南京卷煙廠“以卷煙產品質量為導向的設備維保體系”研究及實施
2015-12-30 03:26:50毛圣榮
中國設備工程 2015年12期
束 晨 陳 亮 毛圣榮 楊 堅
(江蘇中煙工業有限公司南京卷煙廠,江蘇 南京 210000)
南京卷煙廠“以卷煙產品質量為導向的設備維保體系”研究及實施
束 晨陳 亮毛圣榮楊 堅
(江蘇中煙工業有限公司南京卷煙廠,江蘇南京210000)
南京卷煙廠生產制造處(卷包線)根據“以卷煙產品質量為導向的設備維保體系”中的從修故障到修質量最終到修狀態的具體要求,結合現有的精益化生產、TnPM、SOPS、6sigma、QC等先進的數據統計和管理方法,建立了一套以產品質量為核心的檢維修體系及故障數據庫、專家診斷庫。利用現有的信息化平臺,自主開發建立了一套適用于南京卷煙廠生產制造處(卷包線)的“檢維修體系集成化系統”,綜合利用信息化平臺(MES、數據采集系統、SAP、圖形集成系統、OA)進行了對所有生產過程、設備故障、維修過程、產品質量的數據采集、交匯和整理。同時卷包線繼續完善了KPI指標的覆蓋范圍,形成了一級、二級產品質量監控KPI指標和一級、二級設備維運KPI指標。并且對支持KPI指標的二級指標利用FMEA及卷包線的檢維修信息化系統進行了科學的篩選及評審。對如何將KPI指標運用到平時的生產中進行了探索和研究。
設備維保;信息化;卷包線; KPI
一、項目推進工作的完成情況
