鋁/鋼異種金屬電弧熔釬焊界面結構的研究現狀*
2016-01-09 21:11:40黃健康
焊管 2016年10期
關鍵詞:界面
李 杰,黃健康
(1.西安航空職業技術學院 航空材料工程學院,西安710089;2.蘭州理工大學 有色金屬合金及加工教育部重點實驗室,蘭州730050)
1 概 述
近年來,由于能源問題和汽車尾氣排放引起的環境問題日益嚴重,汽車輕量化受到了世界各國越來越多的關注。鋁及鋁合金具有密度小、比強度高、耐腐蝕等特點,在航空航天、汽車、國防等行業得到了廣泛的應用。在機械制造業中,鋼是一種應用最為廣泛的金屬材料,為了充分利用兩種材料的優勢,鋁與鋼異種金屬連接的復合結構在汽車、航空航天、電力等行業具有越來越廣泛的應用前景[1-2]。
國內外學者就鋁/鋼異種金屬的連接進行了大量的相關研究,其焊接方法幾乎涉及到焊接領域的各個方面,大體分為壓焊、釬焊、攪拌摩擦焊、熔焊和熔釬焊。對于壓焊[3]和釬焊[4]來說,雖然可以得到性能良好的鋁/鋼焊接接頭,但受工件形狀和尺寸的限制,其應用范圍受到了很大的影響;而對于熔化焊[5-6],在焊接接頭內極易形成硬而脆的金屬間化合物,不易獲得力學性能良好的焊接接頭。除此之外,一些傳統的鋁/鋼機械連接方法如鉚接、螺栓連接由于其在密封及表面成形等方面不能滿足不斷發展的鋁/鋼復合結構的要求,該類機械連接方法受到了限制。針對鋁與鋼物理化學性質的不同,通過分析鋁及鋁合金與鋼異種金屬熔化焊時存在的問題,認為鋁/鋼熔釬焊是適合鋁/鋼復合結構大批量、高效制造的焊接技術。采用激光熔釬焊和電子束熔釬焊方法可以實現鋁/鋼異種金屬的高質量焊接,但復雜和昂貴的設備要求限制了其在很多工業領域的廣泛應用。電弧焊是工業領域中應用最為廣泛的焊接方法,因此,利用電弧焊進行鋁/鋼異種金屬的焊接將極大地推動鋁/鋼異種金屬焊接結構在工業領域的應用。電弧熔釬焊主要包括TIG熔釬焊、MIG熔釬焊[7-8]以及激光-電弧復合熔釬焊等[9]。本研究簡要介紹了鋁/鋼異種金屬電弧熔釬焊焊接方法,并對鋁/鋼異種金屬熔釬焊過程中的界面結構進行了分析,同時重點闡述了合金元素對焊接接頭的作用機理,以便為實際生產中焊接工藝的優化提供參考。
2 鋁/鋼焊接性分析及焊接方法
由于鋼和鋁的熱物理性能相差很大,性能的差異導致了鋼和鋁的焊接較為困難。鋁與鋼的熔點相差很大,焊接時低熔點的鋁發生了熔化,而高熔點的鋼處于固體狀態幾乎不發生熔化。除此之外,鋁和鋼的密度相差很大,當鋼完全熔化后,液態鋁浮在鋼水上面,冷卻結晶后焊縫成分不均勻,使得焊接接頭的性能降低。鋁和鋼的熱導率及線膨脹系數相差很大,焊接過程中接頭處會產生很大的熱應力,增加了裂紋產生的傾向。另外,鋁高溫時容易形成高熔點的Al2O3,形成焊縫夾渣直接影響焊縫的熔合。Al-Fe二元相圖如圖1所示。在熔焊焊接時,鋁與鐵之間既可以形成固溶體、共晶體,也可以形成Al-Fe金屬間化合物。鐵在固態鋁中的溶解度極小,在室溫下鐵幾乎不溶于鋁,所以含微量鐵的鋁合金在冷卻過程中極易結晶產生金屬間化合物FeAl3。冷卻過程中隨著含鐵量的增加,相繼出現Fe2Al5、FeAl2、FeAl等金屬間化合物,其中Fe2Al5的脆性最大,會使焊接接頭的塑性和韌性顯著降低。因此,采用熔化焊方法進行鋁/鋼異種金屬的連接難度很大,在焊接過程中接頭界面反應層會產生大量脆性的Fe-Al金屬間化合物,這是鋁及鋁合金與鋼熔化焊接的主要障礙。
