微細電火花加工脈沖電源及智能控制器設計
2016-01-08 07:55:08尚繼良,陳強
機械與電子 2015年4期
微細電火花加工脈沖電源及智能控制器設計
尚繼良,陳強
(青島科技大學,山東 青島 266042)
Design of Pulse Generator and Intelligent Controller for Micro EDM
SHANG Jiliang,CHEN Qiang
(Qingdao University of Science and Technology,Qingdao 266042,China)
摘要:設計了以DSP和CPLD為控制單元的微細電火花脈沖電源,滿足微細電火花加工單個脈沖能量小而可控的要求。針對加工過程難以用數學模型描述的問題,利用智能控制不依賴數學模型的優勢,設計了模糊神經網絡控制器,根據間隙放電狀態,對在線參數實時調整。通過微小孔加工實驗表明,采用智能控制的加工方式可以提高加工速度,有很好的應用前景。
關鍵詞:微細電火花加工;脈沖電源;模糊神經網絡
中圖分類號:TG661
文獻標識碼:A
文章編號:1001-2257(2015)04-0065-04
收稿日期:2014-11-24
作者簡介:尚繼良(1956-),男,山東青島人,教授,碩士研究生導師,研究方向為工業過程建模與計算機控制;陳強(1989-),男,山東淄博人,碩士研究生,研究方向為智能控制理論及應用。
Abstract:This paper designed a micro EDM pulse generator used DSP and CPLD as the control unit,which can satisfy the requirements that the micro EDM single pulse energy must be small and controllable.According to the problem that mathematical model of machining process is difficult to build,we designed a fuzzy neural network controller,because intelligent control has the advantages that it does not depend on the mathematical model,so we can adjust the online parameters in real time according to the gap state.The micro hole machining experiment shows that the processing method of intelligent control can improve the processing speed,which has a good apply prospect.
Key words:micro EDM;pulse generator;fuzzy neural network
0引言