“以卷煙產品質量為導向的設備維保體系”主要的推進工作是,首先將整個體系的運行流程進行了固化,同時圍繞著如何更加科學的通過一些先進的統計工具對二級指標進行選取和固化,并且利用第二階段確定的KPI指標和卷包線現有的檢維修體系集成系統,做好有機的結合,使建立的KPI指標真正的落到實處,最終應該做到以二級指標為基礎,KPI指標為支撐,按照KPI指標的要求進行維修方式方法的確定,形成一個完善的圍繞設備質量維修為主體的數據采集儲存分析系統庫,來更好的指導平時的維修和生產工作,提高設備的總體運行狀態(圖1)。
1.利用科學的統計工具完善FMEA失效模式,固化二級指標
南京卷煙廠卷包線在先確定了機器各個重要組件的詳細運行流程圖后,利用SIPOC分析法和樹狀圖分析法找出影響某個質量監控KPI指標的具體潛在失效部位。然后使用由檢維修信息化系統所提供的故障維修記錄表,篩選出在某一個時間段內對此潛在失效部位的具體維修記錄,通過維修記錄內的故障現象和故障原因的描述確定潛在失效后果以及潛在失效的起因及機理。并且通過某一時間段內的維修次數來確定它所對應的頻度。通過由檢維修信息化系統所提供的點巡檢記錄分析,包括點巡檢的作業指導書來確定此次失效部分的現行探測模式及探測度,從而使卷包線的FMEA失效模式表更加具有客觀性、科學性和可操作性。最后利用FMEA中的RNP風險值通過PARETO圖表形式進行風險值高低的排列,根據二八定律選取關鍵的部位,最終達到固化關鍵二級指標的目的。
2.積極使用信息化系統,使二級指標中的各項參數標準得以落地實施
南京卷煙廠卷包線在建立“檢維修體系集成化系統”后,就考慮到如何將二級指標內所固化的“設備機械參數標準”、“剔除檢測參數標準”、“設備生產參數標準”、“設備維保技術標準”得以更好的使用,指導平時的生產和維修工作,避免形成一紙空文的現象。真正將質量維修的理念落到實處。利用信息化系統中的點巡檢模塊、保養標準檢查模塊、操作工報修模塊、維修工故障維修記錄模塊、輪保管理模塊的功能實現了二級指標內各項參數標準從單一的文字敘述轉化成為了多元的設備管理標準。
