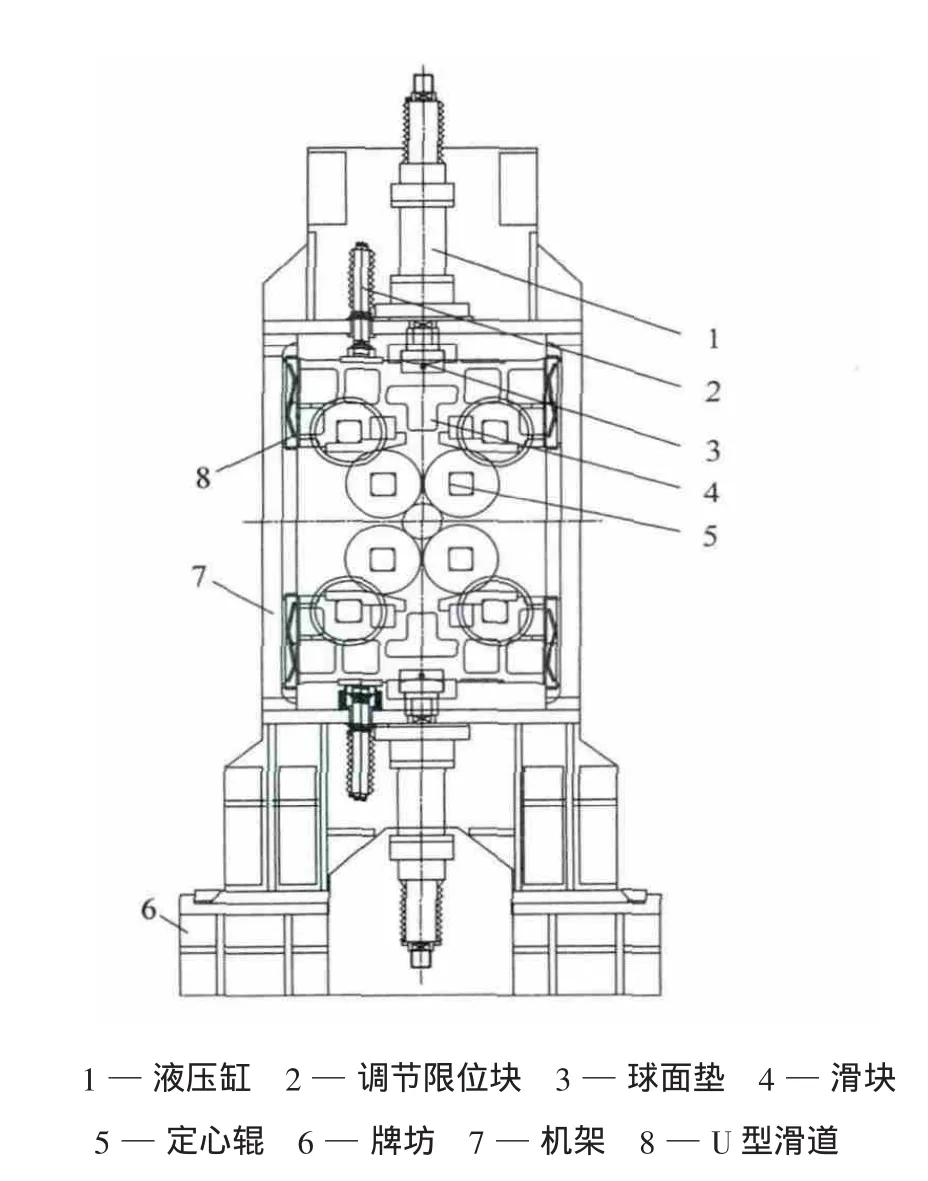
圖1 四輥定心裝置安裝結構示意
2 液壓系統設計
四輥定心裝置在穿孔生產中的主要作用是:①定位頂桿,保證頂頭的穿孔中心線與軋制中心線在一條線上;②支撐頂桿,與后臺5架三輥定心裝置共同使頂桿形成一個連續的梁,保證頂桿在穿孔過程中有足夠的剛度,也使其能繞軋制中心線旋轉;③導向毛管,毛管穿軋至四輥定心裝置時,定心輥能快速有效打開,對毛管進行導向,使毛管中心線與軋制中心線在一條線上,減小頂桿的振動[4-7]。
液壓缸帶內置位移傳感器與比例閥構成位置閉環控制(液壓系統1)如圖2所示,此液壓系統使四輥定心裝置能實現上述功能。
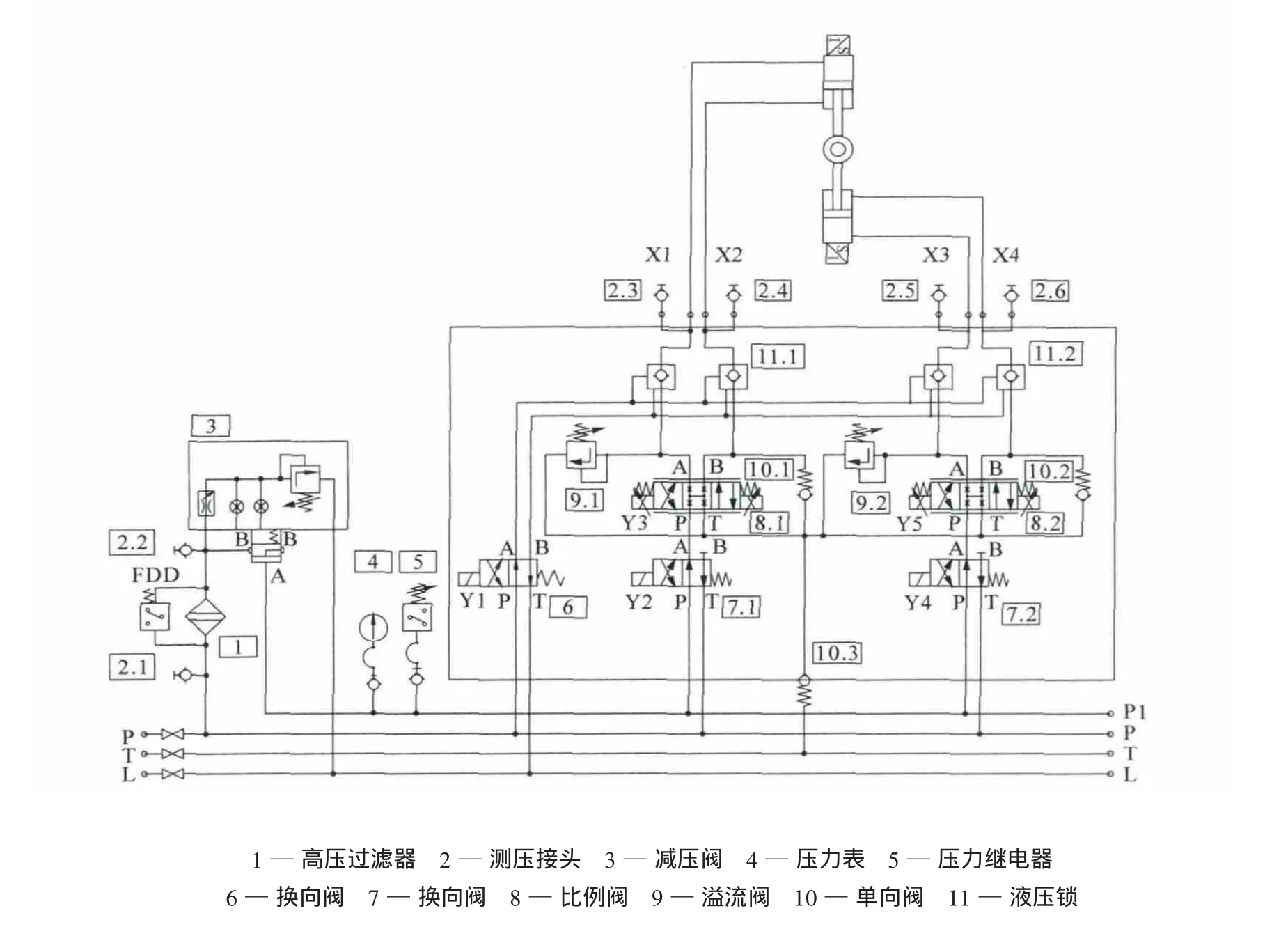
圖2 液壓缸帶內置位移傳感器與比例閥構成位置閉環控制(液壓系統1)
常規采用液壓系統1,但該液壓系統一次投資大、運營成本高、維修難度大,且對現場點檢人員和技術人員的水平要求高。因此采用全新的設計思路:去掉缸內位移傳感器,增加兩個調節限位塊;設計出液壓系統2,常規液壓缸與常規閥構成串聯同步控制回路(液壓系統2)如圖3所示。
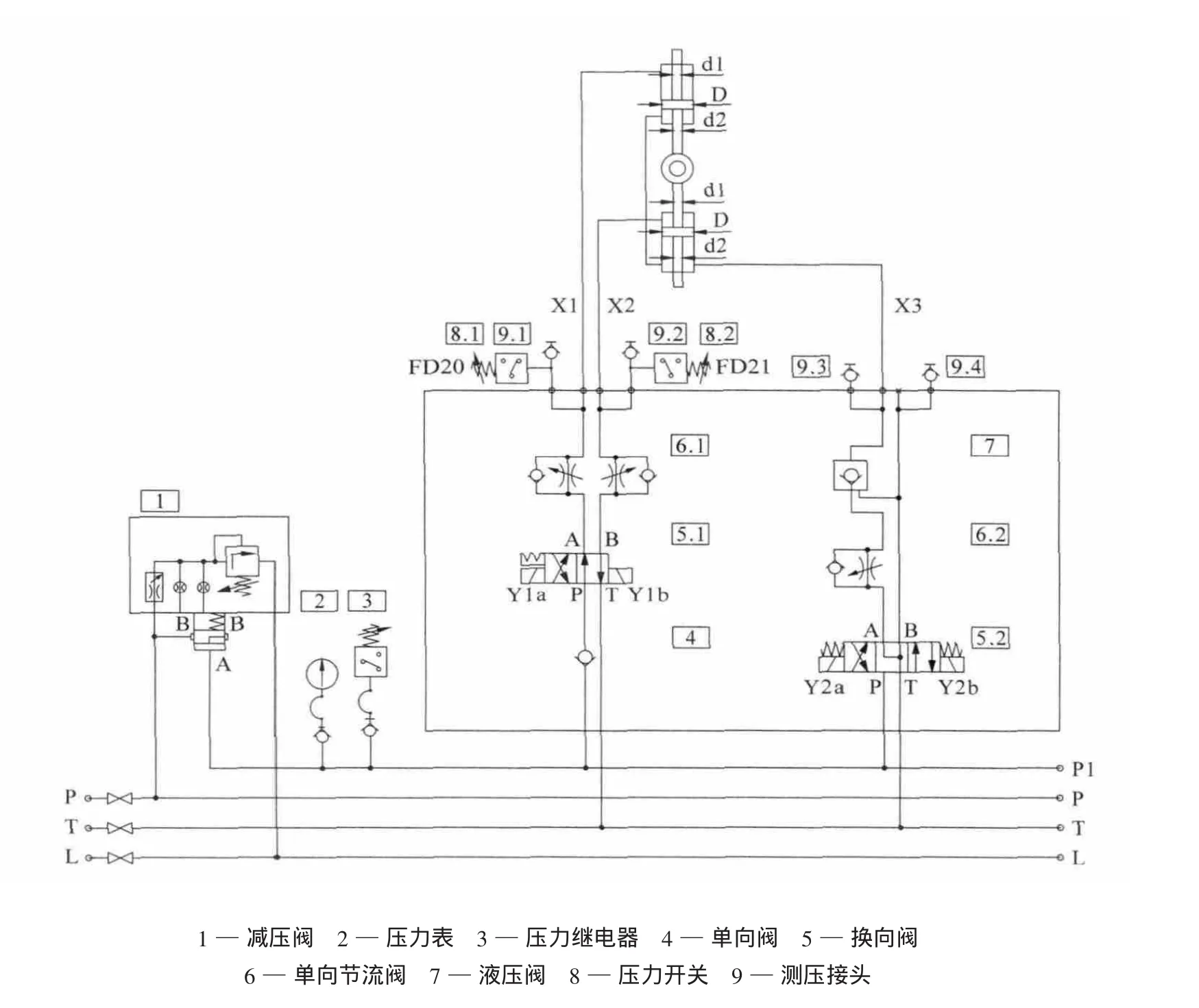
圖3 常規液壓缸與常規閥構成串聯同步控制回路(液壓系統2)
兩種液壓系統的工作原理如下。