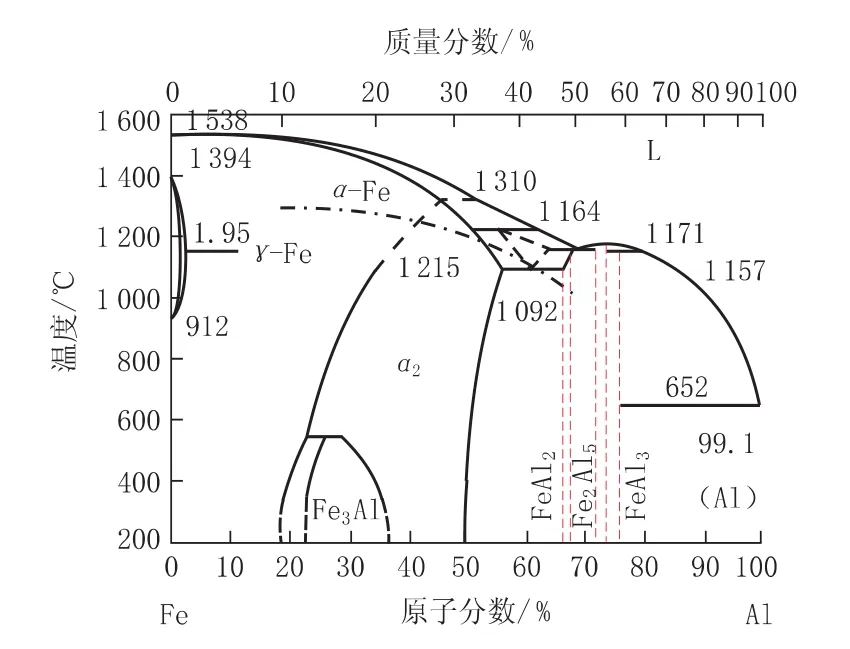
圖1 Al-Fe二元相圖
電弧熔釬焊是一種良好的異種金屬連接方法,采用電弧熔釬焊方法進行鋁/鋼異種金屬的焊接已成為當前的研究熱點。鋁/鋼異種金屬電弧熔釬焊過程實質是熔化的鋁和固相的鋼通過冶金反應結合在一起,這種焊接過程同時具有熔化焊和釬焊的特點,即利用兩種母材熔點上的較大差異,在低熔點的鋁發生熔化時,保證高熔點的鋼母材不發生熔化。這樣,一方面填充金屬與熔化的鋁母材形成熔化焊的焊接接頭,另一方面熔化的焊絲和鋁母材在鋼基體的表面鋪展,形成釬焊焊接接頭。因此,在采用電弧熔釬焊方法實現鋁/鋼異種金屬的焊接時,對焊接熱輸入的精確控制有非常高的要求。
TIG焊電弧穩定且可控性好,適合鋁/鋼異種金屬熔釬焊連接,但TIG熔釬焊焊接效率低。當采用MIG焊方法進行鋁/鋼異種金屬焊接時可明顯提高焊接效率,因此,MIG熔釬焊鋁/鋼異種金屬受到了國內外學者的廣泛重視。近年來國外FRONIUS公司提出了熱輸入精確控制型MIG焊方法—CMT(冷金屬過渡)方法,該焊接方法在熔滴發生短路時焊絲迅速回抽使熔滴發生過渡,熔滴發生過渡時的短路電流很小,過渡所需要的力不再完全依賴電弧電流,電弧電流主要用于加熱焊絲和熔池。該焊接方法在焊接過程需要的熱和力分別從兩條渠道按各自的最佳要求提供,其焊接參數的調節更加靈活,更容易滿足鋁/鋼異種金屬焊接的要求。江蘇科技大學的崔佃忠等[10]采用CMT技術對鋁和鍍鋅鋼板異種材料進行了熔釬焊連接,研究發現,接頭界面區組織為Fe2Al5、FeAl2、FeAl和FeA13的混合層,接頭主要斷裂于鋁母材的熱影響區,接頭強度達到115.7 MPa。
美國肯塔基大學的張裕明教授提出了旁路電弧的雙電極 GMAW 方法(簡稱 DE-GMAW)[11],其基本原理是在焊絲與工件的電弧中間并入TIG旁路電弧對流入母材的電流進行分流,從而減少焊接過程中母材的熱輸入,實現焊接過程中熱輸入的精確控制。蘭州理工大學的石玗等[12]用旁路耦合電弧MIG熔釬焊的方法對鋁/鋼進行了焊接,通過調節旁路電弧電流的大小來控制焊接過程中的熱輸入。通過對脈沖旁路耦合電弧焊控制系統和工藝參數的進一步優化實現了鋁鎂合金ER5356在304不銹鋼板上的堆焊,獲得了成形良好的焊縫。結果表明,脈沖旁路耦合電弧焊方法能夠實現鋁/鋼的良好連接,是一種新型低成本、低熱輸入電弧焊方法。
哈爾濱工業大學的雷振等[13]用激光電弧復合熔釬焊方法對鋁合金與鋼進行了焊接,其接頭的拉剪強度高達90 MPa。界面反應層中形成的金屬間化合物為Fe3Al、FeAl2、Fe2Al和 FeAl3,金屬間化合物層太厚或太薄都會影響焊接接頭的強度,其最佳厚度是1.5 μm。
3 鋁/鋼異種金屬熔釬焊的界面結構研究
在鋁/鋼異種金屬熔釬焊過程中,在焊接接頭處生成了Al-Fe金屬間化合物,隨焊接過程中添加合金元素及焊接參數的不同,界面處金屬間化合物的種類和形態有所不同。當前,關于Al-Fe金屬間化合物層厚度對焊接接頭強度的影響未形成統一的定論,大部分研究結果表明金屬間化合物層厚度應當小于某一臨界值,并且越薄越好[14],也有相關研究認為化合物層厚度在4.5~9 μm的范圍內性能最佳[15]。因此,研究焊接熱輸入對接頭金屬間化合物層厚度的影響及金屬間化合物層厚度對接頭強度的影響十分重要。除此之外,分析鋁/鋼焊接接頭中金屬間化合物的相結構,實現對界面金屬間化合物生長的控制,不僅是對焊接工藝優化的需要,而且是控制產品質量的重要方法,同時也是研究鋁/鋼連接機理的內容之一。
