逆變弧焊電源中電子電抗器應用分析
2016-01-08 07:55:08羅云萌,張城
機械與電子 2015年4期
逆變弧焊電源中電子電抗器應用分析
羅云萌1,張城2
(1.陜西鐵路工程職業技術學院,陜西 渭南 714000;2.川慶鉆探工程有限公司,四川 成都 610051)
ResearchofElectronicInductorinInverterArcWeldingPowerSource
LUOYunmeng1,ZHANG Cheng2
(1.ShaanxiRailwayInstitute,Weinan714000,China;2.CNPCChuanqingDrillingEngineering
CompanyLimited,Chengdu610051,China)
摘要:針對逆變CO2焊機,設計了一種雙閉環控制的電子電抗器。內環為電流負反饋,外環為電壓負反饋,并分別設計相應的調節器來調節電流和電壓,二者之間串級連接。實驗表明,該電子電抗器控制的逆變CO2焊機波形調節性能好,不僅解決了物理電抗器體積笨重、不易調節的缺點,更有效地減小了焊接飛濺,改善了焊縫成形。
關鍵詞:逆變弧焊電源;物理電抗器;電子電抗器
中圖分類號:TG434.1
文獻標識碼:A
文章編號:1001-2257(2015)04-0047-03
收稿日期:2014-11-17
作者簡介:羅云萌(1987-),男,陜西渭南人,碩士研究生,助教,主要研究方向為焊接電源。
Abstract:In this paper, designed a new electronic inductor which is double closed-loop control for inverter CO2 welding. Inner loop was the feedback of current, outer loop was the feedback of voltage. An adjuster was designed to adjust current and voltage respectively, which connected each other in series. The experiment suggested this inverter CO2 welding supply controlled with electronic inductor has good capability of adjusting; little sputtering and fine weld formation.
Keywords:inverterarcweldingpowersource;physicsreactor;electronicinductor
0引言
CO2焊機由于其生產效率高,焊接變形小,焊縫中含氫量少等優點得到了廣泛的應用。但在使用過程中,由于CO2氣體熱物理性能的特殊影響,使用常規焊接電源時,焊絲端頭熔化金屬不可能形成平衡的軸向自由過渡,通常為短路過渡,與其他焊自由過渡相比,飛濺較多、成型較差,這些缺點也限制了其進一步推廣。以往的焊機采用輸出端串聯鐵磁電感這種方式,來控制電流的上升或下降,但是其體積大、可調性差,不利于推廣。
整流式CO2焊機大多采用三相整流電路,其工作頻率僅為300 Hz,與短路過渡頻率相近,所以對短路過程難以精確控制。而逆變CO2焊機的工作頻率為20 kHz左右,其工作周期為50 μs左右,動特性的調節不再依靠回路中的電感,而采用調節逆變器的占空比來完成,這樣就可以很容易獲得所需要的電源動特性,也提高了電源對負載瞬變的反應能力。在此,設計了一種電子電抗器,對輸出電流波形進行控制。
1總體控制方案
電子電抗器系統采用電流和電壓雙閉環反饋控制系統,其工作原理如圖1所示。系統內環為電流負反饋環,外環為電壓負反饋環,并分別設計相應的調節器來調節電流和電壓,二者之間串級連接。電壓調節器的輸出(Ig)當作電流調節器的輸入,然后用電流調節器的輸出去控制PWM的輸出,進而控制逆變器的輸出。

圖1 電子電抗器工作原理
2控制原理分析
電子電抗器雙閉環控制系統的傳遞函數框圖如圖2所示。圖2中,Ug為給定電壓值;K2為電壓環放大倍數;T為積分時間常數;K1為電流環放大倍數;A為主電路放大倍數;R為輸出回路電阻及電弧等效電阻;Io為輸出電流;Uo為輸出電壓;m為電流反饋系數;n為電壓反饋系數。

圖2 電子電抗器傳遞函數框圖
電壓調節器和電流調節器設計為比例環節,電子電抗器也設計為簡單的積分環節,具體按實驗實際情況再進行參數優化。對于內環來講,其傳遞函數為:
(1)

(2)
從式(2)可以看出,此環節為比例環節,僅對輸入信號Ig起到比例放大作用。那么整個系統的傳遞函數為:
(3)

(4)

