齒輪參數激光周掃系統檢測精度分析
2016-01-12 08:29:10孫峰,蘇成志
長春大學學報 2015年4期
齒輪參數激光周掃系統檢測精度分析
孫峰1,2,蘇成志1
(1.長春理工大學機電工程學院,長春130022;2.長春汽車工業高等專科學校,長春130013)
摘要:針對齒輪參數激光周掃檢測系統精度分析問題,應用拓撲分析方法與多體運動學理論建立了齒輪測量數學模型,把誤差分析問題轉化為坐標系變換問題,解決了通過傳統的誤差傳遞方法難以探究高復雜度系統檢測精度的難題;通過數值仿真分別分析了12個單項誤差源對該系統檢測精度的影響,綜合誤差計算表明:基于目前的轉臺制造精度和激光檢測水平,該系統檢測精度可達0.003mm。
關鍵詞:激光周掃;檢測精度;多體拓撲;誤差轉換
收稿日期:2014-05-28
基金項目:國家自然基金(50775014);吉林省科技支撐計劃項目(20110313)。
作者簡介:孫峰(1982-),男,朝鮮族,黑龍江佳木斯人,碩士研究生,主要從事在線檢測理論與技術方面的研究;蘇成志(1977-),男,副教授,博士,主要從事機電系統、光電檢測方面的研究。
中圖分類號:TN249文獻標志碼:A
0前言
目前的齒輪測量方法[1-2]基本上可以分為四種方法:機械幾何解析測量法、齒輪嚙合滾動式綜合測量法、CNC坐標測量法和非接觸式齒輪測量法。上述方法從測量原理上來講屬于相對測量,易于實現齒形、齒向和周節等齒輪誤差的測量,但對端跳、齒根圓圓度、齒根圓圓柱度和全齒高等齒輪參數的測量卻是技術難題。這些參數的測量是齒輪工藝參數改進與優化的依據,是目前齒輪測量中亟需解決的問題。本文提出了齒輪參數激光周掃方法。由于齒輪參數激光周掃檢測系統的復雜性,難以通過傳統的誤差傳遞方法探究該系統的檢測精度。為此,應用拓撲分析方法與多體運動學理論[3-4]建立其數學模型[5],把誤差分析問題轉化為坐標系變換問題,并結合數值計算進行精度仿真分析,為該系統的研制奠定了考量基礎。
1齒輪參數激光周掃檢測原理
如圖1所示,齒輪參數激光周掃檢測系統由大理石基座、氣浮旋轉臺、激光位移傳感器、升降絲杠、升降絲杠電機、滑臺、支撐立柱七部分組成。測量步驟為,被測件8放于大理石基座1上靜止不動, 由升降絲杠4及驅動電機5完成測頭Z軸方向的升降,實現不同截面掃描;氣浮旋轉臺6完成同一截面的周掃運動;滑臺3完成同一截面內測量半徑的變化;在滑臺3位置確定的前提下,由激光位移傳感器2對被測件進行測量;支撐立柱7用于支撐測量結構的整體重量。掃描齒輪結束后,利用掃描的數據重構齒輪,并與數字齒輪比較獲得齒輪誤差[6]。