當液態的鋁與固態的鋼相互作用時,作用過程可分為3個階段[16]:①熔融鋁使固態鋼潤濕;②鐵在液鋁中溶解;③鐵在液鋁中擴散。這3個階段對鋁/鋼熔釬焊界面的組織結構和性能有很大影響。由于Al、Fe原子反應形成金屬間化合物的速度遠遠大于液態鋁沿鐵界面的擴散速度和金屬間化合物的溶解速度,因此,Al、Fe原子擴散過程中以反應擴散為主。當Al、Fe金屬混合物滿足界面上的金屬間化合物成分時,其變化分為2個階段:①Al、Fe原子擴散并穿過界面而形成Al、Fe的過飽和固溶體;②當過飽和固溶體的成分達到一定程度時就轉變成Al-Fe的金屬間化合物。在電弧熔釬焊時并不是所有的金屬間化合物均能形成和長大,必須分析金屬間化合物形成的熱力學及動力學條件。
上海工程技術大學的于治水等[17]在TIG電弧加熱條件下,對Al-Si釬料與Q235鋼的界面冶金行為進行了研究。通過對界面處金屬間化合物吉布斯自由能的計算,在電弧釬焊溫度范圍內隨著擴散反應區內含鋁量的增加,將形成FeAl、Fe2Al5及FeAl3化合物。電弧熔釬焊過程中,隨著電弧溫度的升高擴散反應區內的鋁濃度增加,由于鋁沿晶界的擴散系數比晶內的擴散系數大,因此晶界處鋁的濃度比平均濃度高,當晶界上的鋁濃度達到鋁在界面上的飽和濃度時,便形成了Fe2Al5相的晶核,晶核長大以致于相互連接形成連續的相層,隨后FeAl3相的晶核也開始形成和生長并相互連接形成第2個相層,最后各個金屬間化合物相層相互競爭生長。
澳大利亞的SHAHVERDI H R和伊朗的SHABESTARI S等[18]研究了熔融態鋁與固態鐵反應的界面結構。結果表明,在界面處生成了FeAl3和Fe2Al5兩種金屬間化合物,界面反應的動力學導致了Fe2Al5的生長速度比FeAl3快,為反應界面的重要組成相,FeAl3相在反應后期才被檢測到。
蘭州理工大學的石玗等[19]研究了鋁/鋼異種金屬脈沖旁路耦合電弧MIG熔釬焊界面反應的熱力學機理。通過Thermo-Calc軟件計算了金屬間化合物Fe2Al5和金屬間化合物FeAl3的吉布斯自由能。結果表明,在高溫Fe2Al5的吉布斯自由能比FeAl3的吉布斯自由能小,在低溫FeAl3的吉布斯自由能比Fe2Al5的吉布斯自由能小,這說明焊接過程中金屬間化合物Fe2Al5先生成,冷卻過程中隨著溫度的降低會有金屬間化合物FeAl3生成。
日本TANAKA Y等[20]研究了液態鋁與固態鋼等溫反應擴散的動力學。結果表明,在溫度為780~820℃時,其金屬間化合物層主要為FeAl3和 Fe2Al5,且金屬間化合物Fe2Al5的厚度遠遠大于FeAl3的厚度,因此,金屬間化合物層的生長主要由Fe2Al5控制。
4 合金元素對鋁/鋼異種金屬電弧熔釬焊界面結構的影響
鋁及鋁合金與鋼熔釬焊界面處金屬間化合物層實質是鋁與鐵擴散反應形成的,其接頭處金屬間化合物的厚度、分布及形態對接頭的力學性能有很大的影響。而合金元素對鋁/鋼熔釬焊接頭中金屬間化合物的形態、結構及分布有很大的影響,因此,研究合金元素對焊接接頭力學性能的影響十分必要。在鋁/鋼異種金屬焊接過程中合金元素對焊接接頭的作用主要體現在[21]:①能夠降低焊接材料的熔點,保證液態鋁基材在鋼表面的濕潤與鋪展;②能夠抑制金屬間化合物的生成,改變金屬間化合物的形態及分布或者參與生成塑性較高的金屬間化合物;③能夠起到變質處理和形核劑的作用,從而能夠細化晶粒。