3.發動全員參與,加強制度考核,將以二級指標為基礎KPI指標作支撐的質量維修深入人心
南京卷煙廠生產制造處(卷包線)為了使以二級指標為基礎,KPI指標為支撐的質量維修落到實處,深入人心,從體系建立開始就考慮如何將其與檢維修體系集成化系統有機結合。卷包線項目組多次進行項目論證,做好項目前期的規劃工作,中期的培訓工作,后期的試運行工作,最終形成了以全員參與為落腳點,制度考核為規范點的質量維修體系。將前期固化的二級指標和KPI質量指標作為具體的設備故障部位或名稱納入到設備故障報修模塊中,直接實現了操作人員對設備發生的質量故障實時上報的功能,并且實現了維修人員對所上報的故障及時解決或了解的目的,打通所有維修過程中的關鍵環節,做到維修過程責任到人。制定了“江蘇中煙南京卷煙廠生產制造處(卷包線)檢維修體系實施細則(試行)”、“檢維修體系報修維修點巡檢操作規范及考核制度”、“江蘇中煙南京卷煙廠生產制造處(卷包線)日常保養、班中保養考核制度(修訂版)”等多個考核標準。
二、以質量維修為導向的實用案例分析
2014年1月在使用TOP2法分析維修記錄報表時,發現激光打孔系統嘴通風缺陷維修次數比較多,此故障的維修面積覆蓋很多機臺,后經過篩選后發現6#PROTOS卷煙機維修激光打孔部位通風度不穩定次數較多,而且多次維修后此現象仍然存在。通過調查,按照質量維修的流程對此次故障進行了維修。在維修的過程中充分體現了整套體系的可操作性。