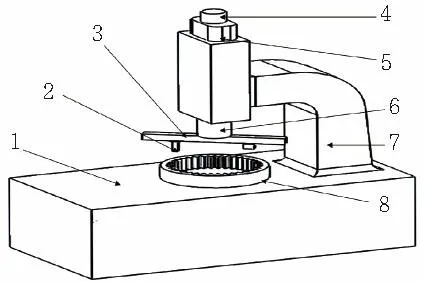
圖1 齒輪參數激光周掃檢測系統 1.大理石基座 2.激光位移傳感器 3.滑臺 4.升降絲杠 5.升降絲杠電機 6.氣浮旋轉臺 7.支撐立柱 8.被測件
2建立數學模型模
2.1 齒輪參數激光掃描檢測系統結構拓撲
應用多體拓撲學中的連續映射分析法[7],對圖1所示的模型建立齒輪參數激光掃描檢測系統的進行結構拓撲[8],如圖2所示,B, G, T1,T2,T依次為低序到高序體,本拓撲結構具有兩個分支。
2.1.1 激光位移傳感器和基座分支
設大理石基座為第1體B,O1為該體參考點;支撐立柱為第2體T1,O2為該體參考點;氣浮旋轉臺為第3體T2,O3為該體參考點;激光位移傳感器為第4體T,O4為該體參考點。
2.1.2 齒輪和基座分支
設大理石基座為第1體B,O1為該體參考點;被測件為第2體G,O5為該體參考點。
矢量q1代表體T1參考點O2相對于體B參考點O1的位置矢量;矢量q1e代表體T1參考點O2相對于體B參考點O1的位置誤差矢量;矢量S1代表體T1參考點O2相對于體B參考點O1的位移矢量;矢量S1e代表體T1參考點O2相對于體B參考點O1的位移誤差矢量。
矢量q2代表體T2參考點O3相對于體T1參考點O2的位置矢量;矢量q2e代表體T2參考點O3相對于體T1參考點O2的位置誤差矢量;矢量S2代表體T2參考點O3相對于體T1參考點O2的位移矢量;矢量S1e代表體T2參考點O3相對于體T1參考點O2的位移誤差矢量。
矢量rw,rg分別為測量點相對于體T坐標系參考點O4和體G坐標系參考點O5的位置矢量。
2.2 幾何運動數學模型
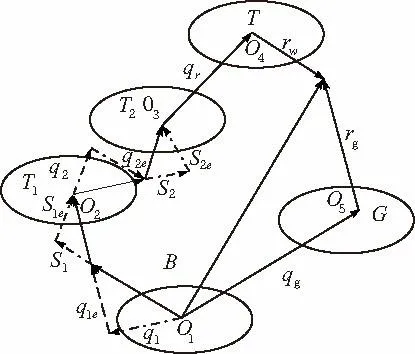
圖2 拓撲結構圖
由圖2建立各體的坐標系[9-10]。以第1體B的參考點O1為原點,建立坐標系{A},以此類推,以各體的參考點為坐標原點建立坐標系{B}、{C}、{D'}和{D}。
根據多體系統運動學理論,建立的幾何運動數學模型[11]如下:
(1)
(2)
(3)
因為矢量rw,rg分別為測量點相對于坐標系{D'}原點和坐標系{D}原點的位置矢量,故設
(4)
(5)
將式(4)、 (5)代入式(3),整理得到齒輪參數激光周掃檢測的測量方程如下:
至此,實現了把誤差分析問題轉化為了坐標系變換問題。
(6)
式中:
s表示sin,c表示cos,本文將一律采用此約定;

