水室封頭重型銑削加工刀盤與主軸系統(tǒng)振動模態(tài)分析
2016-01-15 05:08:42程耀楠,鞏亞楠,韓禹等
振動與沖擊 2015年18期
第一作者程耀楠男,博士,教授,1977年生
水室封頭重型銑削加工刀盤與主軸系統(tǒng)振動模態(tài)分析
程耀楠,鞏亞楠,韓禹,劉利,劉立佳,高軍
(哈爾濱理工大學“高效切削及刀具”國家地方聯(lián)合工程重點實驗室,哈爾濱150080)
摘要:核島AP1000蒸發(fā)器水室封頭是當今世界應用最廣、制造難度最大的第三代核電核心部件。重型銑削加工過程中的振動沖擊與顫振,嚴重影響和制約了加工質(zhì)量和生產(chǎn)效率。為研究水室封頭重型銑削刀盤與主軸系統(tǒng)的固有振動特性,首先分析重型銑削加工振動產(chǎn)生特點,建立了專用機床(TK6920型數(shù)控落地鏜銑床)與刀盤(Φ200R8圓弧刀片刀盤)的三維模型,進行有限元模態(tài)仿真分析;進而在生產(chǎn)現(xiàn)場進行模態(tài)實驗,采集和處理數(shù)據(jù)并進行實驗模態(tài)分析;通過對比實驗數(shù)據(jù)與仿真模態(tài)分析結(jié)果,最后總結(jié)出重型銑削機床刀盤與主軸系統(tǒng)的固有振動特性,為研究重型銑削過程中振動特性奠定基礎。
關鍵詞:振動模態(tài);模態(tài)分析;重型銑削;水室封頭
基金項目:國家自然科學基金資助項目(51205095) ;黑龍江省教育廳科學技術重點項目(12541z006)
收稿日期:2014-04-15修改稿收到日期:2014-09-12
中圖分類號:TH113文獻標志碼:A
Vibration modal analysis of the cutter and main shaft system in heavy milling process of water chamber head
CHENGYao-nan,GONGYa-nan,HANYu,LIULi,LIULi-jia,GAOJun(Key national and local joint engineering laboratory of “efficient cutting and tools”, Harbin University of Science and Technology, Harbin 150080, China)
Abstract:The water chamber head of nuclear island AP1000 evaporator is one of the core components of the third-generation nuclear power plant. Such kind of head is the most widely-used, but is of much difficulty in manufacturing. The vibration and flutter in heavy milling process seriously affect and restrict the machining quality and production efficiency. In order to understand the vibration modal characteristics of the cutter and main shaft system in water chamber head milling process, its vibration characteristics in heavy milling process were analysed through establishing a three-dimensional model of machine tools (TK6920 CNC floor-type boring and milling machine) and cutter (Φ200R8 arc blade cutter), a finite element modal simulation was carried out and an experimental modal analysis in production field was followed. By summarizing and comparing the results of experimental and numerical analyses, the natural vibration characteristics of the cutter and spindle system of heavy milling machine were made clear. The results which lay a foundation for further study of vibration characteristics in heavy milling process.
