兩級階梯形變幅桿設(shè)計及優(yōu)化
2016-01-15 05:46:18申昊,蔡萬寵,郁鼎文
振動與沖擊 2015年20期
第一作者申昊男,博士生,1988年9月生
通信作者郁鼎文男,教授,1962年10月生
兩級階梯形變幅桿設(shè)計及優(yōu)化
申昊,蔡萬寵,郁鼎文
(清華大學(xué)機械工程學(xué)系,北京100084)
摘要:基于ANSYS workbench多目標(biāo)驅(qū)動優(yōu)化模塊對兩級階梯形變幅桿進行優(yōu)化設(shè)計。基于解析法設(shè)計兩級階梯形變幅桿,建立參數(shù)化變幅桿模型;在靜力學(xué)分析基礎(chǔ)上對變幅桿進行模態(tài)、諧響應(yīng)分析。通過52個設(shè)計點仿真分析獲得諧振頻率、放大系數(shù)、最大應(yīng)力與變幅桿結(jié)構(gòu)尺寸關(guān)系,并優(yōu)化變幅桿尺寸。研究表明,變幅桿諧振頻率小于理論設(shè)計頻率,振幅放大系數(shù)小于理論值,超聲能量損耗較大。優(yōu)化所得變幅桿的諧振頻率接近理論設(shè)計頻率,提高放大系數(shù)。為大功率、大振幅的超聲變幅桿優(yōu)化設(shè)計提供新的設(shè)計、優(yōu)化思路。
關(guān)鍵詞:階梯形變幅桿;多目標(biāo)驅(qū)動優(yōu)化;放大系數(shù);諧振頻率;超聲加工
基金項目:國家自然科學(xué)基金(51475260);北京市科技項目(D131100002713003)
收稿日期:2014-06-03修改稿收到日期:2014-09-12
中圖分類號:TG663
文獻標(biāo)志碼:A
DOI:10.13465/j.cnki.jvs.2015.20.018
Abstract:A two-section ultrasonic stepped horn was designed and optimized using the multi-goal driven optimization method based on ANSYS workbench. Based on analytical method, the two-section ultrasonic stepped horn was designed and a parameterized model of the horn was established. In addition, the amplifying rate and resonant frequency of the horn were obtained by using static, modal and harmonic response analyses. A simulation with fifty-two design points selected was carried out, and the relationship between vibration parameters and sizes of the horn