馬鋼酸洗線活套的控制原理與應用
2015-12-29 03:49:36吳霄
冶金動力 2015年6期
吳霄
(馬鞍山鋼鐵股份有限公司,安徽馬鞍山 243000)
馬鋼酸洗線活套的控制原理與應用
吳霄
(馬鞍山鋼鐵股份有限公司,安徽馬鞍山 243000)
主要介紹馬鋼連續酸洗生產線活套的基本結構與控制原理。重點對活套控制進行了詳細的闡述,并結合現場實際情況給出了處理活套張力波動的一種方法,此過程控制系統已在馬鋼酸洗生產線取得了成功的應用。
活套;控制系統;張力波動
1 前言
馬鋼連續酸洗機組于2012年投產,是一條國產化的生產線,共分三段:入口段、中央段、出口段。機組中共設置7套張力輥和8套CPC裝置、2套EPC裝置、6套張力儀、3套焊縫檢測裝置,用于向機組提供運行必要的張力和確保機組穩定運行、高效生產。設有兩個水平式活套,用于動態地儲存帶鋼,緩沖和調節入口段、工藝段及出口段之間的生產節奏。兩個活套控制方式基本相似,本文以入口活套為例逐一說明。
2 入口活套結構及技術參數
入口活套位于入口段和中央段之間,起到調節張力和機組速度的作用。入口活套為臥式活套,包括主馬達、編碼器、潤滑泵和擺動門檢測開關等設備。入口活套為4層水平式,有效活套量385.6 m。構成形式為:水平式活套車,擺動式支撐輥。活套行程約為110 m,最大存儲量 440 m。活套小車在軌道上進行充放套是由卷揚驅動裝置來完成的。在卷揚轉動時,一根鋼絲繩向卷揚上纏繞,而另一根則從卷揚上放出,從而使小車移動。活套卷揚機卷筒由變頻器控制的交流電機驅動,最大總拉力約66,8150 N。
3 控制系統概述
馬鋼酸洗生產線基礎自動化系統由控制器PLC、HMI系統、工業以太網、現場總線、現場遠程I/ O站ET200和編程裝置等設備構成。在本機組中選擇SIEMENS的SIMATIC S7-400作為控制器。整個機組設PLC三臺,基于機組的復雜性,選擇較高級的CPU416-2為PLC的中央處理器,用于開環和閉環控制以及算術運算。本系統的HMI使用西門子的WINCC系統,用工業以太網將PLC與WINCC服務器相連。PLC與現場設備之間的通訊使用PROFIBUS DP方式進行,每個PLC設有多個PROFIBUS DP接口,用于連接遠程IO、傳動裝置、編碼器、現場儀表、及CPC和EPC裝置等。
4 活套控制
活套控制必須完成如下功能:張力控制、張力斜坡生成、剩余的充/放套時間計算、活套小車的位置監視和控制、充/放套的速度和加速度的計算的設定、卷揚機的加/減速計算、小車的實際位置計算。如圖1所示。
4.1 帶鋼張力控制
無論入口速度和出口速度和活套小車位置如何變化,活套中的帶鋼都必須保持恒定的張力,因此設有一個張力控制器作用于活套卷揚馬達。本系統使用的是直接張力控制方式,這樣可以不考慮帶鋼的厚度、摩擦力、彎曲損失以及小車的重量等對控制系統的影響。卷揚電機的速度設定是根據活套入口的速度值和活套出口的速度值的差作為卷揚電機的速度設定值。
4.2 活套小車行程復位位置
活套小車的行程位置由安裝在卷筒上的編碼器(PLG-2.20-01)進行監控。當活套小車運行到復位位置,并被接近開關(PX-2.20-01)檢測到,編碼器的計數器應該被復位重置。
4.3 斷帶或卷楊鋼絲繩斷裂時的機組停車控制
當檢測到活套張力突然下降或鋼絲繩卷筒超速時,入口段和酸洗段機組以及活套傳動應立即快速停車。
4.4 張力控制的慣性補償
慣性補償用于入口段和酸洗段機組的加、減速期間,減少由活套小車的運動引起的張力波動。
4.5 正常和快速停車控制
活套在充套情況下,當接觸到滿套快停限位時,入口段機組應快速停車。當接觸到滿套停車限位時,入口段機組應正常停車。活套在拉套情況下,當接觸到空套停止限位時,酸洗段機組應正常停車。當接觸到空套快停限位時,酸洗段機組應快速停車。
4.6 活套小車位置控制
在畫面上以百分比的形式設定活套小車的正常運行區間,一般為(5%~95%),活套的實際位置是通過對絕對值編碼器測量值的計算得到的。活套位置控制的核心是一個行程預計算器,這個計算器根據卷揚機的速度,計算出活套到達滿套(充套時,95%位置)或到達空套時(放套時5%位置)所需要的行程值,活套小車位置控制器將這個值不斷與設定的位置值進行比較,當相等時,就給出一個空套或滿套信號,這個信號作用于速度控制器,改變入口段或出口段的速度設定值,來控制小車位置。