z為測頭所在截面高度坐標;δ為被測件半徑方向向量與Y軸逆時的針夾角;L1是氣浮旋轉臺旋轉中心到其在測量平臺投影中心的距離,即理想旋轉軸高度; θ1=θ2=θ3=arcsin(v/L1),x軸相對轉角為θ1,y軸相對轉角為θ2,z軸相對轉角為θ3,旋轉軸v為不垂直度引起水平位移,即旋轉軸機械加工徑向跳動;θ4=θ5=θ6=arctan(L軸/R1), x軸相對轉角為θ4,y軸相對轉角為θ5,z軸相對轉角為θ6,設氣浮旋轉臺軸向跳動為L軸,選用氣浮旋轉臺的半徑為R1; L徑(Lx、Ly、Lz)為氣浮旋轉臺徑向跳動; Ljx、Ljy、Ljz為由激光測長誤差分解為出的x、y、z軸上的分量誤差;式(6)為齒輪參數激光周掃檢測系統的幾何運動數學模型。在不考慮本系統變形及間隙問題時,可知本系統包括12項運動參數,如表1所示。
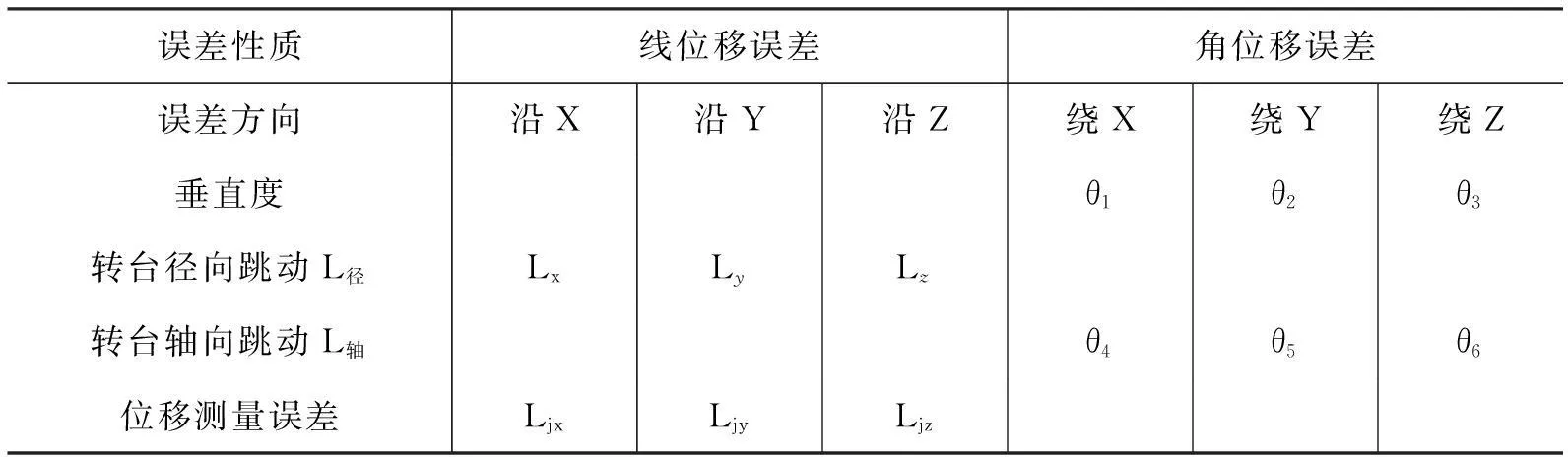
表1 12項運動參數表
3誤差分析
為了分析本系統精度情況,下面通過測量模型(6),并結合數值計算進行精度仿真,圖3為齒輪測量仿真齒形模擬圖。
1)設被測量齒輪直徑范圍為50mm~300mm,高度為100mm,被測件給定齒輪齒數為88,被測件給定齒輪模數為3.4,如圖3(a)為仿真給定的標準數字齒輪。
2)設齒輪參數激光周掃檢測系統結構尺寸如下:氣浮旋轉臺旋轉中心到其在測量平臺投影中心的距離L1=110mm,氣浮旋轉臺旋轉半徑R1=200mm。
3)設齒輪參數激光周掃檢測系統數據采樣率為:12600000點/周。
4)設齒輪測量的初始位置:測件給定齒輪形心x坐標x0=0mm;測件給定齒輪形心y坐標y0=0mm,測件給定齒輪形心z坐標z0=0mm。
圖3(b)為齒輪參數激光周掃系統檢測系統的氣浮旋轉臺旋轉軸線相對于大理石基座不垂直時,齒形仿真結果圖;圖3(c)為氣浮旋轉臺晃動測量時,齒形仿真結果圖;圖3(d)為激光位移傳感器有測量誤差時,齒形仿真結果圖;圖3(e)為氣浮旋轉臺旋轉角度有誤差時,齒形仿真結果圖。
3.1 單項誤差分析
由表1可知,12項運動參數可分為4項誤差源,下面對4項誤差源分別進行分析:
3.1.1 不垂直度誤差與測量半徑誤差關系
由齒形仿真圖3(b)可知,由于齒輪參數激光周掃系統檢測系統的氣浮旋轉臺旋轉軸線相對于大理石基座不垂直,造成齒形測量截面整體呈橢圓形。
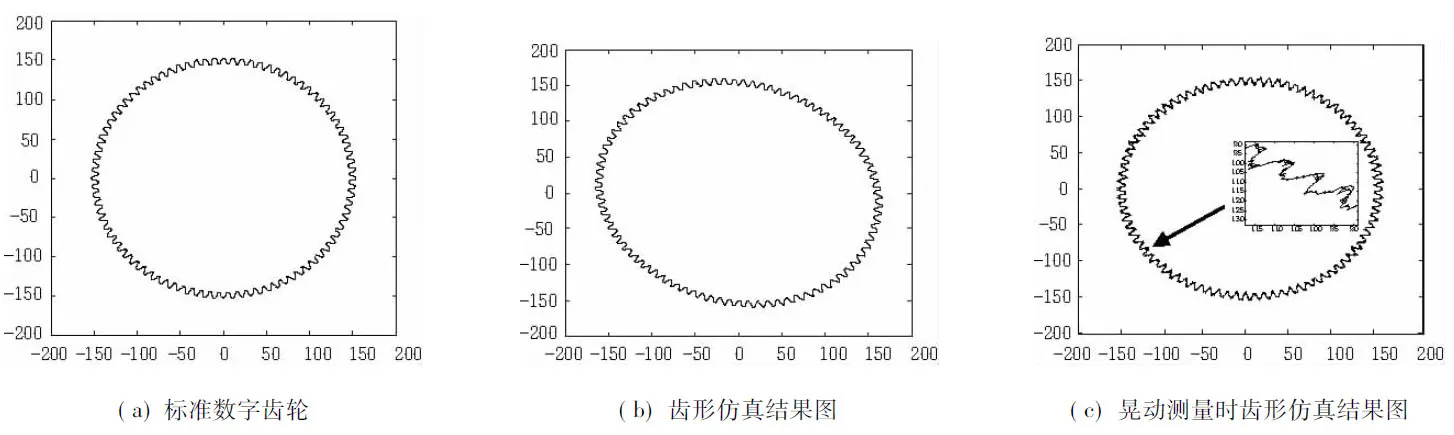
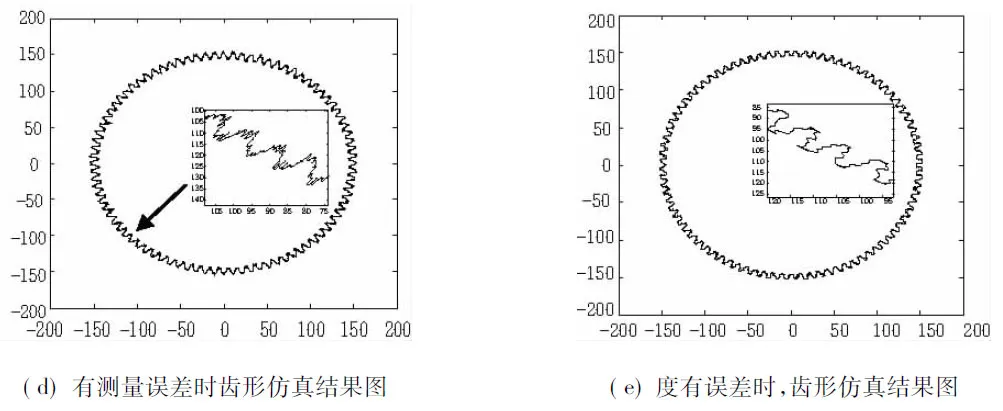
圖3 齒輪測量仿真齒形模擬圖
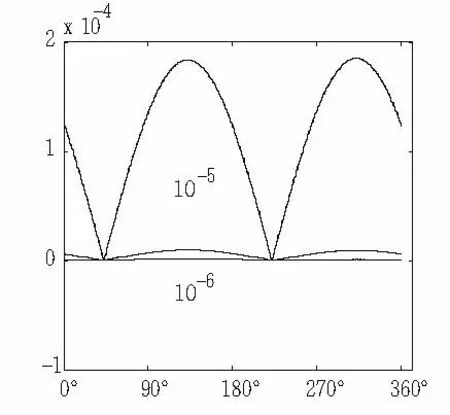
圖4 不垂直度與測量半徑誤差關系曲線圖