Key words:vibration mode; modal analysis; heavy milling; water chamber head
核島AP1000蒸發(fā)器水室封頭的加工,綜合一般重型銑削加工的特點,作為最新的第三代核電設備的核心部件,水室封頭的銑削加工同時包括外球面、內(nèi)球面、柱面、斜面、腔體等型面的加工,其加工的復雜性具有重型銑削的代表性[1-2];圖1(a)為加工過程中的水室封頭。重型銑削作為大型異型件水室封頭加工過程中的主要加工方式,考慮實際加工過程中,該部件應用特殊的難加工材料508Ⅲ鋼,部件的體積巨大,銑削過程中主軸經(jīng)常處于臨界懸伸狀態(tài) (見圖1(b)),在超大進給量和背吃刀量的共同作用下,銑削過程中產(chǎn)生嚴重的振動沖擊與顫振,使得加工過程中刀具產(chǎn)生嚴重的破損,并且嚴重影響了零件的加工質(zhì)量與生產(chǎn)效率[3-5]。為了提高實際加工的生產(chǎn)效率,同時提高零件的加工質(zhì)量與刀具的使用壽命,因此有必要對水室封頭的銑削系統(tǒng)的固有振動特性進行研究。機械結(jié)構的固有振動特性稱為模態(tài),模態(tài)分析是一種研究結(jié)構動態(tài)特性的方法。通過疊加每一階模態(tài)所對應的模態(tài)參數(shù),得出結(jié)構的固有振動特性的概況。本文通過有限元模態(tài)分析與實驗模態(tài)分析兩種方法,主要對加工水室封頭專用重型銑削刀盤與主軸系統(tǒng)進行模態(tài)分析,為進一步研究重型銑削結(jié)構系統(tǒng)的振動特性和后期振動故障診斷及動態(tài)特性的研究提供依據(jù)。

圖1 重型銑削水室封頭 Fig.1 Heavy milling water chamber head
1重型銑削加工振動產(chǎn)生的特點
大型異型件水室封頭采用材料508Ⅲ鋼,508Ⅲ鋼具有高強度、高硬度、高斷面收縮率特性。超大型水室封頭鍛件切削加工屬于極端制造領域超重型切削,其進給量較中型切削>10倍,切削力是中型切削的40~50倍;其外表面有很多大型鍛造零部件類似的鍛造缺陷,如鍛造鏟溝、鍛造裂紋、鍛造褶皺以及夾砂等,引起零件加工余量嚴重不均[6-8]。在超大進給量、背吃刀量與切削力的情況下,振動沖擊是重型銑削整個加工過程中重要的影響因素之一,同時在銑削加工過程中,主軸的懸伸量基本處于機床的極限伸長量(主軸懸伸長度約為1.2 m),同時在大切削力與機床顫振的共同作用下,刀盤與主軸發(fā)生劇烈的振動,導致加工表面出現(xiàn)波紋狀切痕(見圖2),造成刀片嚴重的沖擊破損。為了研究重型銑削加工中振動產(chǎn)生的特點,首先要對刀盤與主軸系統(tǒng)的固有振動特性進行研究,本文主要根據(jù)仿真模態(tài)分析與實驗模態(tài)分析兩種方法研究刀盤與主軸系統(tǒng)的各階模態(tài)特征,同時為分析結(jié)構在各個頻段內(nèi)在外部或內(nèi)部各種振源作用下產(chǎn)生的實際振動響應提供依據(jù)。