微能脈沖電源是微細電火花加工能量的核心。它的單次脈沖放電的性能直接影響著電火花加工速度,加工質量、穩定性等加工指標。因此,脈沖控制是電火花加工過程控制的一個重要方面。從加工時單個脈沖能量小而可控的設計思路出發,設計了基于CPLD的可控式RC脈沖電源,具有頻率高、脈寬、脈間可調的特點。針對電火花在線加工參數難以控制的問題,利用神經網絡模糊控制不依賴數學模型進行控制和分布式數據處理的特點,設計了基于DSP的加工過程模糊神經網絡控制器,根據放電狀態實時在線調節加工參數,提高了加工穩定性和加工速度。
1微能脈沖電源硬件設計
1.1系統總體結構設計
微細電火花加工過程總體結構如圖1所示。
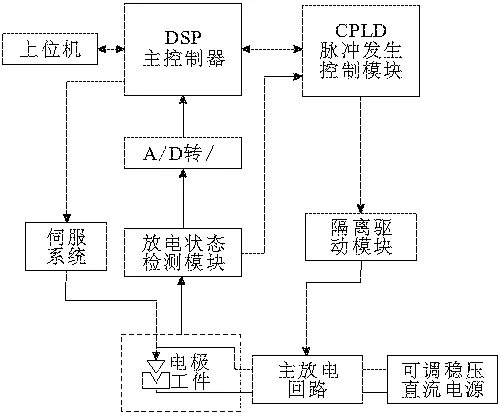
圖1 系統總體結構
脈沖電源由主控制模塊、脈沖發生模塊、隔離驅動模塊、放電狀態監測模塊和主電源模塊等幾個部分組成。以DSP為核心的主控制模塊通過串口接收上位機的離線參數設置,發給以CPLD為核心的脈沖發生模塊,產生相應脈沖經高速光耦隔離后放大驅動功率MOSFET,產生電加工所需的高電壓脈沖。為了對放電狀態進行實時監控,放電檢測模塊實時檢測放電狀態并反饋給主控模塊,主控制模塊的核心是模糊神經網絡控制器,對放電檢測狀態經模糊運算處理后實現對在線加工參數的實時調整,以確保加工過程的穩定進行。
1.2主放電回路模塊設計
微細電火花加工過程其實是單脈沖放電的累積過程,要得到較高的加工精度和表面質量,就必須控制單脈沖放電能量,一般要求將單脈沖放電的能量控制在10-7~10-6J。設計的主放電回路如圖2所示。為保證單脈沖放電能量有較寬的調節范圍,實現不同精度的加工能力,設計了不同精度下的限流電阻值和加工電容,加工前上位機通過DSP發送指令給CPLD,由CPLD控制繼電器實現不同精度下K1、K2的選擇。脈沖間隔和脈沖寬度時段,Q2和Q1交替導通,從而使電容的充放電過程相分離,產生可控的單脈沖放電能量。
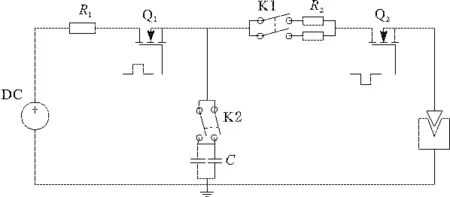
圖2 主放電回路結構
1.3脈沖發生控制模塊設計
脈沖發生單元主控器件選用了ALTERA公司的EPM7128SQC100型CPLD。CPLD是一種運行速度快、集成度高、系統設計靈活和可靠性高的可編程邏輯器件,它接收DSP傳送來的脈沖調節參數,實時調節脈沖寬度和脈沖間隔,并且能及時處理反饋的部分放電狀態檢測信號。為保證系統的實時性,采用雙口RAM的方式實現CPLD與DSP之間的數據交換。CPLD選擇50 MHz的晶振,時鐘周期20 ns,可實現最小100 ns的脈沖寬度。采用 QuartusII軟件對程序進行編程、編譯、仿真和下載。基于模塊化設計思想,將脈沖發生模塊內部邏輯劃分為若干個子模塊,并在底層用 VHDL 來實現。各子模塊主要包括數據鎖存模塊、脈沖發生模塊、信號調理模塊和輸入輸出控制模塊等。
1.4隔離驅動模塊設計
目前,在中小功率的電火花加工用脈沖電源中,普遍采用功率MOSFET作為功率開關,而要實現MOSFET的高速通斷,必須要滿足幾個條件:驅動電路的延時要小;驅動電路提供的驅動電流要大;輸出負載要盡量小。脈沖發生器產生的脈沖信號不可以直接驅動MOSFET,本設計選用IR公司的專用芯片IR2117和IR2118,來驅動2個功率MOSFET,它們輸入信號相同時輸出電平相反,其部分驅動電路如圖3所示。為防止強電信號對數字系統的干擾,采用高速光耦HCPL2631對脈沖發生電路和驅動電路進行隔離。