近年來,一些學者研究了鍍鋅鋼板/鋁異種金屬熔釬焊過程中合金元素鋅對焊接接頭的影響。總的來說,在鋁/鋼熔釬焊過程中,鋅對焊接接頭的影響主要表現在:①能夠改善液態鋁基材在鋼表面的濕潤與鋪展;②能夠改變電弧形態,減少母材熱輸入;③參與了界面處化合層的反應,能提高焊接接頭的塑性。
哈爾濱工業大學的林三寶等[22]采用TIG熔釬焊方法進行了鋁基釬料在鍍鋅鋼板上的潤濕鋪展試驗及鋁合金與鍍鋅鋼板的搭接試驗,在TIG電弧熱源作用下鋁基釬料在Q235鍍鋅鋼板表面鋪展良好,鋼板沒有發生熔化,其潤濕角小于20°;同時獲得了較好的鋁合金與鍍鋅鋼搭接接頭,釬焊側界面金屬間化合物層厚度<10.0 μm。哈爾濱工業大學的張洪濤、馮吉才等[23]研究了鋁/鍍鋅鋼板CMT熔釬焊過程中,鍍鋅層對電弧加熱行為的影響。結果表明,在小電流下焊接時,鍍鋅層起到穩定電弧的作用,而在無鍍鋅層條件下,電弧的陰極斑點不停地跳躍,電弧極其不穩;隨著焊接電流的增大,在鍍鋅鋼板上焊接時,鍍鋅層的蒸發會變得十分顯著,這種蒸發行為降低了焊接熱輸入及界面層中脆性化合物的生長速度,進而減小了其厚度。大連理工大學的胡文金[24]研究發現,合金元素鋅參與了化合物層的反應,生成了塑性較好的Fe2Al5Zn0.4金屬間化合物,優化了焊縫性能。
大連理工大學的董紅剛等[25]用GTAW(gas tungsten arc welding)方法,分別采用 Al-5%Si、Al-12%Si、 Al-6%Cu、 Al-10%Si-4%Cu 和 Zn-15%Al焊絲對鍍鋅鋼板和鋁合金進行了焊接。結果表明,隨著Si含量的增加,焊接接頭處金屬間化合物層厚度減小,接頭拉伸強度增大;使用Al-12%Si時其拉伸強度可達到136 MPa。這說明合金元素Si能夠阻礙鋁鐵元素的擴散,從而減小金屬間化合物層厚度,提高焊接接頭的拉伸強度。德國的SPRINGER H等[26]研究了低碳鋼與鋁硅合金、低碳鋼與鋁合金在固/液狀態下鋁鐵原子的擴散及金屬間化合物反應層的形成。研究結果進一步表明,在鋁中加入合金元素Si降低了界面反應的速率,反應層中的金屬間化合物為Fe2Al5相和少量的Fe4Al13相。
蘭州理工大學的石玗等[27]用脈沖旁路耦合電弧熔釬焊(pulsed double electrode-gas metal arc welding-brazing)方法,分別采用 Al-Si和 Al-Mg 焊絲對鋁鋼異種金屬進行了焊接。當使用Al-Mg焊絲時,在焊接接頭鍍鋅鋼側生成了舌狀的金屬間化合物Fe2Al5,靠近鋁側生成了鋸齒狀的金屬間化合物FeAl3;使用Al-Si焊絲時,在焊接接頭鍍鋅鋼側生成了平齊的金屬間化合物Fe2Al5,靠近鋁側生成了針狀的金屬間化合物FeAl3。此外,還發現使用Al-Si焊絲焊接的焊接接頭強度大于使用Al-Mg焊絲焊接的焊接接頭。大阪大學的MURAKAMI T等[28]用Al-12%Si焊絲采用MIG電弧熔釬焊方法對SPCC和工業純鋁進行了焊接。結果表明,在焊接接頭的界面處生成了Fe2Al7.4Si三元金屬間化合物,接頭的橫向拉伸強度達到了79 MPa,為鋁基體的70%。