(1)液壓系統1通過位置閉環來實現定心輥抱頂桿位和抱毛管位。圖2中減壓閥根據毛管和頂桿規格設定不同值,保證定心輥有足夠的力抱頂桿而又不抱死;定心輥抱毛管時壓力需切換到系統壓力,以保證其有足夠的剛度對毛管進行導向;通過位移傳感器與比例閥位置閉環控制毛管開口度的大小[8-11]。
(2)液壓系統2通過串聯油缸實現上下定心輥同步動作,換向閥5.1實現定心輥的抱頂桿和抱毛管,換向閥5.2實現定心輥的修正和標定[1,12-13]。減壓閥1是保證定心輥有足夠的力抱頂桿又不抱死,當頂桿小車帶動頂桿(頂頭)運行至工作位Y1b得電減壓后的壓力經單向閥4、換向閥5.1、單向節流閥6.1傳入上缸上腔,由于上下液壓缸的下腔通過鋼管串接成連通體,上下缸同步運動,下缸上腔的油液回油箱,完成四輥定心裝置的同步定心;當毛管穿軋至四輥定心裝置時,熱檢發訊Y1a得電四輥定心裝置同步打開至毛管位,四輥定心裝置機架上的調節限位塊調節毛管開口度的大小。由于四輥定心裝置工作環境的惡劣、油液黏度的變化、活塞密封的老化以及管接頭液壓油的滲漏等原因會造成四輥定心裝置的不同步和累計誤差,直接影響頂桿定心不準,頂頭偏離穿軋中心線,造成毛管壁厚不均[7]。為此設計了專門的補償修正回路,在每次抱毛管位完成后FD2發訊Y2b得電對上下液壓缸的下腔連通體進行泄漏補償,保證每次抱頂桿都能將頂桿準確地控制在軋制中心線上。