2水室封頭銑削系統(tǒng)振動模態(tài)有限元仿真分析
模態(tài)仿真分析是結(jié)構分析主要方式之一,由于重型銑削過程中,對主軸和刀盤的結(jié)構動態(tài)性能要求很高,主軸與刀盤系統(tǒng)的固有振動特性也成為振動產(chǎn)生的原因之一。模態(tài)仿真分析主要根據(jù)實驗具體情況,本文主要針對加工水室封頭專用機床(TK6920型數(shù)控落地鏜銑床)主軸與專用刀盤(Φ200R8圓弧刀片刀盤)系統(tǒng)進行模態(tài)仿真分析。由于重型銑削機床體積巨大,結(jié)構復雜,因此刀盤與主軸系統(tǒng)模型根據(jù)實際尺寸進行建立,機床部分組成構件進行必要的簡化,各構件間采用剛性連接處理;并選取機床底端導軌面為固定平面;同時,各部分材料屬性按照其本身材料屬性定義,考慮到刀盤與主軸系統(tǒng)屬于復合構件,在此簡化為整體刀-軸系統(tǒng),并根據(jù)實際情況在主軸與機床連接處設定為軸向固定,復合材料屬性根據(jù)主軸材料屬性定義;具體機床構件(見圖3(a))屬性見表1。同時機床又處于一個復雜的振動系統(tǒng)中,機床有無限多階模態(tài),在此主要根據(jù)機床的實際使用與加工的特點,根據(jù)模態(tài)截斷理論,高階模態(tài)的影響較小且固有頻率較高,不易產(chǎn)生共振,只需分析較低的幾階模態(tài)振型[9]。機床四階模態(tài)振型見圖3(b)。
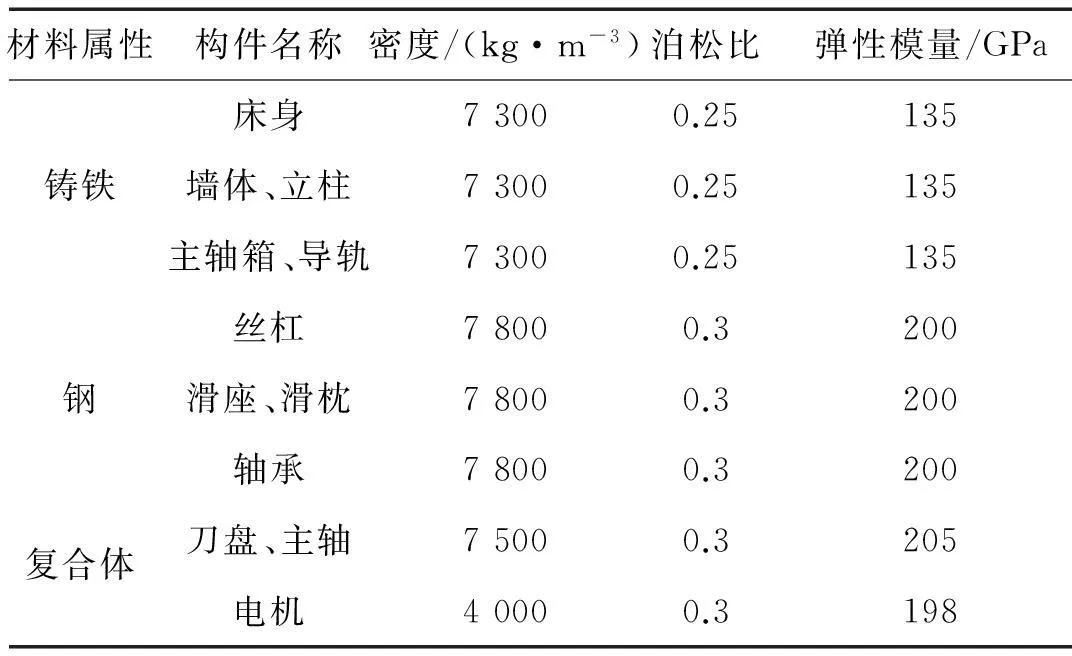
表1 機床各組成構件材料屬性
由圖3(b)可知,第1階與第2階模態(tài)振型最大變形區(qū)在主軸末端和刀盤處,為刀盤與主軸的扭轉(zhuǎn)振動。第3階最大變形在機床滑枕與主軸連接處,為主軸在滑枕與主軸相交處的彎曲振動,第4階最大變形處也存在主軸末端和刀盤處,為主軸與刀盤的彎曲振動。
通過機床系統(tǒng)的有限元模態(tài)仿真分析,可以清楚的看出,大懸伸狀態(tài)下的刀盤與主軸系統(tǒng)發(fā)生較大的變形。同時,實際加工過程中機床的進給機構在加工過程中也經(jīng)常發(fā)生有摩擦的自激振動、快速進給時的殘余振動等振動。重型銑削機床一般采用被動隔振系統(tǒng),結(jié)合實際加工狀況與機床模態(tài)振型圖,機床的振動沖擊主要發(fā)生在刀頭和主軸部位。振動增大主軸與刀盤的圓跳動與擺動,使刀具與工件之間產(chǎn)生嚴重的顫振與振動沖擊。在考慮提高刀具的加工效率與壽命的同時,主要通過對刀盤進行模態(tài)分析。刀盤建模按照刀盤的實際尺寸建立,并對所得模型進行檢測;刀片與刀盤之間選用螺釘固定方式,仿真過程中,刀片與刀墊、螺釘與刀體之間按照變形體之間的滑動接觸方式定義,并施加預緊力,刀片與刀盤之間相對位移較小,接觸平面按赫茲接觸設定。仿真過程中為了得到刀盤與主軸固定的狀態(tài)下的固有頻率及模態(tài)振型,因此,除刀盤與主軸接觸平面進行軸向位移約束,其余位移限制則采用自由邊界,并且不施加任何負載,網(wǎng)格單元選取為C3D4類型,阻尼系數(shù)選用實驗模態(tài)阻尼系數(shù)計算值。刀盤各組成部分及材料屬性(見表2)。刀盤六階模態(tài)振型(見圖4)。

