滬通長江大橋28號主墩鋼沉井整體制造工藝
2016-01-07 03:46:39陳凱徐敏
交通科技 2015年5期
陳 凱 徐 敏
(1.中鐵大橋勘測設(shè)計院集團有限公司 武漢 430056; 2.武漢路通市政工程質(zhì)量檢測中心 武漢 430056)
滬通長江大橋28號主墩鋼沉井整體制造工藝
陳凱1徐敏2
(1.中鐵大橋勘測設(shè)計院集團有限公司武漢430056;2.武漢路通市政工程質(zhì)量檢測中心武漢430056)
摘要研究滬通長江大橋主墩超大型薄壁鋼殼沉井分節(jié)制造,整節(jié)段接高的制造工藝。通過對鋼沉井單元件的拼裝精度、外形尺寸的控制,保證了滬通長江大橋28號主墩超大型薄殼鋼沉井的制造質(zhì)量。
關(guān)鍵詞鋼沉井分節(jié)制造整節(jié)段接高拼裝精度
1工程概況
滬通長江大橋28號墩鋼沉井[1-2]平面尺寸為86.9 m×58.7 m,高度為44 m。分7節(jié),底節(jié)高8 m,其余6節(jié)高6 m。鋼沉井平面布置24個12.8 m×
12.8 m的井孔,為方便工廠制造,鋼沉井在平面分為35個塊,塊段最大重量為62.2 t,共245個塊段。塊段有3種類型:倒圓角、T形、十字形。沉井參數(shù)見表1,沉井基礎(chǔ)結(jié)構(gòu)見圖1,沉井基礎(chǔ)平面結(jié)構(gòu)見圖2。

表1 鋼沉井參數(shù)表
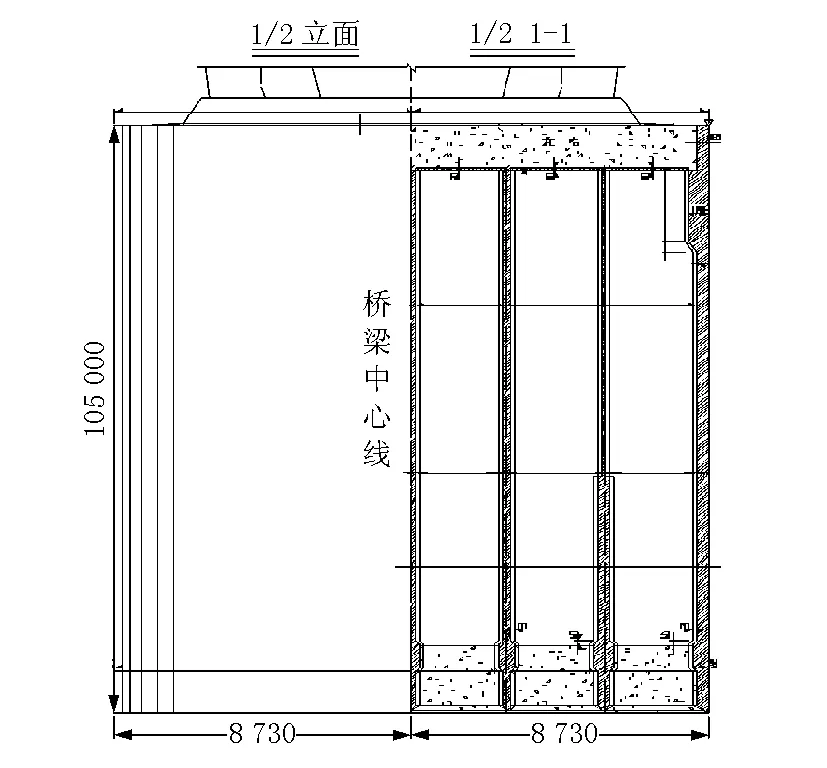
圖1 28號墩沉井基礎(chǔ)立面結(jié)構(gòu)圖(單位:mm)
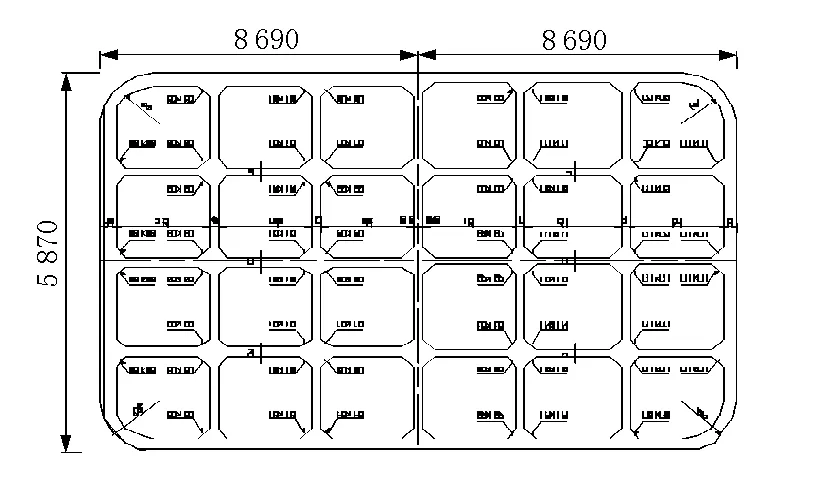
圖2 28號墩沉井基礎(chǔ)平面結(jié)構(gòu)圖(單位:mm)
2鋼沉井制造工程施工方案
鋼沉井制造場地位于熔盛重工鋼結(jié)構(gòu)生產(chǎn)廠區(qū)內(nèi),分段制造均在廠區(qū)內(nèi)鋼結(jié)構(gòu)加工車間及鋼

參考文獻
[1]中國交通企業(yè)管理協(xié)會.JTQX-2011-12-1公路橋梁伸縮裝置設(shè)計指南. 北京:中國交通企業(yè)管理協(xié)會,2011.