(5)
由式(5)可知,在控制系統中串入了一個積分環節,可以得到和串聯物理電抗器式焊機形式完全相同的傳遞函數。適當地調節參數,可以使它們的動態性能完全相同,這就是電子電抗器的控制原理。再進一步得到電流的表達式:
(6)
上式表明,系統為慣性環節,改變時間常數就可以改變電流的上升率和下降率。它的作用就如同調整串聯在焊接回路的直流電抗器的電感量。
3電子電抗器電路設計
如圖3所示,將電壓調節器先設計為比例(P)調節器。P調節器實質上是一個增益可調的放大器,只改變信號的增益而不影響其相位。
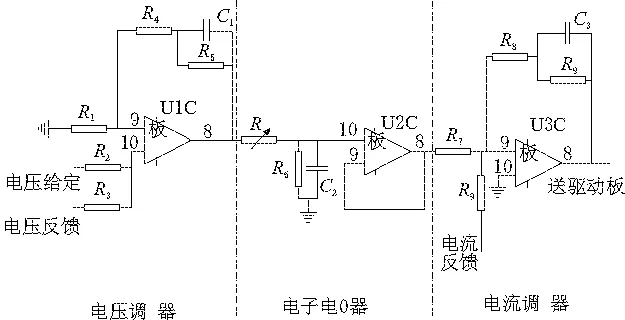
圖3 電子電抗器電路
加大控制器的增益可以提高系統的開環增益,減少系統穩態誤差,從而提高系統的控制精度,但是會降低系統的相對穩定性,甚至造成閉環系統的不穩定。因此增加一個積分(I)環節構成PI調節器,積分控制器可以提高系統的無差度,使系統穩態性能提高。合理設置參數可以改善單純采用P調節器帶來的穩態性能的降低。其傳遞函數為:
(7)
KP主要影響響應速度,KP越大,響應越快,但是太大會引起較大的超調、振蕩、甚至不穩定。KP增加則超調增加,反之亦然。TI主要影響靜態精度,消除靜差。穩態時,TI越大,靜態精度越高,消除靜差越快,但是積分控制作用太強會使動態性能變差。TI增加則超調下降,反之亦然;TI減小則穩態性下降,反之亦然。由于積分環節是臨界不穩定環節,實際上采用一階慣性環節來代替。電流調節器也設計為一個比例環節和一個慣性環節串聯組成。為了保證內環較強的隨動能力,將積分時間常數TI設計得很小,完全可以忽略。
對于由R,R6,C2組成的充放電網絡,其傳遞函數為:
(8)
變換到時域:
(9)
可見輸出是按照底數為歐拉數e的指數規律變化。在R6固定不變的情況下,改變R的值便可改變輸出值的變化。且R值越小變化的速率越大,波形越陡,反之,R值越大波形越平緩。可以根據不同的情況進行調節。
綜上所述,可以通過調節R值改變電子電抗器的波形變化規律,從而改變PWM波形占空比,進而使焊機輸出隨之變化。達到了與物理電抗器一樣的控制效果。并可以按照不同的焊接情況進行調節。
4試驗驗證
試驗條件:焊絲采用金橋直徑為1.2mm焊絲;母材為A3鋼;焊接速度為0.5m/min;保護氣體為CO2;保護氣體流量為15 L/min。焊接規范采用150 A/21.5 V。面板可調電阻R取較大值進行焊接,并測得輸出電流波形如圖4所示。此時短路頻率低電流峰值小,容易發生固體短路。適當調小R的取值,測得波形如圖5所示,頻率達到70Hz左右,電流峰值增大,飛濺小。

圖4 R取較大值時輸出電流波形
繼續減小R的取值,測得電流波形如圖6所示,短路頻率高峰值大,飛濺大。
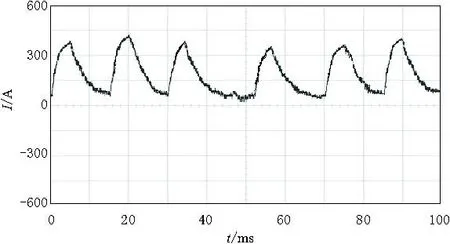
圖5 R取合適值時輸出電流波形

圖6 R取較小值時輸出電流波形
由圖4~圖6可以看出,調節該電子電抗器相應的參數,可以獲得和調節物理電抗器取值一樣的效果。
5結束語
針對物理電抗器的缺點,設計了電子電抗器,并通過控制原理的分析和傳遞函數的推導,證明了該設計方案的理論正確性。最后通過具體實驗進一步驗證了該電子電抗器的合理性。
參考文獻:
[1]殷樹言.氣體保護焊工藝基礎[M].北京:機械工業出版社,2007.
[2]方臣富.船舶焊接設備的現狀及發展[J].電焊機,2006,36(8):15-19.
[3]胡壽松.自動控制原理[M].4版.北京:科學出版社,2001.
黃鵬飛,劉嘉,盧振洋,等.IGBT逆變式與晶閘管整流式CO2焊機工藝性能對比[J].電焊機,2003,33(4):16-18.
