鑄造起重機減速器斷軸原因分析
2016-01-01 15:52:10陳俊,虞強
四川冶金 2015年3期
關鍵詞:裂紋
陳 俊,虞 強
(攀鋼集團攀枝花鋼釩有限公司提釩煉鋼廠,四川攀枝花617000)
鑄造起重機減速器斷軸原因分析
陳 俊,虞 強
(攀鋼集團攀枝花鋼釩有限公司提釩煉鋼廠,四川攀枝花617000)
針對減速器輸入軸(高速軸)的扭矩變化特點、安裝方式、輸入軸加工及外形特點、輸入軸材質的選擇以及熱處理(斷軸后的宏觀形貌、金相組織)等進行分析,對減速器輸入軸(高速軸)斷軸的原因進行分析,并提出在設備選型、點檢維護中注意事項。
鑄造起重機;減速器;斷軸分析
1 引言
減速器作為起重運輸機械各個機構中的重要傳動部件,性能好壞和壽命長短,將直接影響到整機的使用性能及安全。特別是一些關鍵設備諸如鑄造起重機主起升機構減速器直接關系到高溫液態金屬吊運的安全[1],因此,減速器輸入軸(高速軸)的設計制造以及日常點檢維護就顯得尤為重要。
2 存在問題
減速器輸入軸的扭矩變化、減速器的安裝方式、加工、外形特點、材質的選擇和熱處理的異常均會導致減速器輸入軸(高速軸)斷軸。
3 原因分析
3.1 扭矩變化
以鑄造起重機主起升機構減速器輸入軸(高速軸)以及大車運行機構減速器輸入軸(高速軸)扭矩變化特點進行說明。
主起升機構減速器輸入軸(高速軸)與驅動電機軸相連,并且減速器輸入軸(高速軸)安裝了4個工作制動器。
主起升機構傳動如圖1所示。
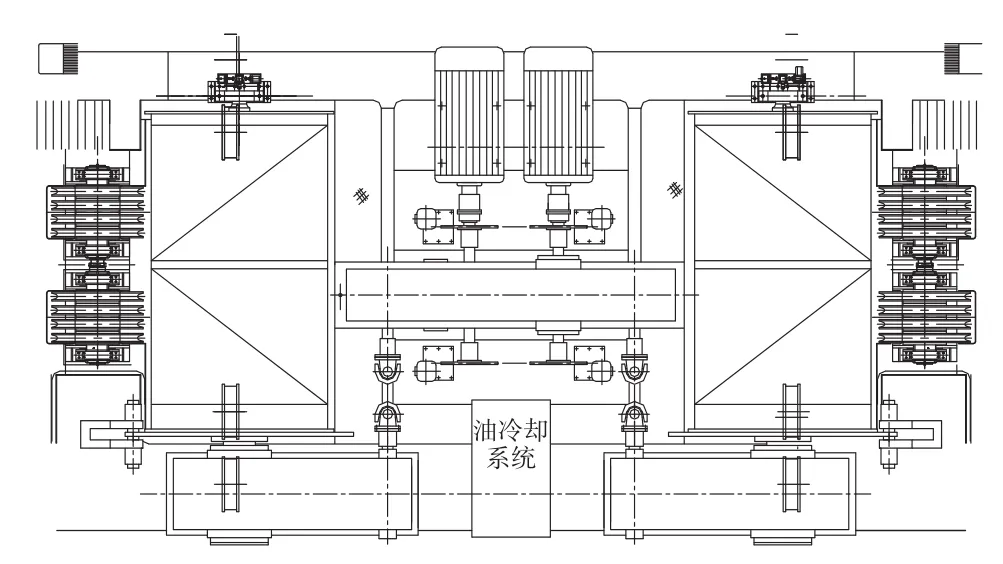
圖1 主起升機構傳動
鑄造起重機由于工作級別比較高再加上特定的工作環境和作業對象——鋼水罐(重罐、空罐、空鉤)決定了主起升機構載荷變化很大,并且由于主起升機構的工作速度很快,需要頻繁地啟動、停止。在啟動、停止過程中,正常情況下電機可以產生的最大力矩為電機額定轉矩的3倍,即:TMAX≤3Te。
因此在加速、減速過程中,主起升機構減速器輸入軸(高速軸)承受扭矩變化很大。
如果電機以及控制出現異常,輸入軸(高速軸)承受的最大扭矩更高。
另外在緊急情況下,特別是高速重載運行過程中,如果拍下急停按鈕,此時減速器輸入軸(高速軸)安裝的4個工作制動器工作,正常情況下,減速器輸入軸(高速軸)承受大約TBRAKE≤2.5Te,如果工作制動器調整不當,會造成在減速器輸入軸(高速軸)產生更大的制動扭矩。
對于鑄造起重機主起升機構,還必須考慮到單系統工作時減速器輸入軸(高速軸)承受的最大扭矩變化。
通常情況下,起升機構可以按照起升載荷所需扭矩來選用減速器以及減速器輸入軸(高速軸)額定扭矩,上述力矩、扭矩變化即最大扭矩對減速器輸入軸(高速軸)壽命和可靠性,以及可能造成的斷軸需要加以注意。
大車運行機構減速器輸入軸(高速軸)扭矩變化的特點,應充分考慮啟動、制動時所產生的慣性載荷的影響對大車運行機構的減速器輸入軸(高速軸)扭矩變化的影響,即與運行機構電機驅動方式及與之相關操作人員的操作習慣密切相關。如果驅動電機采用繞線電機,驅動方式采用轉子串電阻方式,操作人員經常采用直接“打反車”方式停車或反向運行,在此情況下,減速器輸入軸(高速軸)承受遠高于設計要求的扭矩,最終即可能造成斷軸。