[2]GB 50017-2003鋼結(jié)構(gòu)設(shè)計規(guī)范[S].北京:中國建筑工業(yè)出版社,2003.
[3]王新敏.ANSYS工程結(jié)構(gòu)數(shù)值分析[M].北京:人民交通出版社,2007.
結(jié)構(gòu)加工平臺進行。分段最大重量為62.21 t,制造完成后由平板運輸車運輸至船塢邊上的拼裝區(qū)。拼裝區(qū)平臺一次組拼A,B 2個鋼沉井節(jié)段,同時完成后由1 600 t門吊整體起吊至船塢內(nèi)進行整體接高。
2.1 鋼沉井制造[3-4]
(1) 第一階段為分段制造階段,主要工作內(nèi)容是分段制造、驗收和密封性試驗。
(2) 第二階段為總拼階段,主要工作內(nèi)容是分段總拼、焊接、驗收和密封性試驗。
(3) 第三階段為接高階段,主要工作內(nèi)容為鋼沉井整體接高、焊接、驗收、密封性試驗。
2.2 鋼沉井制造控制難點
(1) 工期緊張,工程量大。為避免鋼沉井在洪水期定位著床帶來的困難與風(fēng)險,必須在6月底之前將鋼沉井安全浮運到墩位。從開工到浮運只有3個月的工期,不可避免地存在趕工期的情況。如何把握質(zhì)量、進度與安全的關(guān)系至關(guān)重要。
(2) 鋼沉井的主體桁架、壁板豎向加勁肋、隔艙板等,桿件多,節(jié)點多,焊縫多。全部采用現(xiàn)場手工CO2氣體保護立位焊。為保證鋼沉井的制造質(zhì)量,對焊接人員技術(shù)以及質(zhì)量控制人員的對工藝的的熟悉程度和責(zé)任心提出了很高的要求。
(3) 分段與分段間的組拼,節(jié)段與節(jié)段間的整體接高,對分段制造的精度及焊接質(zhì)量要求很高,難度很大。
(4) 薄壁結(jié)構(gòu)、焊接變形難以控制。
2.3 資源配置情況
(1) 主要設(shè)備及生產(chǎn)裝備配備。見表2。

表2 主要設(shè)備及生產(chǎn)裝備配備
(2) 場地配置。切割車間、加工車間、平面流水線車間、曲面車間、平臺、4號船塢。4號船塢長580 m、寬139.5 m、深13.3 m,總組平臺179 496 m2,配置1 600 t龍門吊1臺,600 t龍門吊1臺。
2.4 鋼沉井分段制造
2.4.1T形分段制造
T形分段制造,以井壁外壁板為基面,在胎架上臥造。井壁外壁板在胎架上攤板拼焊,火工矯正后吊裝各道水平加強桁架及其余構(gòu)件,桁架安裝時要加以臨時支撐以保證安全,桁架安裝控制好垂直度后再加以臨時支撐。鋼沉井T形分段結(jié)構(gòu)見圖3。
(三)確立社會主義市場經(jīng)濟體制的基本框架和社會主義初級階段的基本經(jīng)濟制度,明確了建設(shè)社會主義法治國家、發(fā)展社會主義民主政治制度的要義,豐富和發(fā)展了中國特色社會主義制度

圖3 鋼沉井T形分段三維建模圖
2.4.2鋼沉井轉(zhuǎn)圓圓弧分段制造
轉(zhuǎn)圓圓弧分段建造以內(nèi)壁板為胎架,拼板焊接,安裝型鋼構(gòu)件焊接,散裝外壁的型鋼及轉(zhuǎn)圓外壁板,裝配定位焊,外壁板對接縫焊接完成后,翻身整體焊接外圍壁板上的型鋼,避免仰焊的位置。鋼沉井轉(zhuǎn)圓圓弧分段見圖4。
