鉆機結構件K形坡口全熔透焊縫焊接質量控制
2016-01-09 21:11:32楊曉哲
焊管 2016年10期
楊曉哲
(寶雞石油機械有限責任公司,陜西 寶雞721002)
1 K形坡口全熔透焊縫工藝要求
近幾年,在公司海洋工程結構設計中,對材質為Q345D中厚板的焊接多采用承載能力強、無缺口效應的全熔透焊縫(CJP),其焊接坡口形式為45°~55°K形坡口,鈍邊 2 mm,正面焊,背面碳弧氣刨清根,并用砂輪打磨清理后完成焊接,且要求100%UT探傷合格。常見焊縫形式如圖1所示,工件接頭形式如圖2所示。
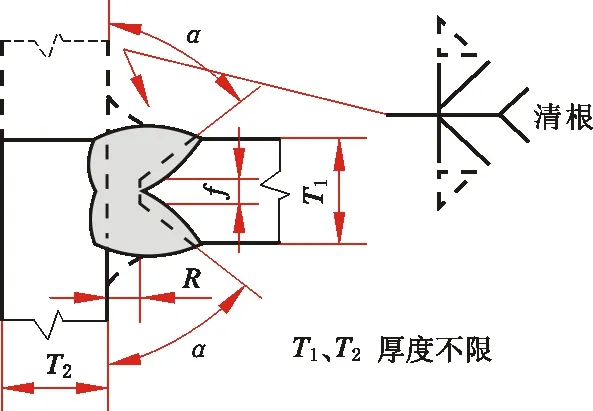
圖1 焊縫形式示意圖

圖2 工件接頭形式
2 K形坡口全熔透焊縫常見的焊接缺陷
2.1 尺寸缺陷
包括焊接結構的尺寸誤差和焊縫形狀不佳等,焊縫表面凸凹不平、寬度不均、波紋粗大,這些缺陷不僅使焊縫成形不美觀,而且易造成應力集中,降低焊材與母材的結合強度,從而影響焊縫質量。
2.2 結構缺陷
主要包括氣孔、夾渣、根部未熔合或未焊透、咬邊、裂紋等,是焊接過程中最容易出現的缺陷,這些缺陷的存在不僅降低了焊接接頭的力學性能,而且造成應力集中,易形成裂紋,導致結構破壞,使焊接結構無法承受正常載荷。
3 K形坡口全熔透焊縫質量缺陷原因分析
(1)打底焊采用富氬混合氣體保護焊(80%Ar+20%CO2),如圖3所示。由于噴嘴直徑相對較大,焊絲不易伸入到接頭根部,易造成根部未熔合。
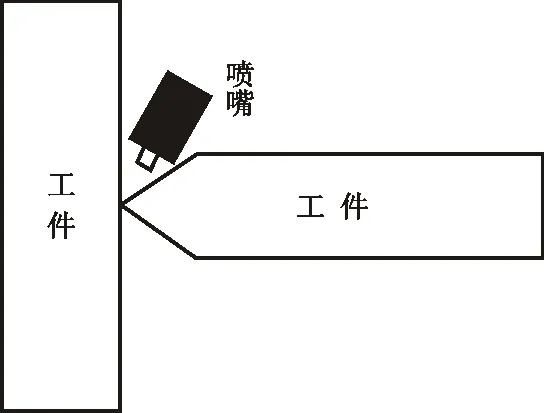
圖3 富氬混合氣體保護焊示意圖
(2)采用富氬混合氣體保護焊打底時,焊絲伸出長度過長,不符合工藝要求,致使氣體保護不到位,易產生氣孔;另外,焊絲伸出長度過長,焊接電流變小,易引起未焊透,電弧不穩;焊絲伸出長度較短時,噴嘴易粘附飛濺,導電嘴易損壞,看不清焊接電弧,焊槍無法擺動,同時,焊絲伸出長度短,焊接電流增大,弧長變小,熔深變深,而且焊絲不易于伸入到接頭根部。
(3)電弧電壓和焊接電流的影響。電弧電壓是短路過渡的關鍵參數,短路過渡的特點是:采用較低電壓,電弧電壓與焊接電流相匹配,可以獲得飛濺少、焊縫成形良好的穩定焊接過程。
焊接過程中合理控制電弧長度是保證焊縫質量穩定的重要因素。電弧電壓主要由電弧長度決定,電弧長度越大,電壓越高;電弧長度越短,電壓越小。電弧過長對熔化金屬保護差,空氣中的O、H、N等有害氣體容易侵入,使焊縫易產生氣孔,金屬的力學性能降低;若弧長過短,電弧對溶池的表面壓力過大,使熔池中氣體及熔渣上浮受阻,從而引起氣孔、夾渣等缺陷的產生。
焊接電流大小選擇恰當與否直接影響到焊后的焊縫質量。焊接電流過大,雖然可以提高生產效率,并使熔透深度增加,但易出現咬邊、焊穿,增加焊件變形和金屬飛濺,也會使焊接接頭的組織由于熱量過大而變化,并增大氣孔傾向;電流過小使電弧不穩、熔深減小,易出現未焊透、成形不良、夾渣等缺陷。
4 防止K形坡口全熔透焊縫缺陷的措施
4.1 做好焊前準備
(1)在工件上加工相應的坡口和鈍邊,坡口角度在45°~60°較合適。清理焊縫周圍(焊道兩邊30 mm以內)母材上的鐵銹及油污,直至露出金屬光澤。工件裝配定位焊接時,按規定留出間隙(預留4~5 mm),以保證根部熔透。為了便于操作,定位焊點在焊縫的兩端,防止收縮變形,造成尺寸誤差。
另外,由于大坡口焊縫在焊接及清根過程中,熱輸入量過大會產生焊接變形。因此,需要將對稱工件背對背點焊牢固,焊接工裝控制變形,以達到控制反變形目的(如圖4和圖5所示)。
(2)對焊縫根部及拐角處砂輪無法清理部位,采用機加絞刀安裝在角磨機上進行清理,清理效果顯著,保證了焊縫內在質量,為全熔透焊縫超聲波探傷(UT)奠定了良好的基礎。