帶鋼在焊接和月牙剪剪切后,活套如果在(HMI)上選擇了“空套位置(shorter side)”的運行模式,入口段機組加速到與酸洗段機組速度同步。活套小車應保持在空套位置(shorter side)附近運行。當開卷機上的鋼卷長度減少到設定的充套長度時,入口段機組加速到全速進行充套,使活套小車運行到滿套位置時再降到與酸洗段機組速度同步。這時(HMI)上的同步設定自動切換到“滿套位置(longer side)”另外在“空套位置(shorter side)”模式下的運行期間,如果發生酸洗段機組速度被手動操作改變,活套應立即自動切換到“滿套位置(longer side)”模式下運行。
4.7 活套擺動門檢測
活套擺動門起到支撐活套帶鋼和導向鋼絲繩的作用,擺動門的打開和關閉正常,是活套正常運行的基本條件。擺動門由活套小車通過時打開,門上的托輥用于支撐活套中間的帶鋼。當活套門打開后應監控接近開關的信號,以防止托輥與運行中的活套小車干涉。當擺動輥的搖臂中心距活套小車中心在(± 2.5)m以內,擺動輥的位置信號無效,此時機構正在開閉動作的過程當中。如圖2所示。
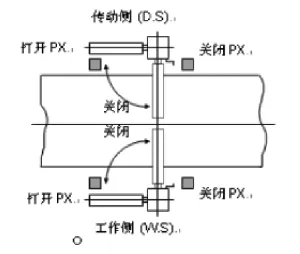
圖2 擺動門示意圖
5 對活套控制系統的優化
在實際生產過程中,出口活套有誤報斷帶的情 況,PDA監控如圖3。
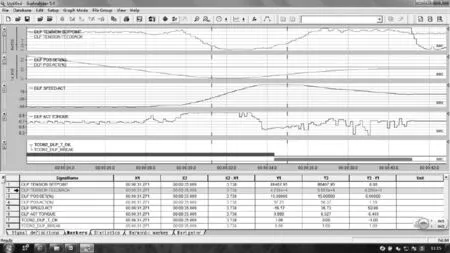
圖3 PDA趨勢圖
由圖3的曲線可以看出,排除帶鋼原料板型;帶鋼在機組內運行過程中跑偏;帶鋼與張緊輥之間可能有打滑;活套小車的軌道可能有卡阻或其他機械原因引起的問題;張力計自身問題,誤差過大等外在因素,在活套沖放套的轉換過程中,活套張力產生了波動,而此時活套電機的實際轉矩已達100%,說明帶鋼已經無法被拉緊,在PLC系統檢測的時間內活套實際張力未達到設定值,因此產生斷帶信號。活套沖放套的過程其實是一個生產線加減速的過程,在此過程中應克服(補償)加減速造成的動態力矩對張力的影響,避免活套動作滯后而引起張力波動。以下根據現場實際情況提供一種通過改變活套電機設定的加減速速率來避免張力振蕩的方法。
西門子S7-400 PLC程序如圖4所示:可以看到該功能塊左邊的輸入管腳i_A_POS中填的是#t_line_QS_AL,這個是活套加減速率設定值,其最終來自于DB1411.DBD120。通過在現場的跟蹤調試,DB1411.DBD120適當減小到一合適的數值后,張力波動可以得到改善。
圖5是修改參數后的波形。

圖4 程序功能塊示意圖
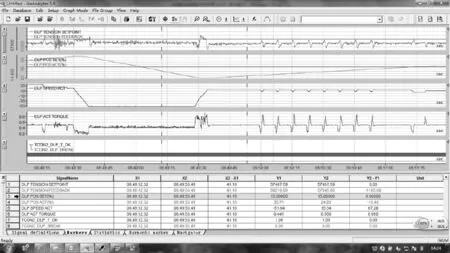
圖5 PDA優化后的趨勢圖
6 結束語
現場生產情況證明,馬鋼連續酸洗機組的活套控制系統自動可靠、操作便捷、降低了勞動強度,能夠滿足生產的需要,達到了預期的經濟效益。
The Control Principle and Application of Loop in the Continuous Pickling Line of MaSteel
Wu Xiao
(Maanshan Iron&Steel Co.,Ltd.,Maanshan,Anhui 243000,China)
The basic structure and control principle of loop in the continuous pickling line of MaSteel was introduced.Loop control was discussed in detail and a method to treat loop tension fluctuation was put forward combining with the actual field condition.This process control system was successfully applied in the pickling line of MaSteel.
loop;control system;tension fluctuation
TP27
B
1006-6764(2015)06-0058-04
2015-02-06
吳霄(1981-),男,大學本科學歷,助理工程師,現從事PLC及傳動技術工作。