因此,需對造成減速器輸入軸(高速軸)可能出現的最大轉矩以及出現頻率加以注意。
3.2 安裝方式
減速器輸入軸(高速軸)與驅動電機相連,并且減速器輸入軸(高速軸)安裝工作制動器,因此減速器輸入軸(高速軸)、電機軸以及工作制動輪聯軸器三者之間軸線的同軸度,對減速器輸入軸(高速軸)使用情況影響較大,嚴重者可能造成斷軸。
如果在設備安裝以及維護更換過程中減速器輸入軸(高速軸)、電機軸、工作制動輪聯軸器三者之間軸線的同軸度差異較大,未及時發現,長時間使用,減速器輸入軸(高速軸)除承受正常的扭矩,還要承受扭矩傳遞過程中由于軸線傾斜過大引起的交變應力——旋轉彎曲應力,造成減速器輸入軸(高速軸)的疲勞,該疲勞作用在高速軸的一些薄弱部位最終可能造成斷軸。
在設備安裝以及維護更換過程中,需要嚴格按照設計要求對減速器輸入軸(高速軸)、電機軸、工作制動輪聯軸器三者之間軸線的同軸度加以保證,避免使用過程中的交變應力。
3.3 加工及外形特點
由于輸入軸加工以及外形的一些忽略的方面,以某減速器輸入軸(高速軸)實際斷軸情況進行分析,該減速器輸入軸(高速軸)如圖2所示。
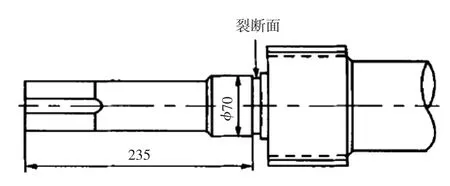
圖2 發生斷軸的高速軸
斷裂位于減速機軸表面退刀槽根部,宏觀斷口見圖3。
斷口表面有較明顯的貝殼狀花樣,屬于典型的疲勞斷裂。斷口由疲勞裂源區、裂紋擴展區和瞬間斷裂區三個區域組成。
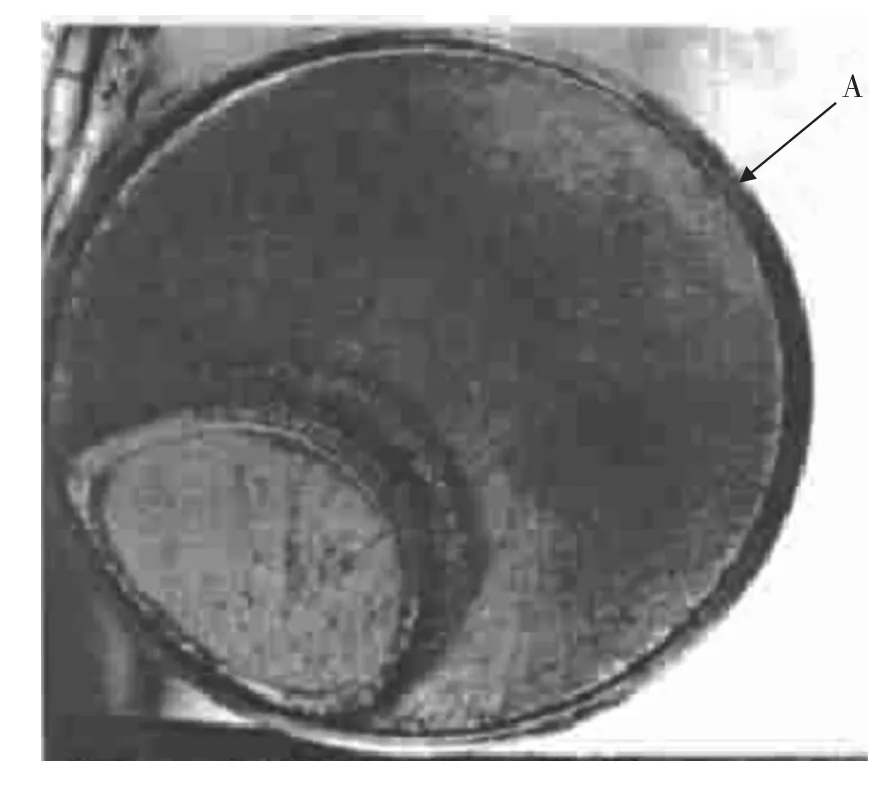
圖3 宏觀斷口形貌
仔細觀察斷口裂紋源區,其表面較平坦,尺寸在距表面5mm范圍內(圖3A處),裂紋擴展區貝紋線比較扁平。瞬間斷裂區在裂源的對面,呈橢圓形,斷口形貌為纖維狀,表明減速機軸主要受旋轉彎曲應力。斷口瞬斷區域較小、較圓,約占整個斷口面積的1/6,說明軸整體受力較小,屬典型的高周疲勞斷裂。由疲勞區及貝紋線的形態可知,疲勞裂紋擴展過程中兩側較快,說明退刀槽根部有應力集中現象。
從減速機軸斷裂的位置看,疲勞起源于軸的退刀槽應力集中處。從微觀斷口看,有明顯的三個區域即裂紋源區、擴展區和瞬斷區,屬典型的疲勞斷裂。斷口貝紋線比較扁平,裂紋擴展前沿線兩側的裂紋擴展速度較大,瞬斷區在裂紋源的對面,由此可見,失效軸主要受旋轉彎曲應力,而從瞬斷區較小較圓看,失效軸整體受力較小。根據上述斷口分析結果及斷裂形貌,認為軸斷裂屬中等名義應力集中條件的旋轉彎曲產生的疲勞斷裂。軸在承受旋轉彎曲應力的作用下,由于軸的表面硬度較低,加上退刀槽應力集中,使軸在正常工作應力下在退刀槽處過早地產生疲勞裂紋,隨著循環載荷的作用,疲勞裂紋不斷向基體內擴展,致使軸的有效承載尺寸減少,并產生彎曲,當對軸的凸起方向施加一定向下的外力時,導致軸的斷裂。