圖4 背對背點焊

圖5 工裝固定
4.2 選擇合理焊接方法和工藝要求
由于采用焊條電弧焊時,焊條可以伸入接頭根部(如圖6所示),還可以在小范圍內調整焊接角度,能很好地保證接頭根部質量。經過多次實踐,我們決定對坡口深度大于12 mm的焊縫,采用焊條電弧焊打底+富氬混合氣體填充、蓋面。為了保證熔透,采取小鈍邊(0~1 mm),先用焊條電弧焊后,背面碳弧氣刨清根,然后焊條電弧焊打底,富氬混合氣體保護焊填充、蓋面。經多次試驗后,得出最佳工藝參數,見表1。
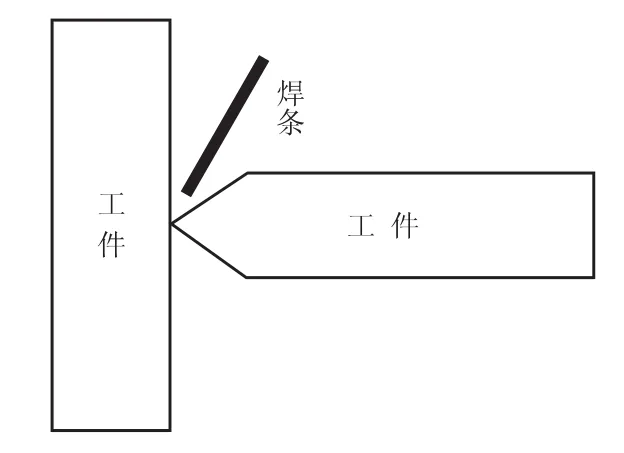
圖6 焊條電弧焊示意圖

表1 最佳焊接工藝參數
4.3 焊后不去除工藝撐(工裝)進行去應力處理
為了消除焊后工件產生大的內應力,采用整體高溫回火,即將構件整體加熱到600~650℃。在這樣的溫度下,其屈服點降低,內部由于應力的作用而產生一定的塑性變形,然后再緩慢冷卻下來,從而使應力得到消除。整體焊后熱處理,一般可將80%~90%的殘余應力消除掉,減少焊后工件變形。
5 結 論
采用上述焊接工藝和操作方法焊接K形坡口全熔透焊縫,既保證了焊接質量,又控制了焊接變形,產品的一次探傷合格率從以前的50%提高到了90%以上,進一步降低了焊縫返修率,提高了生產效率,節約了制造成本。
[1]王德軍.CO2氣體保護焊在焊接工藝的應用淺析[J].中國科技財富,2009(2):12.
[2]李生銀.工字梁角焊縫接頭的研究分析[J].寧夏機械,2006(1):17-19.
[3]曾尚兵.焊接過程質量控制分析[J].科技資訊,2008(34):125.
[4]姚杞,羅震,羅輝.焊接工藝對T形接頭構件焊接應力分布的影響[J].焊接技術,2013,42(2):17-20.
[5]羅立偉,付小超.焊接殘余應力的產生及其消除方法[J].山西建筑,2008,34(20):134-135.
[6]張應立,周玉華.焊接質量管理與控制讀本[M].北京:化學工業出版社,2010.
[7]陳祝年.焊接工程師手冊[M].北京:機械工業出版社,2002.
[8]王文翰.焊接技術手冊[M].鄭州:河南科學技術出版社,2001.
[9]方洪淵.焊接結構學[M].北京:機械工業出版社,2008.
[10]劉春玲.焊工實用手冊[M].合肥:安徽科學技術出版社,2009.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24