首先考察了6#機南京(紅)2013年11月到2014年1月的濾嘴通風度缺陷率,結果見表1。
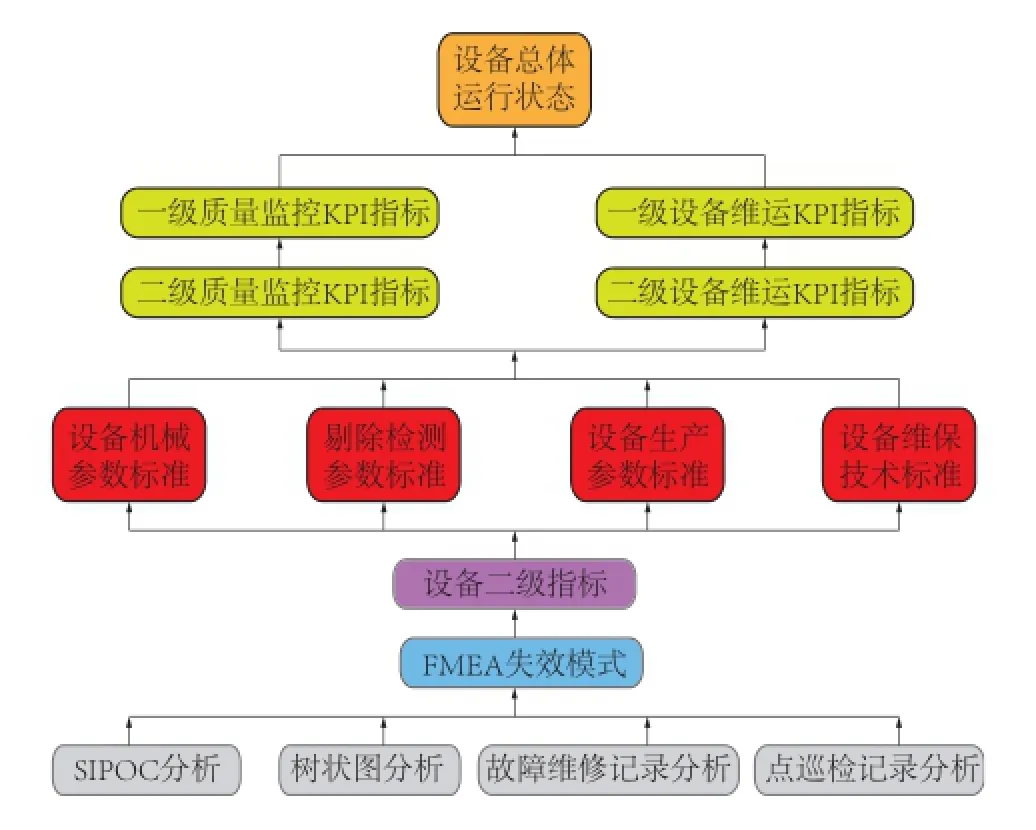
圖1 設備總體運行狀態
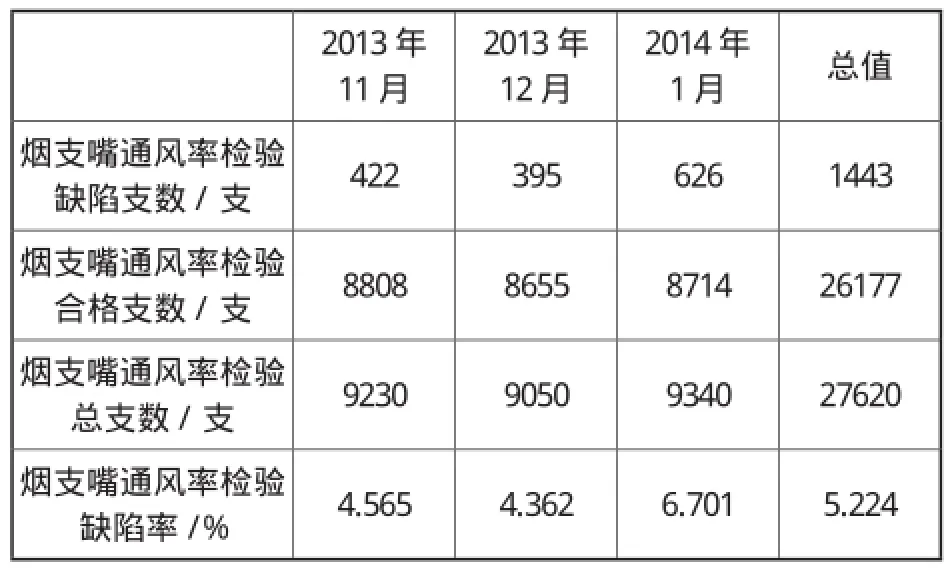
表1 6#機南京(紅)2013年11月至2014年1月濾嘴通風度缺陷率
為了進一步了解6#機濾嘴通風度的現狀,現選取其2014年1月的100個濾嘴通風度數據進行過程能力分析。由六合一圖可以看出整體PPM為61375,轉化為缺陷率為6.14%。而后進行了和通風度相關的二級指標分析。
1.工藝流程的分析(圖2)
通過對激光打孔流程的分析,可以得到4個關鍵流程(圖中橙色位置),針對這關鍵流程制做SIPOC圖(表2)如下。
2.結合以上關鍵流程分析,對相關因素制作樹狀分析圖(圖3)
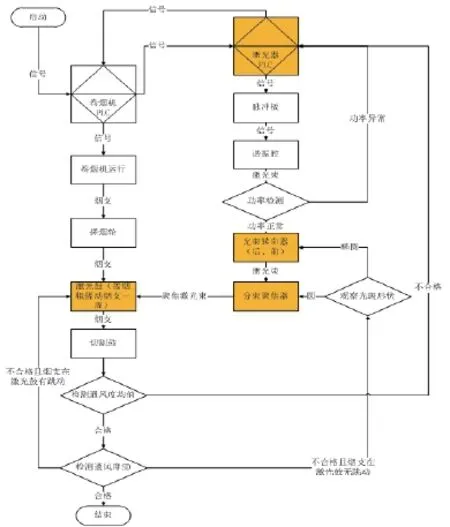
圖2 激光打孔工藝流程圖
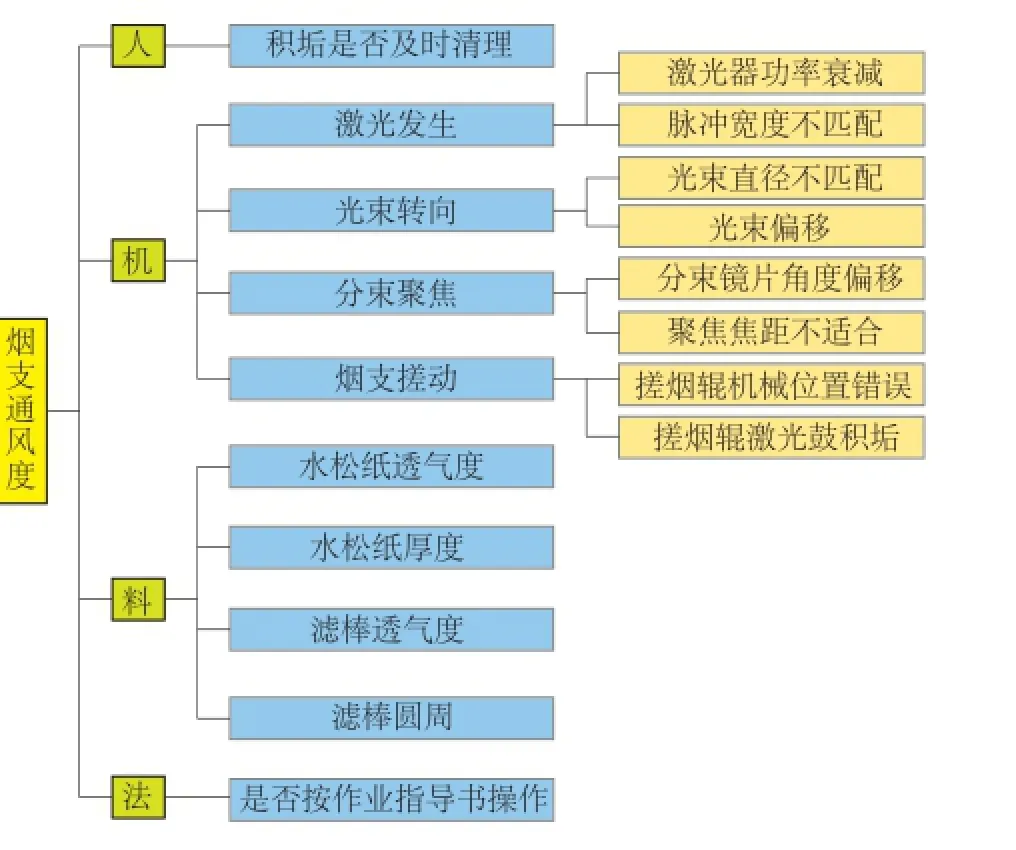
圖3 樹狀分析圖
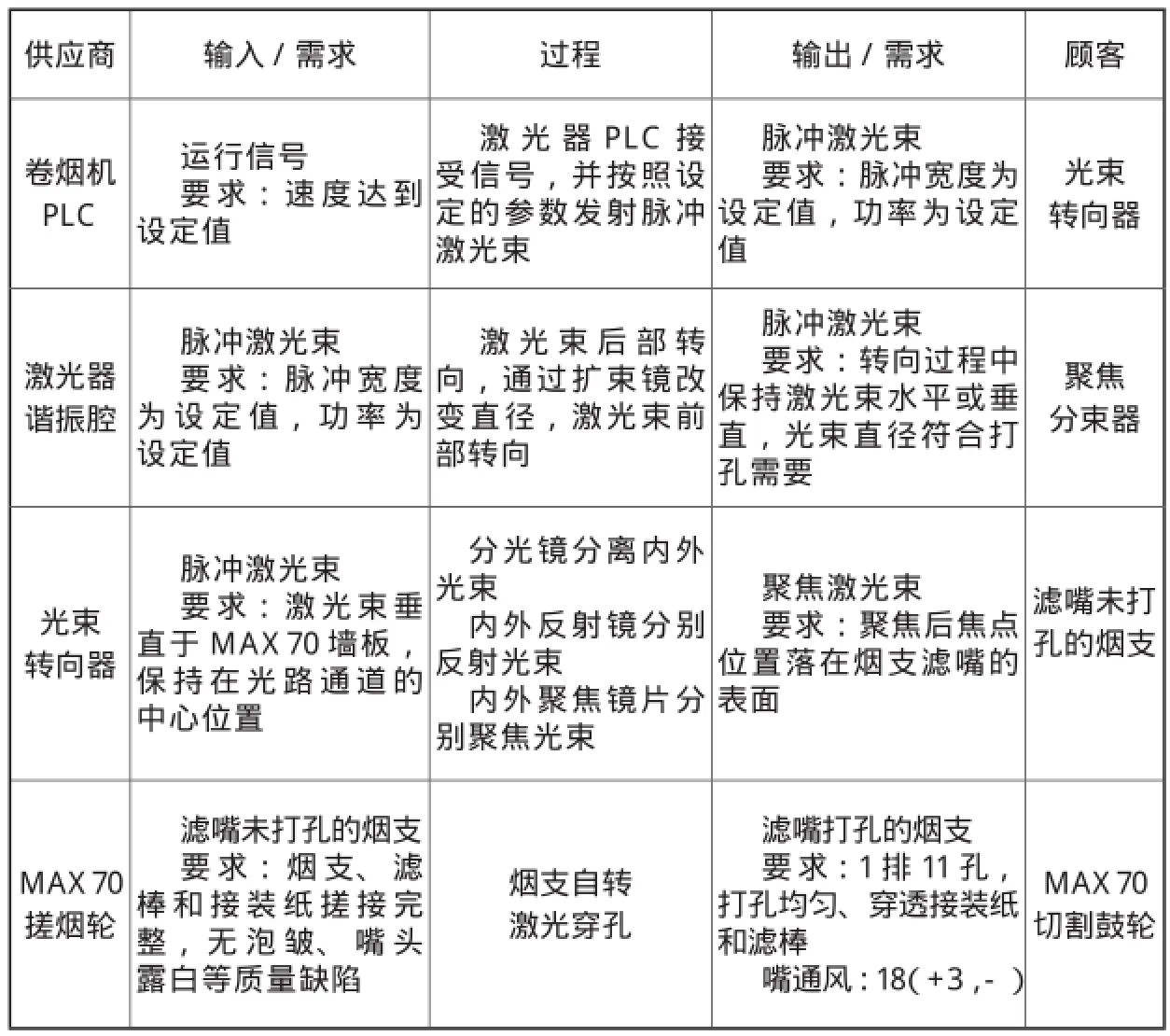
表2 SIPOC工作表
3.針對以上12條末端因素制作FMEA表格
在FMEA表格中,利用故障維修記錄進行分析,確定每項潛在失效模式的發生頻度(O)和潛在失效的起因/機理;利用點巡檢記錄進行分析,確定每項潛在失效模式的探測度(D)。而對于每項潛在失效模式的嚴重度(S)根據之前的流程圖以及詳細SIPOC進行評估。
根據RPN打分情況制作pareto圖。從pareto圖可知,前4項RPN不小于60的失效模式的累積百分比達到79.3%。因此決定將RPN大于60的潛在失效起因作為二級指標。