多個裂紋源始于軸肩階梯過渡表面,該部位直徑突變,過渡圓角半徑過小,表面粗糙度高且存在加工缺陷,屬于軸應力集中的危險部位。
結合上述說明,減速器輸入軸(高速軸)加工過程中關于軸徑變化及傳動軸的機加工精度不高導致其加工圓角部位產生應力集中,或者一些工藝尺寸不當,如退刀槽是高速軸斷裂失效的重要原因之一。
3.4 材質的選擇以及熱處理的異常
減速器高速軸一般為齒輪軸,加工要求高,熱處理工藝復雜,在此不作詳細說明。僅對材料與熱處理配合不當舉例說明:
熱處理工藝控制不嚴格,淬火過程中冷卻速度較慢,在其組織中出現了上貝氏體,從本質上導致了材料力學性能的下降,其工作特性要求材料的綜合力學性能較高。因此在制造過程中應嚴格控制包括機加工和熱處理在內的每一個環節。
(1)生產制造過程嚴格按圖紙要求進行,選用正確的原材料和熱處理。
(2)對于晶粒粗大,存在組織缺陷的原材料,采取必要的正火處理,細化晶粒,消除網狀組織和魏氏組織。
4 結論
綜合上述高速軸斷裂原因,減速器高速軸由于旋轉速度比較快,一般情況下高速軸
The Nalysis about Broken Shaft of Casting Crane's Reducer
CHEN Jun,YU Qiang
(Panzhihua Steel Group Panzhihua Steel Vanadium Co.,Panzhihua 617000,Sichuan,China)
This pape According to Reducer input of shaft(high speed shaft),Analyze About Torque variation characteristics and installation,the input shaft machining and shape characteristics,And selection of heat treatment on the material about input shaft(After breaking macromorphology and microstructure of the shaft)etc.Analysis of the reasons for the reduction gear input shaft(high speed shaft)fracture,In the selection of equipment and inspection maintenance considerations.
casting crane;reducer t;analysis of broken shaft
TH218
:A
1001-5108(2015)03-0073-04
陳俊,助理工程師,主要從事設備管理方面的工作。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