was obtained. Moreover, the sizes of the ultrasonic horn were optimized using the multi-goal driven optimization method. The results show that the real resonant frequency is lower than the theoretically designed frequency and the real amplifying rate of the horn inclines to be smaller than the theoretical one. Through optimization, the deviation between the real resonant frequency and theoretically designed frequency is reduced, and the amplifying rate is improved. The paper provides a new optimal design method of ultrasonic horn in high-power ultrasonic machining.
Design and optimization of two-section ultrasonic stepped horn
SHENHao,CAIWan-chong,YUDing-wen(Department of mechanical engineering, Tsinghua University, Beijing 100084, China)
Key words:two-section ultrasonic stepped horn; multi-goal driven optimization; amplifying rate; resonant frequency; ultrasonic machining
超聲加工系統(tǒng)主要由超聲波發(fā)生器、換能器及變幅桿等組成。變幅桿起放大換能器輸出機械振動振幅、聚集超聲振動能量及超聲振動系統(tǒng)阻抗匹配等作用,其聲學(xué)振動特性對整個超聲加工裝置均極其重要[1-2]。而減小變幅桿超聲能量傳遞損失、提高放大系數(shù)已成超聲振動系統(tǒng)研究熱點。Amin等[3]將有限元方法用于超聲變幅桿設(shè)計,優(yōu)化變幅桿曲線形狀、提高超聲加工材料去除率。張可昕等[4]用有限元法設(shè)計帶加工工具的復(fù)合變幅桿,分析刀具尺寸對變幅桿放大倍數(shù)、諧振長度影響,優(yōu)化獲得變幅桿最佳放大倍數(shù)及諧振長度。
隨旋轉(zhuǎn)超聲技術(shù)在脆性材料加工中廣泛應(yīng)用,為提高效率及質(zhì)量對旋轉(zhuǎn)超聲加工系統(tǒng)振幅、頻率等輸出參數(shù)要求更高。因此,設(shè)計大放大系數(shù)超聲變幅桿、提高能量轉(zhuǎn)換效率非常必要[5]。目前普遍使用的變幅桿設(shè)計方法有解析法[6]、傳輸矩陣法[7]、四端網(wǎng)絡(luò)法[8]、表觀彈性法[9]及有限元法[10-11]等。