綜上所述,合金元素Si的作用主要體現在:①阻礙了鋁鐵原子的擴散速率,減小了金屬間化合物層厚度;②改變了界面反應層金屬間化合物的形態及分布;③參與了界面層金屬間化合物的反應,生成了鋁、鐵、硅的三元金屬間化合物。
德國的LEONARDO A J等[29]研究了不同焊絲對鋁鋼焊接接頭結構和力學性能的影響,分別選用 99.5%Al、 Al-1%Mn、 Al-5%Si、 Al-3%Si-1%Mn焊絲進行了鋁鋼異種金屬的焊接。試驗發現,Si能抑制界面處金屬間化合物的生長,而合金元素Mn的加入不會改變反應層中金屬間化合物的種類和形態,對金屬間化合物層的厚度也無明顯影響,但合金元素Mn的存在能夠改善接頭的整體行為。通過對焊接接頭力學性能的測試發現,當選用Al-3%Si-1%Mn焊絲時,其接頭的力學性能最佳。
哈爾濱工業大學林三寶等[8]用TIG電弧熔釬焊的方法對不銹鋼和鋁進行了焊接,通過在釬劑中添加Ni粉,分析了合金元素Ni對焊接接頭性能的影響。結果表明,合金元素Ni的加入改善了焊接接頭的力學性能,減小了金屬間化合物層的厚度和沉淀相的數量。
大連理工大學的董紅剛等[30]研究了Si、Cu對鋁-鍍鋅鋼GTAW接頭性能的影響。結果表明,當Cu含量高于一定值時,界面層中金屬間化合物層厚度大于10 μm;當Cu含量較低時,隨Si加入量的增加,金屬間化合物層的厚度將減小到10 μm,由此可見,Cu含量過高會降低焊接接頭的力學性能。
哈爾濱工業大學的宋建嶺等[31]采用鋁硅釬料進行了鋁/鋼異種合金TIG熔釬焊試驗,開發出了適用于TIG電弧熱源下的特種釬劑,釬劑成分為:改性的 Noclock 釬劑w(KAlF4) ∶w(K3AlF6)=65∶35,試驗中選用Zn、Sn純金屬粉及界面活性劑K2SiF6作為主要添加元素,釬劑中添加Sn后,由于Sn的熔點低而沸點高,涂層呈液態而不易揮發,焊接過程穩定。同時Sn與鋁基釬料之間有良好的親和性,釬劑促進釬料潤濕,鋪展效果更為顯著,但過量Sn加入會降低接頭的耐腐蝕性,需要控制其含量。通過對焊接接頭的力學性能測試,表明接頭抗拉強度可達115.5 MPa,斷裂于焊縫/不銹鋼界面層。
5 結 語
目前,通過鋁/鋼異種金屬電弧熔釬焊方法獲得了力學性能相對良好的焊接接頭,鋁/鋼異種金屬焊接接頭金屬間化合物的形態、分布等與焊接接頭的力學性能密切相關。不同合金元素的添加能改善鋁/鋼異種金屬的焊接性,減小金屬間化合物層的厚度,改變金屬間化合物的形態及分布,從而獲得力學性能良好的焊接接頭。但是,一些合金元素的作用機理還不明確,進一步深入研究合金元素對焊接接頭的作用機理十分必要,這將對今后鋁/鋼異種金屬復合結構的工業應用有重要的意義。
[1]OZAKI H,KUTSUNA M,NAKAGAWA S,et al.Laser roll welding of dissimilar metal joint of zinc coated steel to aluminum alloy[J].Journal of Laser Applications.2010,22(1):1-6.
[2]李永兵,李亞庭,樓銘林,等.轎車車身輕量化及其對連接技術的挑戰[J].機械工程學報,2012,48(18):44-54.
[3]LIU Xun,LAN Shuhuai,NI Jun.Analysis of process parameters effects on friction stir weldingofdissimilar aluminum alloy to advanced high strength steel[J].Materials and Design,2014,59(6):50-62.