4.二級指標分析
由FMEA表格的排列圖分析,得到3個二級指標。按照二級指標所固化的各項參數進行激光打孔系統的維修與調整,加強了平時對激光打孔系統的保養力度。
在按照二級指標相關參數標準實施改進后,收集6#機100個數據。對改進后100組數據做六合一圖。由六合一圖可以看出整體PPM為11639,轉化為缺陷率為1.17%。
將6#機改進前后進行比較,其濾嘴通風度造成的質量缺陷由6.14%下降到1.17%。還對此次維修中所總結的經驗進行了維修標準作業指導書的編寫,還對保養拆卸進行了視頻拍攝,為后期的維修經驗共享模式提供基礎資料。
F273
B
1671-0711(2015)12-0055-03
(2015-10-20)
猜你喜歡
中國自動識別技術(2023年6期)2024-01-12 08:13:22
環球時報(2022-08-16)2022-08-16 15:13:53
新世紀智能(數學備考)(2020年11期)2021-01-04 00:38:16
汽車維修與保養(2019年7期)2020-01-06 03:30:42
金色年華(2017年8期)2017-06-21 09:35:27
汽車維護與修理(2016年10期)2016-07-10 08:17:41
中國化肥信息(2016年41期)2016-05-17 04:25:59
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39
新高考·高一物理(2014年1期)2014-09-18 01:26:07