設被測件測量起始位置方向向量與Y軸成逆時針45°夾角,測量系統的不垂直度V分別為0.01mm、0.1mm、1mm,代入式(6),不計其它誤差,周掃(360°)后的齒輪半徑仿真誤差如圖4。
由圖4可知,齒輪參數激光周掃系統檢測系統的氣浮旋轉臺旋轉軸線相對于大理石基座不垂直度誤差對測量半徑誤差影響很小,當旋轉軸系不垂直度水平位移(徑向跳動)為10mm時,測量半徑誤差最大為0.00018mm數量級。機械加工旋轉軸系只要保證不垂直度V≤0.01mm即可,此時測量半徑誤差為10-6mm數量級。
3.1.2 氣浮旋轉臺晃動誤差與測量半徑誤差關系
由齒形仿真圖3(c)可知,氣浮旋轉臺晃動對齒形徑向和軸向測量精度均產生影響。
1)設氣浮旋轉臺徑向晃動與軸向晃動為L徑=L軸≤0.00001mm(正態隨機分布隨機數模擬氣浮旋轉臺晃動量,幅值最大值為0.00001mm),代入式(6),不計其它誤差,測量一周(360°)仿真結果如圖5;
2)設氣浮旋轉臺徑向晃動與軸向晃動為L徑=L軸≤0.0001mm(正態隨機分布隨機數模擬氣浮旋轉臺晃動量,幅值最大值為0.0001mm),代入式(6),不計其它誤差,測量一周(360°)仿真結果如圖6;
由圖5與圖6對比可知,氣浮旋轉臺晃動誤差即徑向跳動與軸向跳動是由所選購氣浮轉臺自身決定的,若高精度的氣浮旋轉臺徑向跳動與軸向跳動基本為≤0.0001mm,由仿真結果得,引起測量半徑最大誤差為0.00042mm,平均誤差影響為0.00015mm;若高精度的氣浮轉臺徑向跳動與軸向跳動均為≤0.00001mm,引起測量半徑最大誤差為0.000034mm,平均誤差影響為0.000016mm;氣浮旋轉臺徑向跳動與軸向跳動精度的提高對半徑測量誤差影響不大,僅提高一個數量級,但制造成本增加很大。所以氣浮旋轉臺徑向跳動與軸向跳動均為≤0.0001mm時,引起測量半徑最大誤差為0.00042mm,平均誤差影響為0.00015mm,可以滿足半徑測量誤差0.003mm要求。
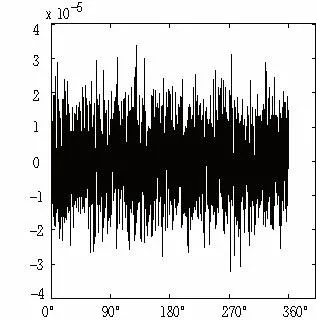
圖5 轉臺晃動誤差與測量半徑誤差關系曲線圖
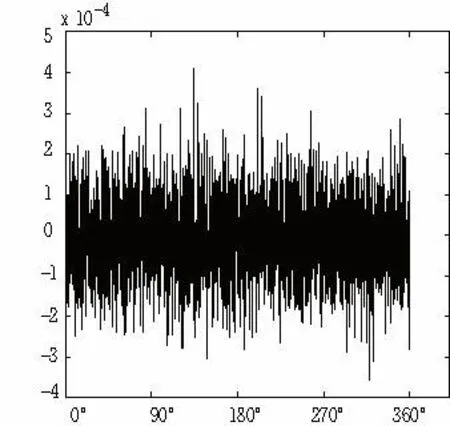
圖6 轉臺晃動誤差與測量半徑誤差關系曲線圖
3.1.3 激光位移傳感器測量與測量半徑誤差關系
由齒形仿真圖3(d)可知,激光位移傳感器測量誤差對齒形徑向測量精度產生影響。
1)設激光位移傳感器測量位移誤差為Lj(Ljx、Ljy、Ljz)≤0.0001mm(正態隨機分布隨機數模擬激光位移傳感器測量位移誤差量,幅值最大值為0.0001mm),代入式(6),不計其它誤差,測量一周(360°)仿真結果如圖7;