本文基于解析法設(shè)計兩級階梯形變幅桿,并通過模態(tài)、諧響應(yīng)分析獲得理論計算偏差;基于ANSYS workbench建立參數(shù)化變幅桿模型,用多目標(biāo)驅(qū)動優(yōu)化方法分析其結(jié)構(gòu)尺寸對放大系數(shù)、最大等效應(yīng)力等參數(shù)影響規(guī)律,優(yōu)化結(jié)構(gòu)尺寸。
1變幅桿設(shè)計
由于本文設(shè)計的變幅桿應(yīng)用對象為深腔零件,軸向尺寸較大,故用兩級階梯形。基于特殊工程背景,刀具頭長度對變幅桿振動特性影響較大。設(shè)計時考慮該長度對變幅桿諧振特性影響,將球頭刀具作為第二級階梯形變幅桿輸出級,簡化刀具與變幅桿結(jié)合面特性進行一體化設(shè)計,使刀具末端振幅最大,見圖1。
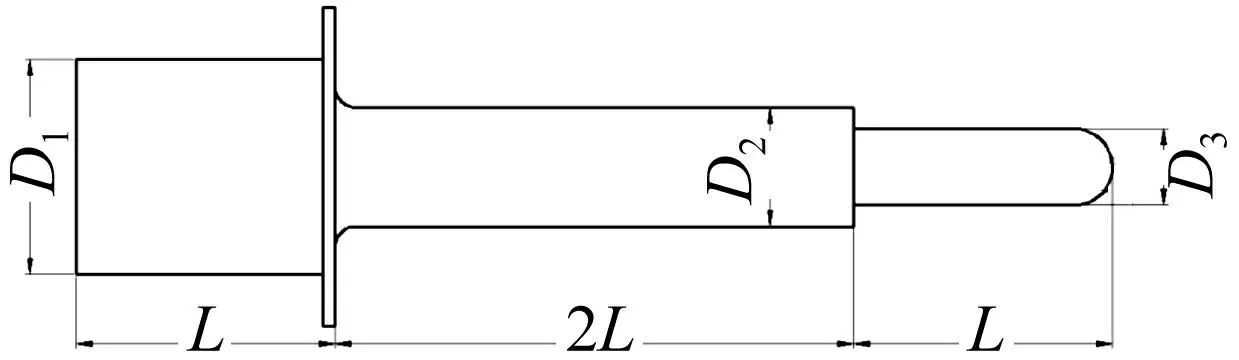
圖1 兩級階梯形變幅桿 Fig.1 Two-section ultrasonic stepped horn
利用半波長理論進行變幅桿設(shè)計,其頻率為20 kHz,材料45號鋼。在諧振條件下,變幅桿縱振波動方程[12]為
(1)
式中:A為變幅桿截面積函數(shù);ξ為質(zhì)點位移函數(shù);k=ω/c為圓波數(shù),c為縱波在變幅桿中傳播速度。
超聲振動系統(tǒng)一般在變幅桿節(jié)面位置固定,為考慮變幅桿定位、夾緊對其振動特性影響,在理論節(jié)面位置設(shè)計圓盤。用ANSYS workbench DM模塊建立參數(shù)化模型(圖1),變幅桿結(jié)構(gòu)尺寸見表1。
表1 變幅桿參數(shù)
2變幅桿振動特性仿真分析
2.1模態(tài)分析
超聲振動系統(tǒng)一般在變幅桿節(jié)面位置固定,變幅桿圓盤后面及圓周面會與固定支架配合,而前面會通過夾緊力夾緊。為研究定位、夾緊對變幅桿振動特性影響對其進行靜力學(xué)分析,獲得其在安裝條件下的預(yù)應(yīng)力。設(shè)變幅桿約束形式見圖2,圓盤后面軸向位移及圓周面徑向位移均為0,圓盤前面施加預(yù)緊力,據(jù)超聲設(shè)計手冊,設(shè)預(yù)緊力為10 000 N。
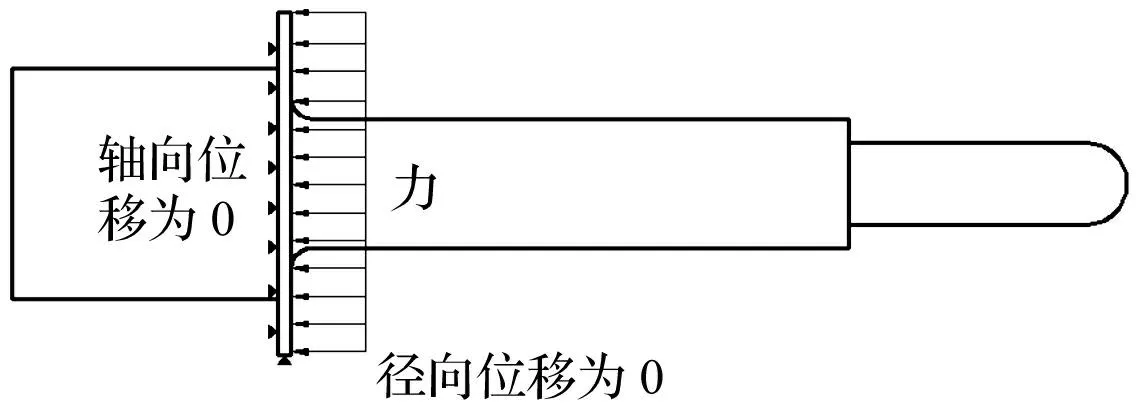
圖2 變幅桿約束形式 Fig.2 The constrain of ultrasonic horn
在頻率18~22 kHz范圍內(nèi)對變幅桿進行模態(tài)分析,獲得變幅桿5階模態(tài),頻率、振動形式見表2,前3階模態(tài)振型見圖3。
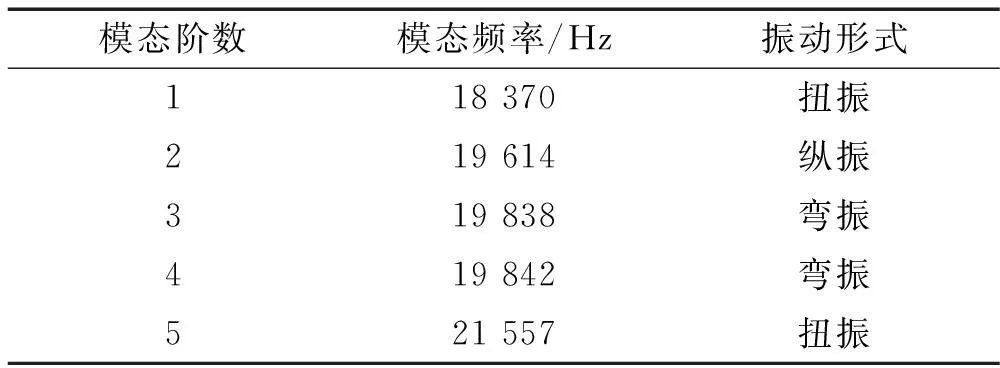
表2 各階模態(tài)頻率及振動形式
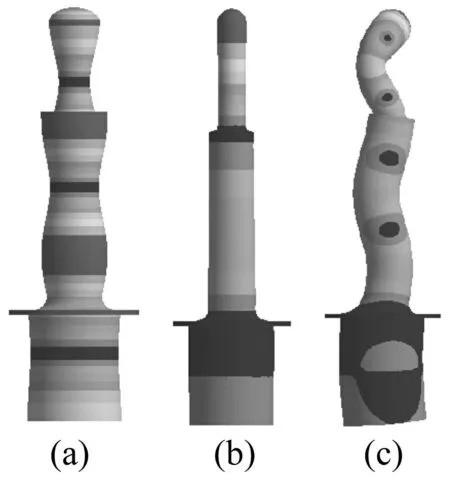