[4]ELSAYED M H,NAKE M.Structure and properties of carbonsteel-aluminum dissimilarjoints[J].ScienceandTechnology of Welding and Joining,2005,10(1):27-31.
[5]QIN Guoliang,LEI Zhen,SU Yuhu,et al.Large spot laser assisted GMA brazing-fusion welding of aluminumalloy to galvanized steel[J].Journal of Materials Processing Technology,2014(11):2684-2692.
[6]SIERRA G,PEYRE P,DESCHAUX B F,et al.Steel to aluminum key-hole leaser welding[J].Material Science and Engineering,2007(447):197-208.
[7]NGUYEN Q M,HUANG S C.An investigation of the micro-structure ofan intermetallic layerin welding aluminum alloys to steel by MIG process[J].Materials,2015,8(12):8246-8254.
[8]HE Huan,LIN Sanbao,YANG Chunli,et al.Combination effects of nocolok flux with Ni powder on properties and microstructures of aluminum-stainless steel TIG weldingwelding-brazing joint[J].Journal of Materials Engineering and Performance,2013,22(11):3315-3325.
[9]ATABAKI M,MA J,LIU W,et al.Hybrid laser/arc welding of advanced high strength steel to aluminum alloy by using structural transition insert[J].Materials and Design,2015(75):120-135.
[10]崔佃忠,蘆笙,崔晴晴,等.焊接熱輸入對鋁/鍍鋅鋼CMT熔-釬焊接頭組織與性能的影響[J].焊接學報,2014,35(9):82-85.
[11]LI K H,CHEN J S,ZHANG Y M.Double-electrode GMAW process and control[J].Welding Journal,2007,86 (8):231-237.
[12]石玗,溫俊霞,盧立暉,等.基于旁路耦合電弧的鋁-鋼MIG 熔釬焊研究[J].機械工程學報,2011,47(6):25-29.