2)設激光位移傳感器測量位移誤差為Lj(Ljx、Ljy、Ljz)≤0.0001mm(正態隨機分布隨機數模擬激光位移傳感器測量位移誤差量,幅值最大值為0.001mm),代入式(6),不計其它誤差,測量一周(360°)仿真結果如圖8。
由圖7與圖8對比可知,激光器位移傳感器位移測量誤差是由激光器位移傳感器精度自身決定的,當激光位移傳感器測量位移誤差精度為≤0.0001mm時,引起測量半徑最大誤差為0.00031mm,平均誤差影響為0.000015mm; 當激光位移傳感器測量位移誤差精度為≤0.001mm時,引起測量半徑最大誤差為0.0039mm,平均誤差影響為0.0015mm。
因此,測量位移誤差精度為≤0.0001mm的激光位移傳感器,既可以滿足測量要求0.003mm。
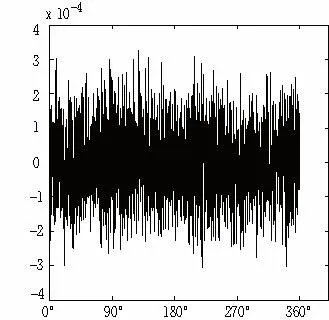
圖7 激光器位移測量誤差與測量半徑誤差關系圖
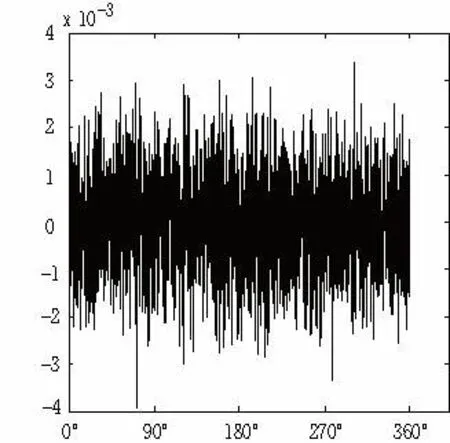
圖8 激光器位移測量誤差與測量半徑誤差關系圖
3.2 綜合誤差分析
以上分析了各單項誤差對齒輪測量精度的影響,下面分析旋轉軸線不垂直度V,氣浮轉臺晃動L徑=L軸,激光位移傳感器測量位移誤差量,氣浮旋轉臺旋轉角度誤差對齒輪測量精度的綜合影響。1)設齒輪參數激光周掃檢測系統不垂直度V為0.01mm,氣浮轉臺軸向晃動與徑向晃動為L徑=L軸≤0.0001mm,激光位移傳感器測量位移誤差為Lj(Ljx、Ljy、Ljz)≤0.0001mm,代入式(6),不計其它誤差,測量一周(360°)仿真結果如圖9所示。2)設齒輪參數激光周掃檢測系統不垂直度V為0.01mm,氣浮轉臺軸向晃動與徑向晃動為L徑=L軸≤0.001mm,激光位移傳感器測量位移誤差為Lj(Ljx、Ljy、Ljz)≤0.001mm,代入式(6),不計其它誤差,測量一周(360°)仿真結果如圖10所示。
對比圖9與圖10可知:保證齒輪參數激光周掃檢測系統的旋轉軸系不垂直度V≤0.01mm,氣浮旋轉臺的徑向跳動與軸向跳動均為≤0.0001mm,激光位移傳感器測量位移誤差量為≤0.0001mm的前提下,綜合誤差引起的測量半徑最大誤差為0.00042mm,平均誤差影響為0.00015mm。
目前機械設計制造方法可以達到并保證齒輪參數激光周掃檢測系統的旋轉軸系不垂直度V≤0.01mm,氣浮旋轉臺的徑向跳動與軸向跳動均為≤0.0001mm,激光位移傳感器測量位移誤差量為≤0.0001mm,且綜合仿真測量結果為0.00015mm,故本系統設計的測量精度為0.001mm。