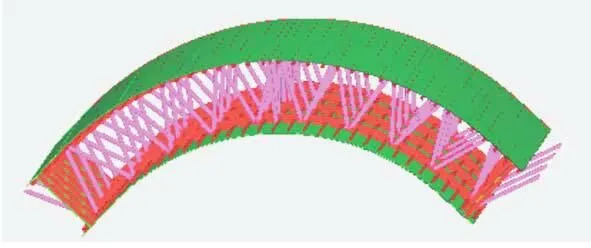
圖4 鋼沉井轉(zhuǎn)圓圓弧分段三維建模圖
2.4.3鋼沉井十字分段制造
以中間方形結(jié)構(gòu)為基準,四周延伸結(jié)構(gòu)進行整合,采用立焊合龍組成分段。鋼沉井十字分段見圖5。
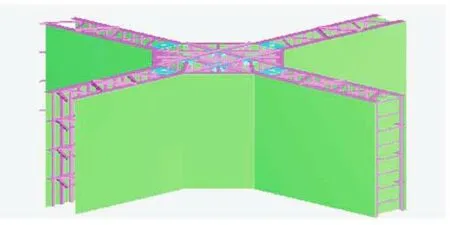
圖5 鋼沉井十字分段三維建模圖
(1) 分段幾何尺寸精度控制。①T形、十字形分段。重點檢查為單元塊各肢中心線和中心線地線偏差、各延伸結(jié)構(gòu)長度偏差、各延伸結(jié)構(gòu)對角線長度偏差、鋼沉井壁厚偏差、分段分節(jié)高度(有余量)、頂面內(nèi)外環(huán)板不平整度;②倒圓角圓弧分段。重點檢查為內(nèi)外圓弧中點對中偏差、圓弧加直線段的長度偏差、鋼沉井壁厚偏差、分段分節(jié)高度(有余量)、內(nèi)外圓弧弧度、頂面內(nèi)外環(huán)板的不平整度。
(2) 焊縫外觀質(zhì)量及UT無損檢查。檢驗重點為艙內(nèi)環(huán)形板桁架角鋼、連接板的節(jié)點焊接質(zhì)量、分肢單元組成單元塊的對接焊縫質(zhì)量、壁板單元加勁肋焊縫質(zhì)量。對分肢單元組成單元塊的對接焊縫進行超聲波檢驗,重點在CO2氣體保護焊對接焊縫及其與壁板對接縫的T字、十字接頭處。
(3) 水密性試驗。在焊接完成、焊縫外觀質(zhì)量檢查和超聲波探傷合格后,對壁板對接縫、隔艙板上下節(jié)接高時的對接縫、兩側(cè)壁板與隔艙板及頂層水平環(huán)形板的角焊縫外側(cè)涂刷石灰溶液(做到不漏涂),內(nèi)側(cè)涂刷或噴煤油(做到不遺漏),30 min后觀察白粉上是否有油漬,無油漬為合格,對有油漬處進行打磨,補焊后打磨,重新煤油試驗合格。
(4) 焊接變形控制。將壁板豎向加勁肋的75(75)間斷焊改成150(150)雙面交錯間斷焊,克服了頻繁起熄弧影響焊接質(zhì)量的弊病,焊縫外觀和變形也明顯得到改善。同時焊接工作效率也得到很大提高。
2.5 分段總拼和節(jié)段接高
首節(jié)鋼沉井作為接高基礎(chǔ),在船塢內(nèi)進行,其他節(jié)段在船塢外的平臺上進行組拼。組拼原則為先中間后四周,先隔墻塊段后井壁塊段的方式進行。首先吊裝鋼沉井中心分段,進行縱橫向及高度方向定位調(diào)整,以后以此分段作為定位基準段,再向四周吊裝其他塊段。總拼順序見圖6。

圖6 鋼沉井總拼順序圖
鋼沉井分段組拼采用混凝土塢墩胎架,根據(jù)沉井外形輪廓尺寸設(shè)置,并精確放出胎架地輔線,以保證分段定位及拼裝準確。定位分段吊上胎架基本就位,微調(diào)后使分段上的井壁、橋中心線與胎架地輔線吻合。用抄墊楔型塊的辦法調(diào)整分段上口水平,復(fù)查井壁外殼板和隔墻殼板的垂直度合格后,用加臨時斜撐的辦法將分段與地面鎖緊。拼接塊段吊裝就位,胎架上微調(diào)使其井壁外壁板盡量與胎架地輔線吻合,隔墻中心線與相關(guān)地輔線平行。將分段初步定位固定,測出其平行間距,并據(jù)此決定2分段接縫處的余量,劃出余量切割線,切割余量。開好焊接坡口并打磨,解除對分段的約束,對此分段進行二次定位,檢查水平對合線的水平度,外壁輪廓及隔墻中心線與地輔線的吻合度,復(fù)查壁板垂直度,合格后將分段接縫用碼板的辦法鎖定,拼接塊分段的另一端也用加臨時斜撐的辦法與地面鎖定,然后進行焊接拼裝。