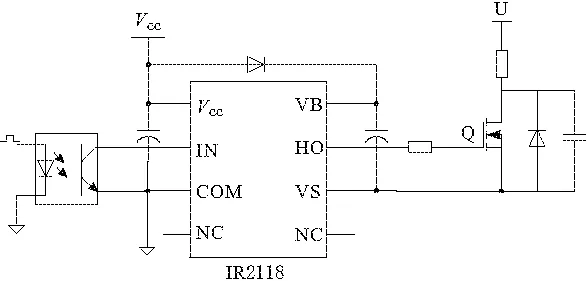
圖3 功率MOSFET驅動電路部分原理
1.5放電狀態檢測模塊設計
電火花加工過程實質上一個放電間隙維護的過程,放電間隙狀態直接反映了加工質量的好壞,因此,放電間隙的狀態檢測是脈沖電源和伺服系統參數控制的重要依據。本設計采用平均電壓檢測法和單脈沖放電狀態檢測法。在脈寬和脈間較小時,很難對每個脈沖檢測,因此采用平均電壓檢測,將檢測電壓經過A/D轉換后送入DSP主控制器;當脈寬和脈間較大時,采用高速比較器對分壓后的極間電壓和各個狀態的參考閾值比較,輸出到CPLD進行邏輯判斷得出放電狀態。通過統計一定時段內正常放電、開路和短路的脈沖所占的比率,可以得出該時段內放電間隙的狀態好壞。
1.6主控制模塊設計
主控制模塊從功能上可以劃分為:上位機通信單元、放電狀態檢測數據處理單元、模糊神經網絡控制單元和CPLD通信單元。其核心是模糊神經網絡控制器,由于放電狀態檢測數據處理和模糊神經網絡控制器需要大量的數據分析和計算,普通MCU很難勝任,因此,采用數據處理能力強大的TMS320F335芯片來實現。系統初始化后,DSP通過串口接收上位機發送的離線參數,并通過雙口RAM傳達給CPLD脈沖發生模塊。加工過程中,DSP接收A/D轉換和CPLD發送來的放電狀態數據,通過模糊神經網絡控制器運算后輸出加工參數的調整量。
2智能控制系統設計
2.1控制方案設計
電火花加工是一個非常復雜的過程,其加工效果和工藝參數的關系很難通過數學模型來描述。模糊控制和神經網絡控制是當前重要的智能控制算法,模糊控制不依賴被控對象數學模型,以人工經驗的知識表示和模糊邏輯推理為基礎,神經網絡有很強的的自學習能力。在此,將兩者結合設計了模糊神經網絡控制器,以實現對加工過程在線參數的調整。
電火花放電時間極短,不可能對每個放電脈沖實時調整,因此將一定周期內的放電狀態統計數據作為控制系統輸入數據。放電狀態以一定時間間隔內的空載率φd、正常放電率φe、短路率φs來表示,其滿足如下關系:
(1)
(2)
∑td、∑te和∑ts分別為某個時間段內各狀態脈沖之和;∑t 為脈沖個數總和。由式(2)可知,已知三者中的任意2個放電狀態率即可確定第3種狀態率。
以微細電火花加工過程為控制對象,將放電狀態統計參數做為系統輸入,將對加工速度、加工過程穩定性和電極損耗影響最大的伺服參考電壓、脈沖間隔、抬刀周期的調整倍數Δsv,Δto,Δtr作為被控量,以電加工過程的穩定性衡量在線參數的合理性。控制系統結構如圖4所示。

圖4 模糊神經網絡控制系統原理
2.2模糊神經網絡控制器的實現
2.2.1 模糊控制器的結構解耦
參考文獻根據介紹的方法,利用模糊控制器的解耦性,通過模糊關系方程分解,在控制器結構上實現解耦。將一個多輸入多輸出結構的模糊控制器,解耦成為多個兩輸入單輸出的模糊控制器,簡化了控制器設計。模糊控制器的結構解耦過程如圖5所示。
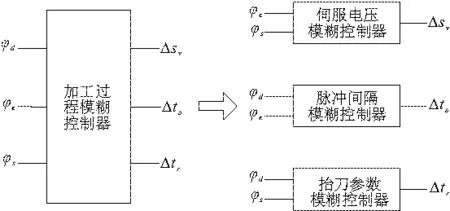
圖5 模糊控制器解耦
2.2.2 輸入輸出參數的模糊化
根據經驗可知,正常火花放電率基本上呈正態分布,實際加工過程穩定后,正常火花率一般在65%~85%之間,空載率和非正常火花率在10%~35%之間。因此,根據經驗值,可設置輸入輸出變量的論域范圍如下:φe∈[0.6,0.8];φd,φs∈[0.05,0.35] ; Δsv,Δto,Δtr∈[5,2]。