圖3 前3階模態(tài)振型 Fig.3 The first three modes of ultrasonic horn
由模態(tài)分析結(jié)果知,變幅桿縱振諧振頻率為f,=19 614 Hz,小于理論設(shè)計頻率20 kHz。為對比分析變幅桿節(jié)面預(yù)應(yīng)力對其振動特性影響,對不固定的變幅桿進行模態(tài)分析,獲得其縱振諧振頻率為f,=19 457 Hz。原因為:①理論設(shè)計時未考慮圓盤存在,圓盤設(shè)計使變幅桿諧振頻率減小;②安裝預(yù)應(yīng)力使變幅桿諧振頻率發(fā)生偏移;③變幅桿采用一維設(shè)計理論,忽略泊松效應(yīng)引起的橫向振動,與實際振動情況存在偏差。
2.2諧響應(yīng)分析
為研究變幅桿放大系數(shù)、應(yīng)力分布,在頻率18~22 kHz范圍內(nèi)對其進行諧響應(yīng)分析,分別以100個頻率的簡諧激勵作為輸入,獲得變幅桿輸出振幅及最大等效應(yīng)力,并繪制頻率響應(yīng)曲線,見圖4、圖5。由兩圖可知,隨激勵頻率變化最大應(yīng)力及振幅變化規(guī)律相似,二者在模態(tài)頻率點取得極值,模態(tài)頻率小于理論設(shè)計頻率,即變幅桿實際諧振頻率小于理論設(shè)計頻率。
以振幅4 μm,頻率20 kHz的簡諧振動作為輸入時變幅桿輸出振幅、放大系數(shù)及最大等效應(yīng)力見表3。沿變幅桿軸線振幅分布曲線見圖6。測量獲得變幅桿節(jié)點位置為57.79 mm,較解析解x0=64.625 mm節(jié)點位置向大端偏移。因激勵頻率大于變幅桿實際諧振頻率,超聲振動在桿中傳播的半波長減小,故節(jié)點位置向大端偏移。節(jié)點位置為超聲振動系統(tǒng)固定點,其偏移將導(dǎo)致系統(tǒng)固定處出現(xiàn)較大縱振振幅,導(dǎo)致較大超聲能量損耗,增大系統(tǒng)發(fā)熱量及桿最大等效應(yīng)力。
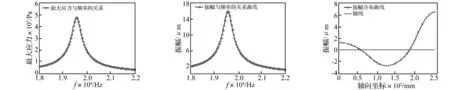

圖4 最大應(yīng)力頻率響應(yīng)曲線Fig.4Frequencyresponseofstress圖5 振幅頻率響應(yīng)曲線Fig.5Frequencyresponseofamplitude圖6 階梯形變幅桿振幅分布曲線Fig.6Thecurveofamplitude

表3 激勵頻率f=20 kHz時變幅桿振動參數(shù)
3變幅桿優(yōu)化設(shè)計及驗證
3.1多目標(biāo)驅(qū)動優(yōu)化設(shè)計
模態(tài)分析及諧響應(yīng)分析結(jié)果表明,解析解所得兩級階梯形變幅桿實際諧振頻率小于理論設(shè)計頻率,實際節(jié)面位置向桿的大端偏移。為優(yōu)化變幅桿結(jié)構(gòu)尺寸,獲得較優(yōu)諧振頻率、節(jié)點位置及振幅放大系數(shù),本文用多目標(biāo)驅(qū)動優(yōu)化方法對兩級階梯形變幅桿第一級尺寸進行優(yōu)化設(shè)計。優(yōu)化目標(biāo)為:放大系數(shù)最大化,最大應(yīng)力最小化,振動形式確認系數(shù)近似等于泊松比。設(shè)計大、小端長度等5個輸入變量,并限定變量取值范圍,見表4。將仿真計算所得刀具輸出端X、Y、Z方向振幅及變幅桿輸入端Z方向振幅、最大應(yīng)力設(shè)為輸出變量,見表5。