[13]LEI Z,WANG X Y,YOU A Q,et al.Research on fusionbrazing joining between aluminum and steelby laser-MIG hybrid welding[J].Rare Metal Materials and Engineering,2009,38(12):229-233.
[14]VRANAKOVA R,FUSSEL U,ZSCHET ZSCHE J,et al.Arc welding of joints between zinc-coated steel and aluminum[J].Welding in the World,2005,49(9):105-109.
[15]LIN S B,SONG J L,MA G C,et al.Dissimilar metals TIG welding-brazing of aluminum alloy to galvanized steel[J].Frontiers of Materials Science,2009,3(1):78-83.
[16]RATHOD M M.Joining of aluminum alloy 5052 and lowcarbon steel by laser roll welding[J].Welding Journal,2004(1):16-26.
[17]于治水,李瑞峰,祁凱,等.鋁/鋼電弧釬焊界面現象及行為[J].江蘇科技大學學報(自然科學版),2005,19(4):77-81.
[18]SHAHVERDI H R,GHOMASHCHI M R,SHABESTARI S,et al.Microstructural analysis of interfacial reaction between molten aluminium and solid iron[J].Journal of Materials Processing Technology,2002(3):345-352.
[19]石玗,邵玲,黃健康,等.鋁-鋼異種金屬脈沖旁路耦合電弧MIG熔釬焊界面反應的熱力學分析[J].焊接學報,2013,34(9):87-90.
[20]TANAKA Y,KAJIHARA M.Kinetics of isothermal reactive diffusion between solid Fe and liquid Al[J].Journal of Materials Science,2010,45(20):5676-5684.
[21]宋建嶺,林三寶,楊春利.合金元素改善鋁/鋼異種金屬接頭性能的研究[J].航空制造技術,2008(12):26-28.
[22]林三寶,馬廣超,宋建嶺,等.鋁合金/鍍鋅鋼TIG熔釬焊接頭界面組織及力學性能[J].焊接,2009(2):34-37.
[23]張洪濤,馮吉才,何鵬,等.鍍鋅層對鋁/鍍鋅鋼板CMT熔-釬焊電弧加熱行為的影響[J].焊接學報,2009,30(8):37-40.
[24]胡文金.合金元素對鋁合金/鋼鎢極氬弧熔釬焊接頭組織性能的影響[D].大連:大連理工大學,2012.
[25]DONG Honggang,HU Wenjin,DUAN Yuping,et al.Dissimilar metal joining of aluminum alloy to galvanized steel with Al-Si,Al-Cu,Al-Si-Cu and Zn-Al filler wires[J].Journal of Materials Processing Technology,2012 (2):458-464.
[26]SPRINGER H,KOSTKA A,PAYTON E J,et al.On the formation and growth ofintermetallic phasesduring interdiffusion between low-carbon steel and aluminum alloys[J].Acta Materialia,2011,59(4):1586-1600.
[27]SHI Yu,SHAO Ling,HUANG Jiankang,et al.Effects of SiandMgelementsonthemicrostructureofaluminum-steel jointsproduced by pulsed DE-GMA welding-brazing[J].MaterialsScience&Technology,2013,29(9):1118-1124.
[28]MURAKAMI T,AKATA K,TONG Hongjun,et al.Dissimilar metal joining of steel to aluminum by lap joint MIG arc brazing transactions of JWRI[J].Transactions of Jwri,2003,32(1):35-37.
[29]LEONARDO A J,SEBASTIAN W,ALOIS L,et al.Influence of filler composition on the microstructure and mechanical properties of steel-aluminum joints produced by metal arc joining[J].Advanced Engineering Materials,2009,11(5):350-358.
[30]董紅剛,胡文金,段玉平,等.Si和Cu元素對鋁-鍍鋅鋼 GTAW 接頭性能的影響[J].焊接學報,2010,31(11):9-12.
[31]宋建嶺,林三寶,楊春利,等.特種釬劑輔助鋁/鋼異種合金 TIG 熔-釬焊[J].焊接學報,2010,31(2):45-48.
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04