考慮系統的實時性,盡量減少計算量,采用三角形隸屬度函數。輸入變量φd,φe,φs可以表示為{VS,S,M,L,VL};輸出變量 Δsv,Δto,Δtr可以為{NB,NM,NS,ZE,PS,PM,PB}。
2.2.3 神經網絡實現模糊控制規則
模糊控制中的規則庫主要包含了最佳放電狀態的專家知識和經驗,控制規則就是這些知識的描述。以脈沖間隔模糊控制器為例,由于輸入參數的模糊子集均為5,并且要滿足條件φd+φe≤1,根據經驗知識,得到具體模糊規則如表1所示。
將根據經驗得到的模糊規則作為神經網絡的訓練樣本。神經網絡結構采用3層BP網絡結構,將輸入變量的模糊集合作為系統輸入層,隱含層的每1個節點表示1條模糊推理規則,輸出層為輸出參數的語言變量。以脈沖間隔模糊控制規則的訓練為例,其算法設計如下所述。
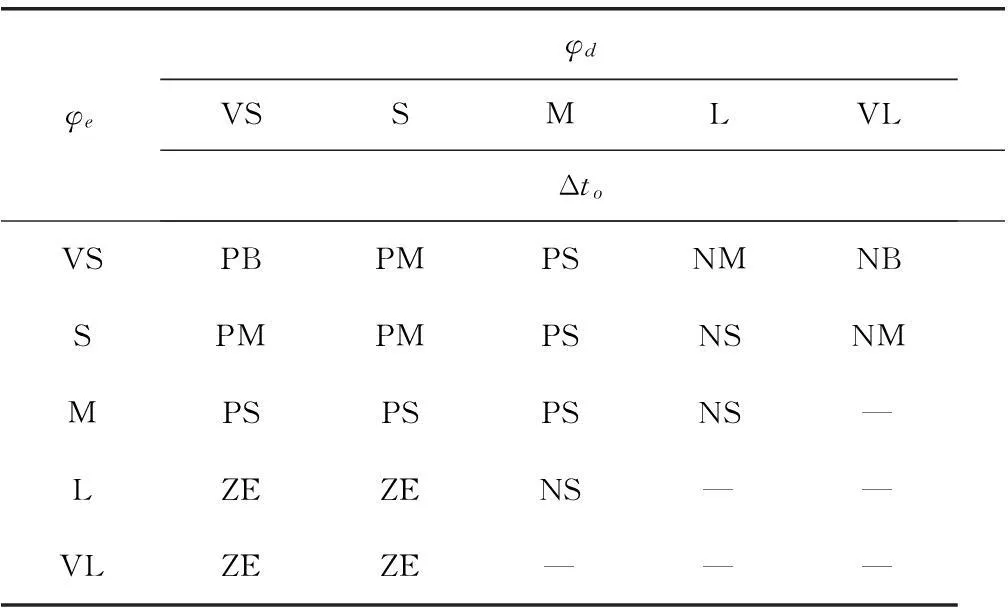
表1 脈沖間隔模糊控制規則表

2.2.4 輸出量的反模糊化
控制器的輸出結果是模糊量不能直接用作實際的控制,需要處理后求取一個能恰當反映模糊量的精確值。為此,采用重心法對模糊輸出量進行反模糊化,得到可以實際應用的清晰量。
3加工實驗
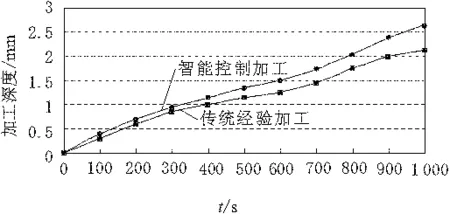
圖6 微小孔加工實驗加工速度對比
將該智能脈沖電源用于微小孔加工實驗,設定脈沖寬度為5 μs,占空比為50%,峰值電流為1.2 A,開路電壓為40 V,采用直徑為0.5 mm紫銅電極,工件為不銹鋼。在其他加工條件都相同的情況下,分別采用傳統經驗控制方式和模糊神經網絡控制方式,進行加工實驗,加工速度的比較情況如圖6所示。實驗表明,采用智能控制技術的加工方式有著更快的加工速度,而且加工時間越長,差距越明顯。
4結束語
根據微細電火花脈沖電源放電能量小、脈沖頻率高的要求,設計了基于DSP和CPLD的微能脈沖電源,并針對電火花加工參數控制復雜的問題,利用模糊神經網絡控制技術,實現對在線參數的實時檢測和調整,以保證加工過程的穩定性。加工實驗表明,采用智能控制的加工方式具有明顯的速度優勢。
參考文獻:
[1]蔣毅,趙萬生,顧琳,等.微細電火花加工脈沖電源及其脈沖控制技術.上海交通大學學報,2011,45(11):1684-1694.
[2]黃海清,劉偉,曾令燎,等.微細電火花加工可控式RC脈沖電源研究.電加工與模具,2013(2):12-15.
[3]趙衍青.微細電火花加工微能脈沖電源模塊的研究.南昌:華東交通大學,2010.
[4]王真.新型電火花脈沖電源研究. 太原:太原科技大學,2011.
[5]黃瑞寧,劉兵,樓云江.基于模糊控制的微細電火花加工脈沖電源研究.中國機械工程,2012,23(14):1718-1722.
[6]吳仕鵬.電火花加工脈沖電源智能控制器的研究.青島:中國石油大學,2008.
[7]陳繼明,劉永紅,桑曉,等.電火花加工智能控制系統的建模及仿真.計算機仿真,2009,26(1):181-184.
[8]王昕,賈菲.電火花加工智能控制算法研究.長春工業大學學報:自然科學版,2007,28(4):398-401.
[9]羅元豐,趙萬生,狄士春.電火花加工放電狀態的檢測及神經模糊控制.高技術通信,2000,10(11):72-74.