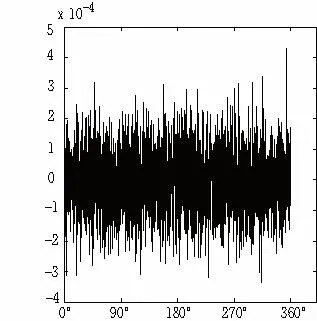
圖9 綜合誤差與測量半徑誤差關系圖
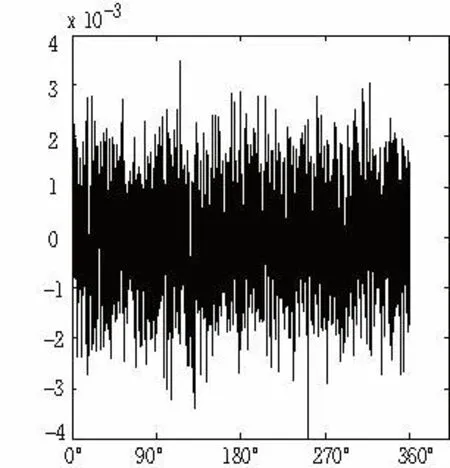
圖10 綜合誤差與測量半徑誤差關系圖
4 結語
應用拓撲分析方法與多體運動學理論建立了齒輪測量數學模型,通過數值仿真分別分析了12個單項誤差源對該系統檢測精度的影響,仿真結果表明:
1)建立了幾何運動數學模型,把誤差分析問題轉化為坐標系變換問題,解決了通過傳統的誤差傳遞方法難以探究高復雜齒輪參數激光周掃檢測系統的精度分析問題;
2)根據當前的氣浮旋轉臺制造精度和激光位移檢測水平,齒輪參數激光周掃檢測系統的精度可達到0.003mm。
參考文獻:
[1]石照耀. 齒輪測量技術100年—回顧與發展[J].中國工程科學, 2003,5(9):17-18.
[2]魏華亮.我國CNC齒輪測量中心的發展現狀[J].計量技術.2004,l(9):24-28.
[3]R.L休斯頓,劉又午.多體系統動力學(上、下冊)[M].天津:天津大學出版社,1987.
[4]FANJW,GUANJL,WANGWC,etal.AuniversalmodelingmethodforenhancementthevolumentricaccuracyforCNCmachinetools[J].JournalofMaterialsProcessingTechnology,2002,129(6):624-629.
[5]陳凱云,葉佩青,俞學云,等.BLM001型葉片測量儀準剛體數學建模研究[J].航空精密制造技術,2004,5(6):23-26.
[6]劉晶.重構模型精度的評價和產品改進[J].機床與液壓,2010,38(21):5-6.
[7]李艷穎.拓撲空間及其連續映射的概念[J].教育教學研究,2010(2):117-119.
[8]范晉偉,劉宏旭,胡勇,等.3920型齒輪測量中心幾何結構建模分析[J].中國工程機械學報. 2006,4(2):36-39.
[9]江兵,倪剛,吳迪.基于坐標系統拓展的改進定位算法[J].計算機工程,2008,34(20):7-8.
[10]范晉偉,劉宏旭,胡勇,等.基于多體運動學理論的齒輪測量中心幾何結構建模分析[J].制造技術與機床,2007,3(2):80-82.
[11]蔡自興.機器人學[M].北京:清華大學出版社,2009.
責任編輯:吳旭云
Analysis of Detection Precision of Gear Parameter Laser Circling Scan System
SUN Feng1,2,SU Chengzhi1
(1. School of Mechatronical Engineering, Changchun University of Science and Technology, Changchun 130013, China; 2.Changchun Automobile Industry Institute, Changchun 130013, China)
Abstract:In view of the detection precision of gear parameter laser circling scan system, a mathematical model of the gear measurement is constructed by using topology analysis method and multi-body kinetics theory. Then the error analysis problem is transformed into the problem of coordinate system transformation, and the problem of the system detection accuracy with high complexity is solved, which is difficult to be explored by the traditional error transfer methods. In addition, the effect of 12 single error sources on the detection precision of the system is analyzed through numerical simulation. The calculation result of comprehensive error shows that the detection accuracy of the system can reach 0.003mm based on the current turntable manufacturing precision and laser detection level.
Keywords:laser circling scan; detection accuracy; multi-body topology; error conversion
