基于累積特性分析的注塑過程質量預測
2016-01-14 01:22:43
電子測試 2015年10期
?
基于累積特性分析的注塑過程質量預測
喬勝陽
(國家知識產權局專利局專利審查協作河南中心,河南鄭州,450000)
摘要:注塑過程為現代社會提供了大量、豐富、高品質的塑料制品。如何保證我國注塑成型過程的精確、高效運行,生產出高質量的產品,及時可靠的質量預測已成為亟待解決的問題。本文針對注塑過程已有方法的不足,提出了基于累積特性分析的質量預測方法,實際工業實驗表明了所提出方法的有效性。
關鍵詞:注塑過程;累積特性;質量預測
0 引言
隨著全球化和城市化發展的深入,具有低成本、種類豐富等特點的塑料制品已廣泛應用于交通運輸、信息、醫療等國民經濟的支柱產業。近年來,中國塑料行業保持了高速增長,已成為全球最大的塑料消費量國家。然而,市場需求的多樣化、性能要求的多功能化,及制造工業的經濟節能需求等因素,對塑料制品質量要求提出了更高的要求。注塑成型是一個涉及多方面復雜因素的加工過程,導致塑料制品易出現質量缺陷。因此,及時在線預測產品質量成為一個復雜而有意義的研究內容。
現有的方法只利用當前時刻的數據信息進行質量預測,未能充分考慮之前的數據累積影響。而且目前的質量控制也沒有考慮過程擾動、建模誤差等因素對質量預測的不利影響。因此,本文提出了一種基于累積特性的注塑過程質量預測方法,實際實驗表明了所提方法的有效性。
1 注塑過程概述與數據分析
注塑過程是將塑料熔體注射入模具內部得到多種多樣塑料制品的加工過程。一般來說,它包括以下四個階段:注塑段、保壓段、塑化段和冷卻段。在注塑段,塑料熔體在注射壓力的驅動下以一定的速度注入閉合模腔的內部。當模具內部完全充滿塑料熔體后,過程隨后進入保壓段。在保壓段內,注塑螺桿進一步前移,部分熔體將被繼續充入模腔內部以彌補由于熔體冷卻而引起的收縮。在冷卻階段,模腔內熔體溫度不斷降低以使塑料制品足夠堅硬而被頂出。與此同時,在冷卻段的前期,螺桿不停的后退旋轉產生大量的剪切熱,結合機筒高溫塑料顆粒迅速呈熔融態并在螺桿的反向作用下向機筒的前端移動,以產生滿足下一個批次生產所需要的熔體,稱之為塑化段。假設其過程變量個數為J個,采樣點數為K,若有I次正常的間歇操作,則可以得到三維過程矩陣X(I×Jx×K)和質量數據矩陣Y(I×Jy)。注塑過程中,過程變量與質量的相關關系并非時刻變化,而是隨操作階段進行呈現分段性。因此,文中使用文[2]提出的步進有序時段劃分方法進行時段劃分。
2 在線質量預測
將標準化后的矩陣X沿時間方向進行切割,可以得到K個時間片矩陣Xk(I×Jx)。根據文[1]的時段劃分方法得到C個時段,利用R2指標可以得到每個時刻的預測能力,進一步得到時段Rc的指標。在關鍵時段內,由于要考慮之前數據的累積影響,需要對時段內的每個時刻建立預測模型。這個模型綜合了該時段之前的數據信息,因此要對將該時段內已進行過的時間片矩陣橫向按時間排列,得到建模所需數據(I×Jx)。
對于已經完成的時段,其預測質量可以用最后一個時刻的預測質量表示,將時段c的最后一個時刻上的模型定義為c,則時段的質量預測值c為:
由于之前考慮的是時段內累積分析,利用時段的Rc2確定不同時段的貢獻比例,加權得到最終的質量預測值為ck,需要注意的是ck需要經過反標準化才能得到真正的預測質量。

3 仿真實驗與結果分析
本文中,所采集得到的過程變量有11個,采樣點為513個,質量指標為塑料制品的最終重量。總批次為35個,其中前30個批次用于建模。根據文[2],注塑過程被劃分為5個時段,前兩個時段比較短,我們可以將它歸于注射段,后三個時段可依次對應于保壓段、塑化段、冷卻段。因為Rc2服從F分布,查表可得對應于99%置信度的值為0.726,因此大于該值的時段為關鍵時段。時段3、4對應的Rc2指標為0.9564和0.9712,因此是質量預測的關鍵時段。
在非關鍵時段-冷卻段引入故障。一般來說,非關鍵時段的故障對最終質量影響很小,幾乎可以忽略。所以,我們雖然引入了故障,但還是認為真實質量是不變的。圖1給出了本方法與已有兩種預測方法的對比結果。由于未考慮多時段特性,基于MPLS方法的質量預測結果出現了嚴重的偏差。克服了多時段特性,sub-PLS方法的質量預測結果并未受到非關鍵時段故障的強烈影響。然而,本文所提出的方法相比,sub-PLS預測質量的震蕩十分強烈,連續性偏差,不符合實際。綜合上述分析,本文所提出的方法具有更好的預測能力。
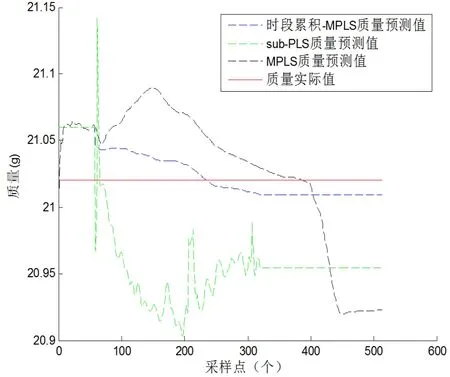
圖1 三種預測方法對比
4 總結
針對現有注塑過程質量預測方法中存在的不足,本文提出了基于累積特性分析的質量預測方法。該方法既能夠體現注塑這一典型批次過程的多時段特性,又考慮了時段內和時段間的質量累積效應。實際仿真實驗表明了所提出方法的有效性。
參考文獻
[1] 王利霞.基于數值模擬的注塑成型工藝優化及制品質量控制研究[D],鄭州大學, 2004.
[2] 趙春暉,陸寧云編著. 間歇過程統計監測與質量分析[M].科學出版社,2014.
[2] Nomikos P,Macgregor J F.Multi-way partial least squares in monitoring batch processes[J]. Chemometrics and Intelligent Laboratory Systems, 1995, 30.
[3] Lu N Y,Gao F R.Stage-based process analysis and quality prediction for batch processes[J]. Industrial & Engineering Chemistry Research,2005, 44(10).
喬勝陽(1986-),男,碩士,河南南陽市人,國家知識產權局專利局專利審查協作河南中心專利審查員,從事于自動化領域專利審查工作。
Quality prediction of injection molding process based on cumulative characteristic analysis
Qiao Shengyang
(the Patent Office of the Patent Office of the Patent Office of the State Intellectual Property Office,Zhengzhou, Henan,Henan 450000,China)
Abstract:The injection molding process for the modern society to provide a lot of, rich,high-quality plastic products. How to guarantee the accurate and efficient operation of injection molding process, produce the high quality products,and the reliable quality forecast has become the problem to be solved urgently..In view of the shortage of existing methods for injection molding,the quality forecasting method based on accumulation characteristic analysis is proposed, and the practical industrial experiment shows the effectiveness of the proposed method.
Keywords:injection molding process cumulative character quality forecast
作者簡介