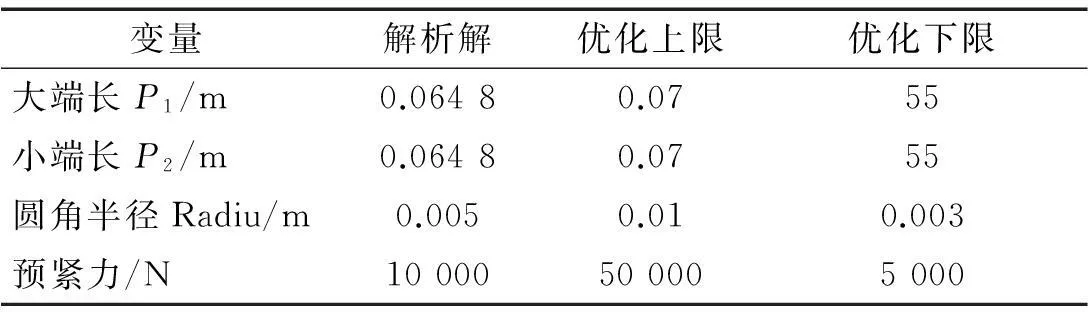
表4 輸入變量

表5 輸出變量設(shè)計
由于ANSYS中無法自動捕獲變幅桿振動形式,變幅桿尺寸改變時若其振動形式改變,則可能在其它振動形式下得到放大系數(shù)極大值與最大應(yīng)力極小值。因此,不能簡單將振幅放大系數(shù)與最大應(yīng)力作為優(yōu)化設(shè)計目標(biāo)。為避免變幅桿振動形式改變導(dǎo)致優(yōu)化失敗,進行設(shè)置,獲得導(dǎo)出變量見表6。
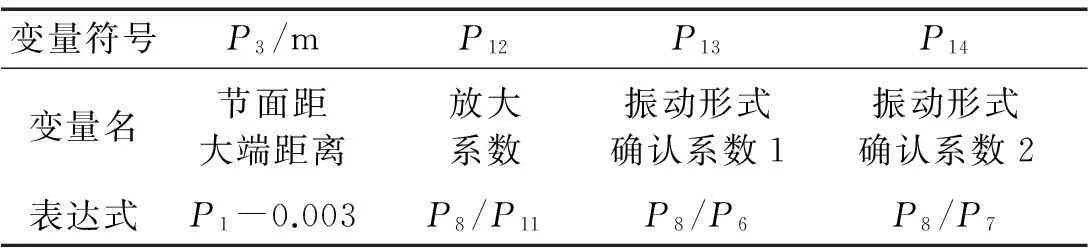
表6 導(dǎo)出變量設(shè)計
(1)優(yōu)化設(shè)計中為確定變幅桿在20 kHz處的振動形式仍為縱振,本文設(shè)計導(dǎo)出變量振動形式確認系數(shù),其值接近泊松比時可確定變幅桿振動形式為縱振。
(2)基于刀具輸出端、變幅桿輸入端Z向振幅,計算變幅桿放大系數(shù)作為優(yōu)化設(shè)計目標(biāo)變量。
基于以上輸入變量、輸出變量及導(dǎo)出變量,ANSYS多目標(biāo)驅(qū)動優(yōu)化設(shè)計模塊應(yīng)用中心復(fù)合表面設(shè)計算法(central composite face-centered design)建立52個變幅桿設(shè)計點。該方法會據(jù)設(shè)計變量數(shù)量指數(shù)型增加設(shè)計點數(shù)。設(shè)計點分布見圖7,圖中已標(biāo)明前40個設(shè)計點的分布曲線。
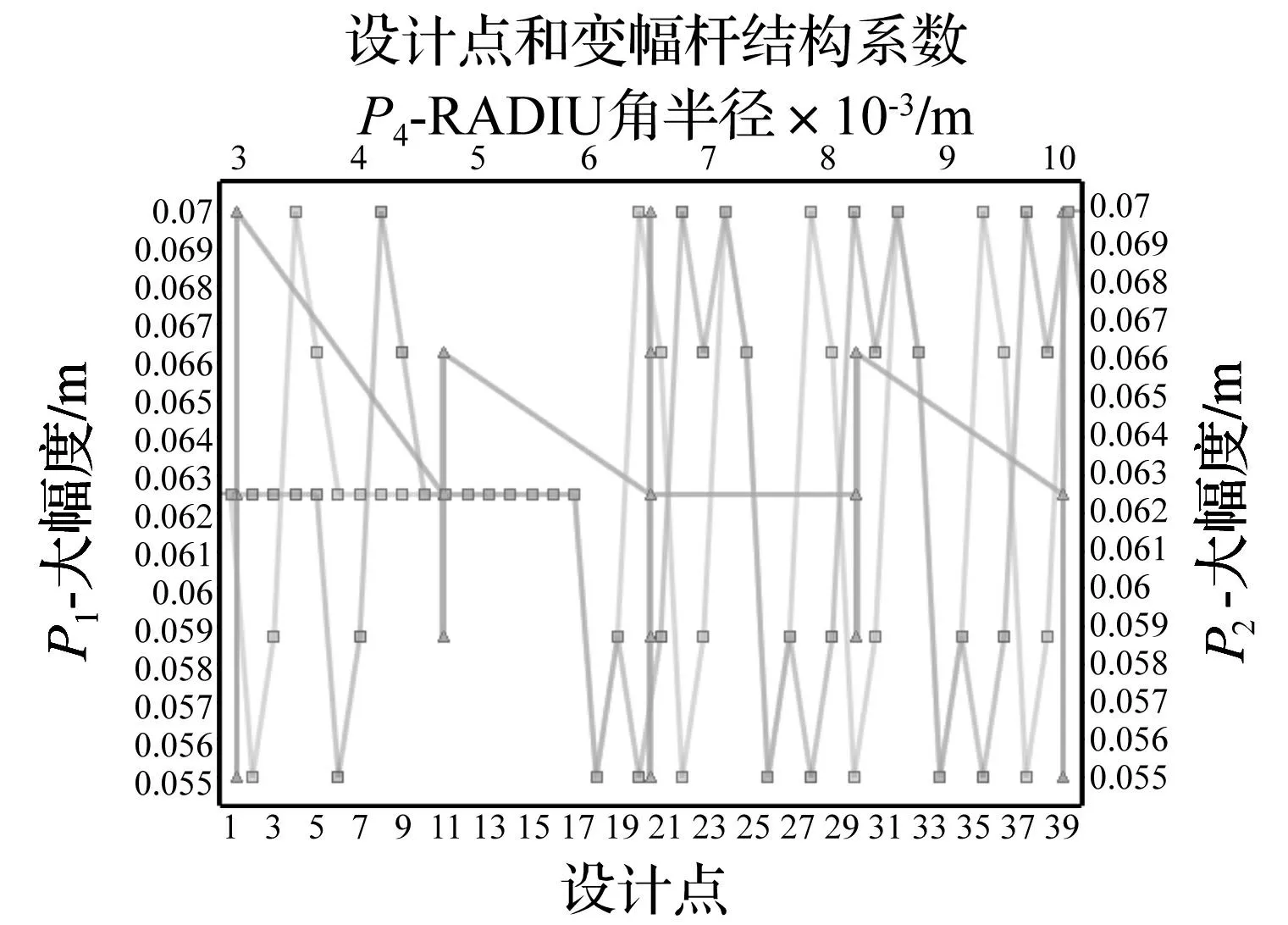
圖7 優(yōu)化設(shè)計點分布圖 Fig.7 Distribution of design points
通過對52個設(shè)計點仿真分析,建立振幅放大系數(shù)及最大應(yīng)力等變量與變幅桿尺寸變量響應(yīng)面,獲得目標(biāo)變量對變幅桿尺寸變化的敏感程度。優(yōu)化設(shè)計流程見圖8。
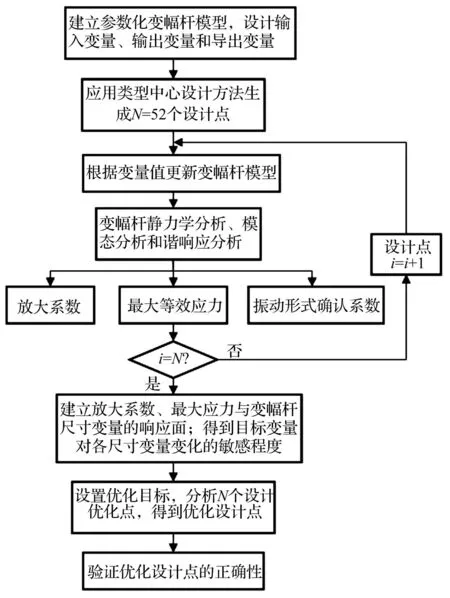
圖8 多目標(biāo)驅(qū)動優(yōu)化流程圖 Fig.8 Flow chart of multi-goal driven optimization
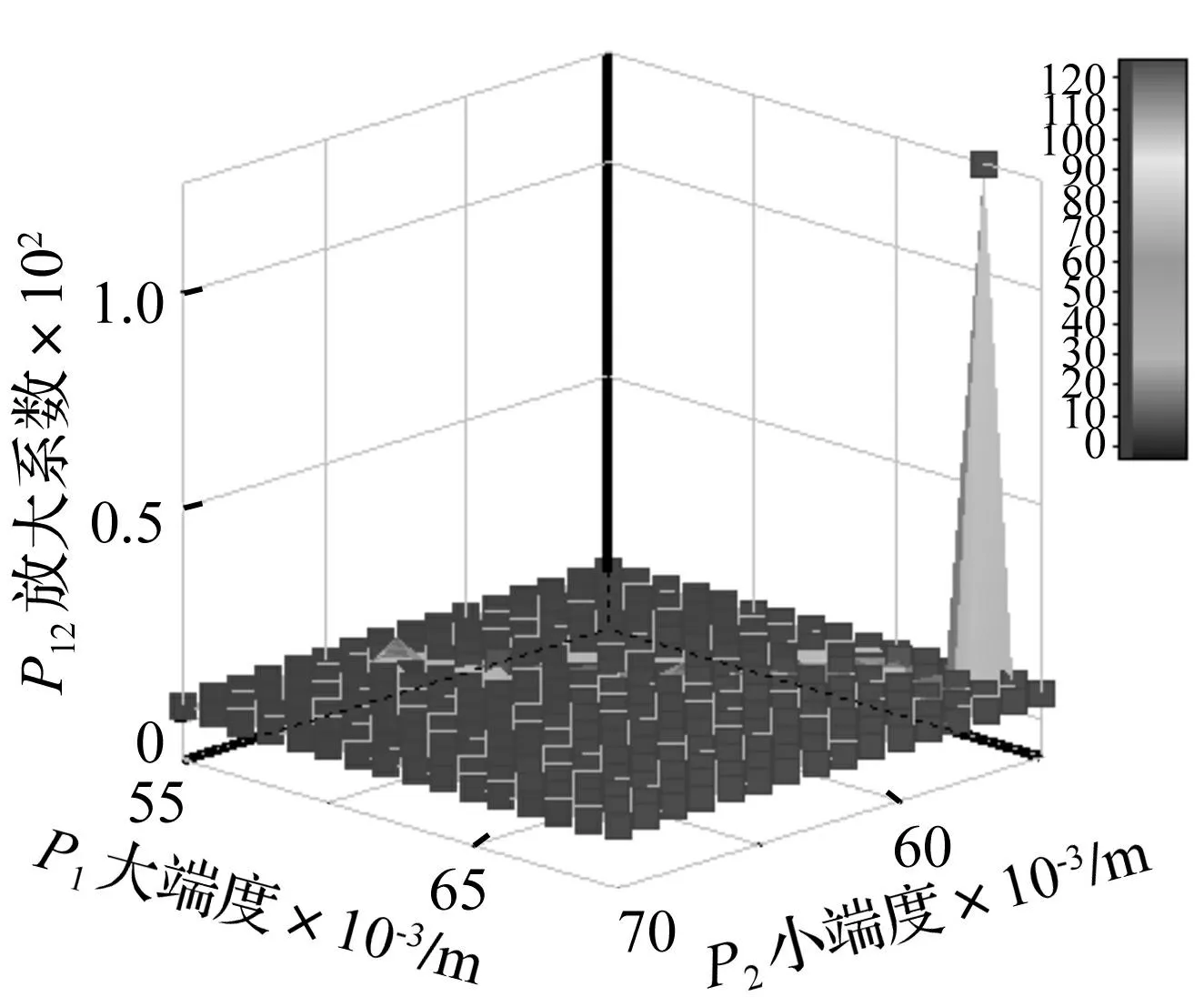
圖9 放大系數(shù)與變幅桿尺寸響應(yīng)面 Fig.9 Response chart for the amplifying rate and the sizes of horn