同時為了防止補償油液的擾動造成下缸的過校正,在設計液壓缸時,將上下液壓缸的上活塞桿設計為Φ110 mm,下活塞桿設計為Φ125 mm,上腔面積為10 603 mm2,下腔面積為7 834 mm2,上下腔面積比1.35;同時在液壓系統上增設進油節流閥6.2,通過調節進油節流閥的開口度,進一步防止液壓油補償時的擾動,雙重保險保證了校正的準確性和可靠性。設置單向閥4可防止頂桿在穿軋過程中的不規則跳動,保證頂頭中心線與穿軋中心線在一條線上。多方面考慮的設計,保證了四輥定心裝置的準確定心和強有力的導向功能。
3 現場測試和使用效果
2014年5—8月該設備經過了3個月的現場調試工作,現已投入正常生產,試生產數據見表1。
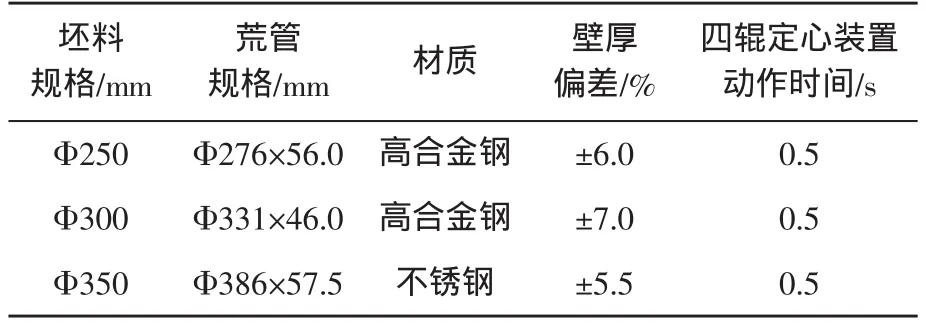
表1 2014年5—8月四輥定心裝置的試生產數據
從試生產的數據看,荒管的壁厚偏差均達到甚至超過了國家相關標準要求,同時長時間觀測頂桿運轉動作:頂桿預旋轉順暢、軋制運轉平穩不甩動、熱檢檢測到荒管后定心輥能快速由抱頂桿位動作轉到抱荒管位,完全達到四輥定心裝置的功能設計要求。
4 結 語
穿孔機四輥定心裝置液壓控制思路新穎,投資成本低、運行成本低、維修保養方便。從四輥定心裝置投入生產以來,定心準確,抱毛管穩定;液壓系統運行可靠,長時間無故障、免維護、自修正;故障率、檢修率同比大幅降低;完全達到設計要求,創造出良好的經濟效益。
