YB45包裝機鋁箔紙剔除機構的改進
2015-12-30 03:26:52聶建立
中國設備工程 2015年12期
關鍵詞:動作
聶建立
(河南中煙黃金葉生產制造中心,河南 鄭州 450016)
·改造與更新·
YB45包裝機鋁箔紙剔除機構的改進
聶建立
(河南中煙黃金葉生產制造中心,河南鄭州450016)
針對YB45包裝機在生產過程中,鋁箔紙剔除系統存在推桿端沖擊變形、電磁鐵積灰等問題,通過以氣缸驅動代替電磁鐵驅動解決了問題,實現企業優質、高效、低耗的生產目的。
包裝機;電磁鐵;氣缸;剔除機構
隨著消費者對產品質量的重視程度越來越高,各卷煙加工企業對產品質量過程控制更加精益化。YB45包裝機作為一種成熟穩定的中速卷煙包裝機型,在我國煙草工業企業得到了大量的引進和應用,目前仍是各卷煙加工企業的主流包裝設備。
一、存在問題
YB45包裝機在生產過程中,其鋁紙剔除系統存在推桿與電磁鐵芯子存在沖擊導致推桿端部變形;電磁鐵內部容易積灰導致機構動作不靈活;以及連桿軸承受力不均勻導致軸承磨損,發生阻力變大,出現機構動作不到位的情況等問題,上述問題的存在導致設備運行中出現鋁紙剔除不完全、鋁紙歪斜及長短等質量問題。
二、改進目的
為提高設備的運行穩定性和消除產品質量隱患,擬通過用氣缸代替電磁鐵驅動鋁紙剔除機構動作來解決原鋁紙剔除系統推桿與電磁鐵芯子存在的沖擊導致的推桿端部變形及電磁鐵積灰的問題;簡化連桿機構來減少軸承的磨損周期。通過重新設計,達到簡化鋁紙剔除系統的結構、增強該機構的運行穩定性、減小該機構的故障率,實現企業優質、高效、低耗的生產目的。
三、改進分析
1.現用鋁紙剔除裝置的工作原理。電磁鐵得電,鋁紙剔除裝置處于剔除狀態,實現鋁紙剔除功能。電磁鐵失電,鋁紙剔除裝置處于限位狀態,實現鋁紙限位功能。
2.電磁鐵控制原理。當組煙模盒有煙支組被剔除時,程序控制輸出信號加到固態繼電上,從而形成交流電壓加到電磁鐵上,從而在線圈上形成磁場,驅動電磁鐵芯子移動,帶動鋁紙剔除連桿機構動作,執行鋁紙的剔除的動作。
四、改進思路
1.電磁鐵改為氣缸。將原電磁鐵改為雙作用氣缸,選擇型號為ADVC-12-10-A-P的氣缸,鋁紙剔除裝置讓出空間便于一輪模盒順利轉動而不發生干涉,因此氣缸寬度不能大于剔除支座的寬度24mm,鋁紙剔除裝置連桿行程在8mm左右,所選氣缸行程不宜大于10mm。利用氣缸的密封性能,克服原電磁鐵極易進灰的缺點,同時,利用氣缸自身的緩沖性能,使整個機構動作輕柔,延長使用壽命。