放大系數(shù)與變幅桿大、小端長度響應(yīng)面見圖9。由圖9看出,變幅桿尺寸接近最優(yōu)值時放大系數(shù)顯著增大,出現(xiàn)峰值,即變幅桿尺寸存在最優(yōu)值。
最大應(yīng)力與變幅桿大、小端長度響應(yīng)面見圖10。由圖10看出,變幅桿大端長度對最大應(yīng)力影響較大。
輸出變量對輸入變量變化的敏感度曲線見圖11。由圖11看出,圓角半徑及預(yù)緊力對變幅桿放大倍數(shù)、最大等效應(yīng)力影響較小。因此,優(yōu)化后可保持變幅桿圓角半徑及預(yù)緊力大小不變。
據(jù)52個設(shè)計點的仿真分析結(jié)果,以放大系數(shù)、最大應(yīng)力和振動形式確認系數(shù)為目標(biāo)變量,以掃掠方式得到優(yōu)化設(shè)計點。優(yōu)化后的變幅桿參數(shù)圓整值見表7。
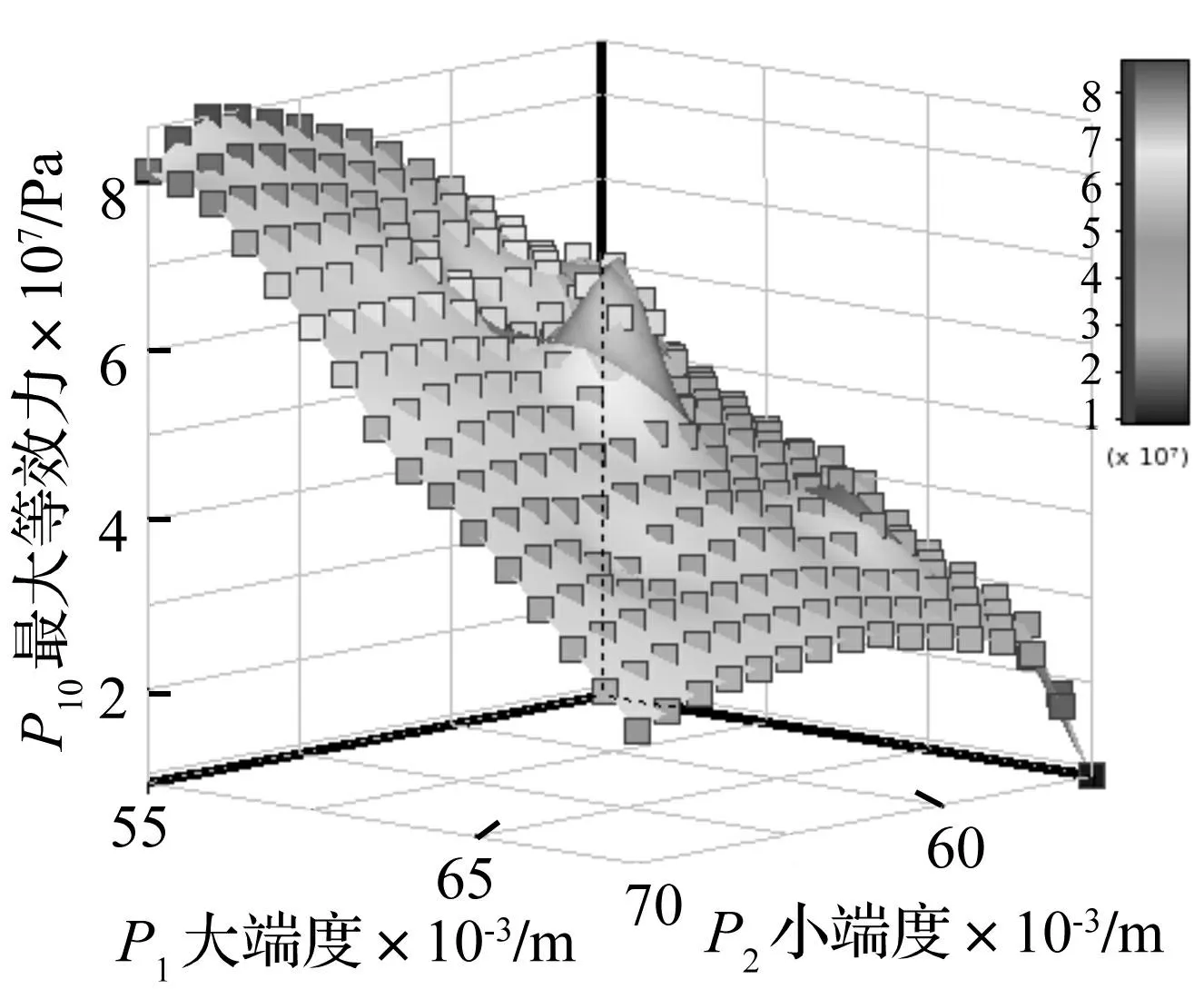
圖10 最大等效應(yīng)力與變幅桿尺寸響應(yīng)面 Fig.10 Response chart for the maximum stress and the sizes of horn
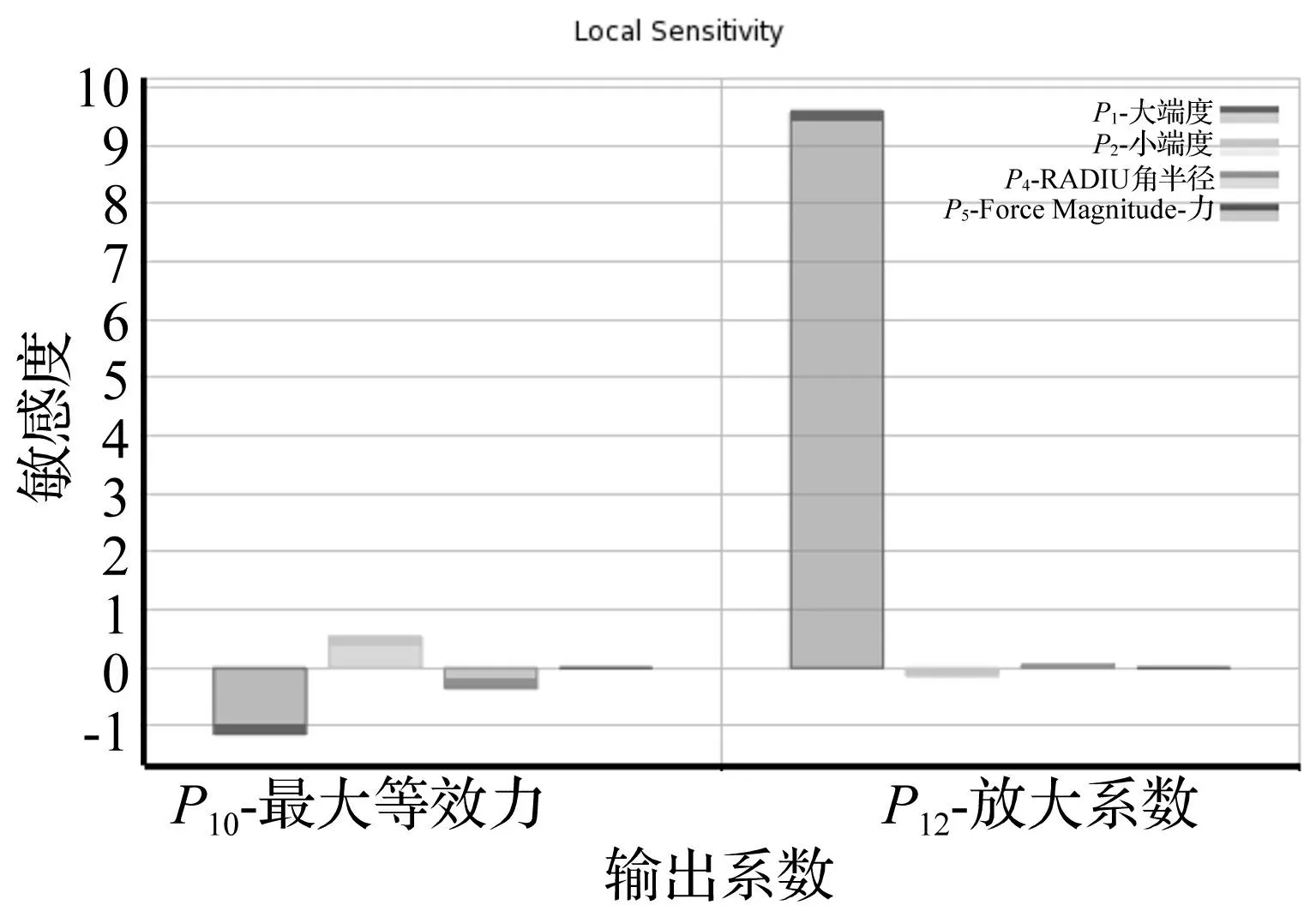
圖11 輸出變量對輸入變量敏感度 Fig.11 Local sensitivity of the output variables to input variables

諧振頻率f/Hz大端長度/mm小端長度/mm圓角半徑/mm節(jié)面距大端距離/mm2004068581065
3.2驗證優(yōu)化設(shè)計點正確性
為驗證多目標(biāo)驅(qū)動優(yōu)化方法所得優(yōu)化設(shè)計點的正確性,對解析求解的變幅桿及優(yōu)化后變幅桿進行對比分析。先對變幅桿進行靜力學(xué)分析,并以此為基礎(chǔ)進行模態(tài)及諧響應(yīng)分析,獲得優(yōu)化前后變幅桿的諧振頻率、放大系數(shù)及最大應(yīng)力見表8。由表8看出,優(yōu)化后的變幅桿諧振頻率接近理論設(shè)計頻率20 kHz,放大系數(shù)較優(yōu)化前有明顯提高,且最大應(yīng)力在45號鋼強度極限內(nèi)。因此,本文優(yōu)化法不僅能優(yōu)化變幅桿尺寸,使其實際諧振頻率接近理論設(shè)計頻率,且能提高超聲能量傳輸效率,為大功率、大振幅超聲加工奠定基礎(chǔ)。
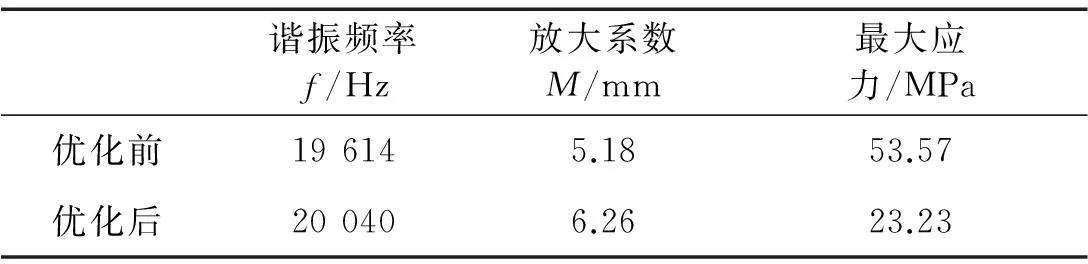
表8 優(yōu)化前后變幅桿振動特性對比
4結(jié)論
本文基于解析法設(shè)計兩級階梯形變幅桿并建立模型,仿真分析獲得其模態(tài)頻率、最大應(yīng)力、放大系數(shù)及節(jié)點位置。基于多目標(biāo)驅(qū)動優(yōu)化方法,考慮安裝、夾緊影響優(yōu)化變幅桿結(jié)構(gòu)尺寸,結(jié)論如下:
(1)利用解析法設(shè)計所得兩級階梯形變幅桿諧振頻率小于理論設(shè)計頻率,節(jié)點位置向大端偏移,振幅放大系數(shù)減小。
(2)多目標(biāo)驅(qū)動優(yōu)化設(shè)計方法能有效優(yōu)化變幅桿結(jié)構(gòu)尺寸使其實際諧振頻率接近理論設(shè)計頻率及提高振幅放大系數(shù)。可為大功率、大振幅超聲加工提供技術(shù)支持。
(3)考慮安裝、夾緊對變幅桿振動特性影響時較接近其實際工作情況,對變幅桿設(shè)計、生產(chǎn)、安裝有一定指導(dǎo)意義。
參考文獻
[1]趙明利,程雪利,趙波. 帶工具頭超聲變幅桿節(jié)點定位偏差問題分析[J]. 聲學(xué)技術(shù), 2013, 32(3): 253-256.
ZHAO Ming-li, CHENG Xue-li, ZHAO Bo. Research on the node localization deviation of the ultrasonic amplitude transformer with tool head[J]. Technical Acoustics, 2013, 32(3): 253-256.
[2]張向慧,錢樺. 旋轉(zhuǎn)超聲加工振動系統(tǒng)的研究[J]. 振動與沖擊, 2010, 29(4): 218-221.
ZHANG Xiang-hui, QIAN Hua. Research on the vibration system of Rotary ultrasonic machining[J]. Journal of Vibration and Shock, 2010, 29(4): 218-221.
[3]Amin S G, Ahmed M H M, Youssef H A. Computer-aided design of acoustic horns for ultrasonic machining using finite-element analysis[J]. Journal of Materials Processing Technology, 1995, 55(3): 254-260.
[4]張可昕,張向慧,高炬,等. 帶有加工工具的超聲復(fù)合變幅桿的優(yōu)化設(shè)計[J]. 機械設(shè)計與制造, 2011(11):38-40.
ZHANG Ke-xin, ZHANG Xiang-hui, GAO Ju, et al. Ptimum design of acoustic horns with tool for ultrasonic machining using finite-element analysis[J]. Machinery Design & Manufacture, 2011(11):38-40.
[5]潘巧生,劉永斌,賀良國,等. 一種大振幅超聲變幅桿設(shè)計[J]. 振動與沖擊, 2014, 33(9): 1-5.