[1]韓觀昌,李連詩.小型無縫鋼管生產[M].北京:冶金工業出版社,1989.
[2]馮曉若.淺談無縫鋼管的壁厚偏差[J].機械管理開發,2002(2):40-41.
[3]岳勝,楊在安.穿孔機機架內定心機的改進[J].鋼管,1999,28(2):31-32.
[4]張迎春,寧艷平,羅輝.三輥定心裝置在無縫鋼管穿孔機上的應用[J].鍛壓技術,2013,38(1):85-88.
[5]孫斌煜,張洪.三輥液壓定心裝置在穿孔機上的應用[J].鋼管,2006,35(3):36-38.
[6]孫斌煜,杜曉鐘,杜艷平,等.三輥液壓定心輥裝置[J].冶金設備,2001(5):16-17.
[7]邢裕恩,張根保.虛擬制造技術在三輥導向裝置液壓系統中的應用[J].起重運輸機械,2009(5):99-100.
[8]張利平.液壓閥原理、使用與維護[M].北京:化學工業出版社,2009.
[9]吳根茂,邱敏秀,王慶豐,等.新編實用電液比例技術[M].杭州:浙江大學出版社,2006.
[10]許益民.電液比例控制系統分析與設計[M].北京:機械工業出版社,2006.
[11]孫天健,胡俊,易坤.三輥定心裝置電液控制系統的設計[J].液壓與氣動,2010(8):10-11.
[12]官忠范.液壓傳動系統[M].北京:機械工業出版社,1998.
[13]雷天覺.新編液壓工程手冊[M].北京:北京理工大學出版社,1998.