2.優化傳動連接桿結構設計。取消原傳動連接桿由銷軸、彈簧組成的緩沖結構,選用現成的自對中連接件進行改進,實現一定擺動連接和緩沖;設計調節螺桿,實現剔除膠輥與剔除鋼輥之間配合壓力的方便調整。由于鋁紙剔除裝置限位、剔除功能轉換時,活塞平移運動時存在一向上的力,影響氣缸活塞正常工作。在設計連桿時加裝了一絞鏈,避免氣缸軸徑向受力,影響氣缸的使用壽命。
3.增設開放性連接座。在原電磁鐵和安裝支座之間增設一個開放性連接座,將大量的煙末、煙塵自動漏出,避免大量堆積,同時利于隨時保養,徹底清除。
4.選擇型號為45A-AC1-DDAJ-1JB(MAC)24VDC5.4W的電磁閥作為信號控制閥。當改為電磁閥來控制執行鋁紙剔除動作后,由于電磁閥的工作電壓為+24V,故在電路中取消了固態繼電器。直接用輸出板輸出信號控制電磁閥線圈得電,使電磁閥線圈得電動作,驅動氣缸執行鋁紙剔除的動作。
五、改進步驟
1.拆除原機鋁紙剔除裝置,保留鋁紙剔除裝置支座。
2.對鋁紙剔除裝置支座進行加工打孔,以便安裝氣管。
3.鋁紙剔除裝置防護罩安裝孔的加工。
4.安裝改進后的鋁紙剔除裝置,并進行各類氣管、電磁閥的聯接。
5.對各類管線進行合理排布和整理,協調電氣人員連接控制線路、手動實驗改進裝置的控制和機構動作。
改進前后電磁鐵及電磁閥控制電路圖如圖1、2所示。改進前、后鋁箔紙剔除裝置圖如圖3、4所示。
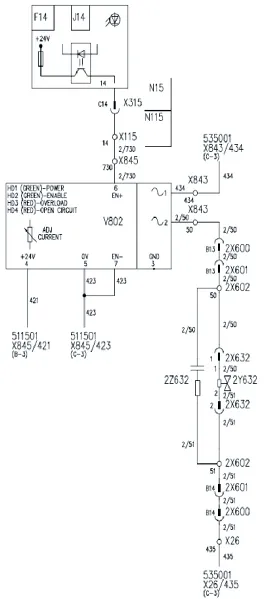
圖1
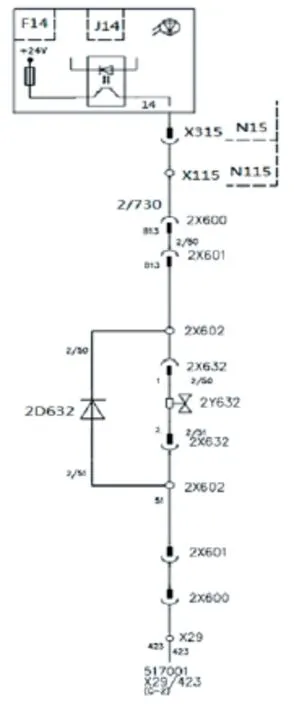
圖2
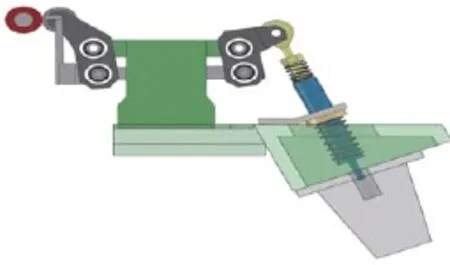
圖3
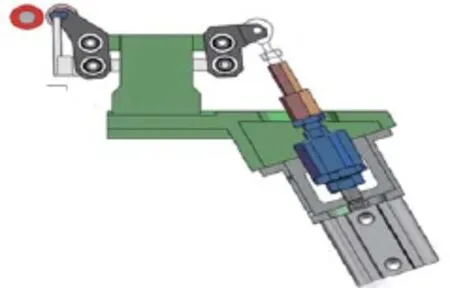
圖4
六、改進效果
改進后的鋁紙剔除裝置所設計的連桿鉸鏈機構消除了連桿端部圓弧運動對氣缸徑向受力影響,鋁紙剔除或限位功能能夠順利實現。此外,簡化連桿機構,降低了軸承的磨損,增強了該機構的運行穩定性,減少了裝置維修次數,產品質量得到有效保障。
TS43
B
1671-0711(2015)12-0084-02
(2015-11-10)
猜你喜歡
作文周刊·小學一年級版(2022年16期)2022-05-07 11:28:30
作文周刊·小學一年級版(2021年8期)2021-07-07 11:00:47
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37
電影故事(2015年30期)2015-02-27 09:03:12
七彩語文·低年級(2014年10期)2015-01-14 14:46:27