PAN Qiao-sheng, LIU Yong-bin, HE Liang-guo, et al. Design of an ultrasonic horn with high amplitude of longitudinal vibration [J]. Journalof Vibration and Shock, 2014, 33(9): 1-5.
[6]賀西平,高潔. 超聲變幅桿設(shè)計方法研究[J]. 聲學(xué)技術(shù), 2006, 25(1): 82-86.
HE Xi-ping, GAO Jie. A review of ultrasonic solid horn design [J]. Technical Acoustics, 2006, 25(1): 82-86.
[7]Lesniewski P. Discrete component equivalent circuit for webster shorns[J]. Applied Acoustics, 1995, 44: 117-124.
[8]高潔,賀西平,胡靜. 四端網(wǎng)絡(luò)法統(tǒng)一變幅桿的性能參量[J]. 聲學(xué)技術(shù), 2006, 25(1): 87-89.
GAO Jie, HE Xi-ping, HU Jing. Unified treatment of ultrasonic horn characteristics based on four-end network approach [J]. Technical Acoustics, 2006, 25(1): 87-89.
[9]Mori E. New bolt clamped flexural mode ultrasonic high-power transducer with one dimensional construction [C]. Ultrasonics International Conf. Proc.,1989: 257-261.
[10]薛庚健,馬麟, 李亞潔. 階梯形變幅桿的設(shè)計分析[J]. 機械設(shè)計與制造, 2013, 12: 14-16.
XUE Geng-jian, MA Lin, LI Ya-jie. Steppedultrasonic transformers design and analysis[J]. Machinery Design & Manufacture, 2013, 12: 14-16.
[11]Huang Yi-cheng, Ding Guan-zhang, Chen Bo-hsuan,et al. Simulation and experiment of langevin-type piezoelectric ultrasonic horn for micro tool motion[J]. Intelligent Technologies and Engineering Systems, 2013, 234: 967-974.
[12]曹鳳國.超聲加工技術(shù)[M].北京:化學(xué)工業(yè)出版社, 2005.