分段拼裝結(jié)束采用1 600 t龍門吊分A,B 2節(jié)段進行接高。首先進行節(jié)段定位,使節(jié)段的井壁與下層節(jié)段井壁吻合,保證節(jié)段上口水平,切割下口余量。定位完成后先進行外壁板的焊接。節(jié)段接高見圖7。
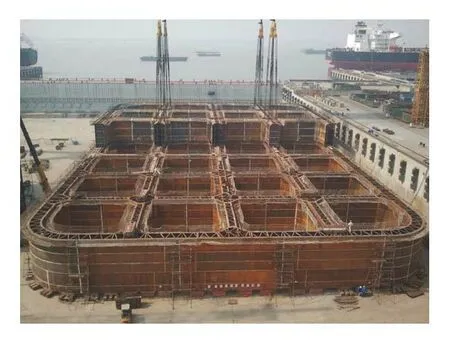
圖7 鋼沉井節(jié)段接高
分段拼接質(zhì)量控制要點如下。
(1) 節(jié)段拼裝和節(jié)段接高質(zhì)量控制。①焊前。焊縫區(qū)焊前打磨,除銹除熔渣;檢查節(jié)段拼裝的豎向?qū)涌诨蚬?jié)段接高的水平環(huán)縫接口的板縫間隙、錯邊量,平整度;節(jié)段頂面桁架預(yù)留接高后焊接的角鋼規(guī)格數(shù)量是否符合圖紙;②焊后。檢查分段、AB節(jié)段、上下節(jié)段接高間的壁板、隔艙板接口焊縫及艙內(nèi)桁架角鋼、水平環(huán)加勁板,壁板加勁肋的連接焊縫焊接外觀質(zhì)量;進行豎接口對接焊縫的超聲波探傷和節(jié)段接高的水平環(huán)焊縫的磁粉探傷。
(2) 水密性試驗。第1節(jié)各單元塊全做煤油試驗,另外隨意選4個節(jié)點單元塊艙內(nèi)灌滿水做水壓試驗;第2~7節(jié)做煤油試驗(包括單元塊焊縫及節(jié)段拼裝焊縫、接高拼裝焊縫);第3節(jié)段對稱選12個井孔焊助浮蓋板后注水試驗。
3結(jié)語
通過嚴格控制,把握鋼沉井制造關(guān)鍵工序的控制要點,鋼沉井制造質(zhì)量得到了有效的保證。
目前國內(nèi)正在進行大規(guī)模的交通土建工程建設(shè),隨著科技進步和設(shè)備性能的提升,大型沉井基礎(chǔ)已經(jīng)在深水橋梁基礎(chǔ)中得到越來越廣泛的應(yīng)用,并且取得較好的工期、技術(shù)、經(jīng)濟效果。雖然沉井已得到很普遍的應(yīng)用,但在薄壁鋼沉井整體制造的方面,鮮有研究分析。滬通長江大橋超大型鋼沉井工廠化整節(jié)段制造監(jiān)控實例,可為類似橋梁提供借鑒。
[1]肖德存.超大型深水沉井結(jié)構(gòu)分析和設(shè)計[J].橋梁建設(shè),2010(5):47-49,73.
[2]陸勤豐.泰州大橋深水沉井基礎(chǔ)設(shè)計[J].中國工程科學(xué),2010,12(4):9-13.
[3]余本俊.大型鋼沉井整節(jié)段制造、運輸與現(xiàn)場接高施工技術(shù)[J].橋梁建設(shè),2013,43(2):110-115.
[4]蔣能世.南京長江第四大橋北錨碇沉井鋼殼制作及拼裝技術(shù)[J].公路,2010(6):16-19.
收稿日期:2015-06-21
DOI10.3963/j.issn.1671-7570.2015.05.007
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