圖3 機床組成構件及四階模態(tài)振型圖 Fig.3 Machine components and four modality vibration graph

表2 刀盤各組成部分及材料屬性

圖4 刀盤六階模態(tài)振型圖 Fig.4 Six modality vibration graph of the cutter
通過模態(tài)振型仿真分析可以得到,刀盤的第1階振型為刀盤末端的彎曲振動,最大變形區(qū)在刀盤末端。第2階為刀盤的縱向振動,最大變形區(qū)在局部刀齒處。第3階為刀盤的扭轉(zhuǎn)振動,局部刀齒變形較大;第4階為彎曲加扭轉(zhuǎn)振動,少數(shù)刀齒變形較大。第5階為雙向扭轉(zhuǎn)振動,刀盤末端與刀齒處發(fā)生逆向扭轉(zhuǎn)變形,變形量較小。第6階為刀盤的彎曲耦合扭轉(zhuǎn)振動,振型較為復雜。通過所得到的模態(tài)振型可知,刀盤較大變形的部位在局部刀片處。有限元模態(tài)分析與實驗模態(tài)分析往往只有細微的差別,為了更準確的反映出刀軸系統(tǒng)的固有振動特性,需要進行實驗模態(tài)分析來驗證結(jié)果的精確性。
3水室封頭加工現(xiàn)場模態(tài)實驗及分析
3.1模態(tài)測試實驗
(1)實驗方法:采用錘擊法敲擊刀盤與主軸方式,并根據(jù)仿真實驗法來進行刀軸系統(tǒng)的實驗模態(tài)分析。
(2)結(jié)點劃分:對刀盤和主軸進行軸向劃分六列測試點;考慮到整個加工過程中,刀盤振動較大,均等劃分3列測試點,一列設置在主軸與刀盤相交處,其余兩處設置在主軸上。每一列按照所在列圓周,均等設置十個測試點并依次編號。考慮到所選取最佳測試位置除了剛度較大外,還需要避免結(jié)構過于復雜的位置,防止收集的信號模態(tài)交疊嚴重,同時參考EI(Effective Independance)法選用刀盤上第二列的21點作為參考測試點。劃分測試點網(wǎng)格(見圖5)。

圖5 測試點網(wǎng)格劃分 Fig.5 Grid division of testing points
(3)信號測量方法:模態(tài)實驗激振方式選用力錘激勵,考慮到實際生產(chǎn)現(xiàn)場復雜情況與模態(tài)試驗工件的特點,試驗采用多點激勵單點響應測量方法。分別用力錘激勵其它各激勵點,測得響應數(shù)據(jù),獲取2次線性平均函數(shù)作為最終得到的頻響函數(shù)。生產(chǎn)現(xiàn)場實驗及測試系統(tǒng)見圖6。其中信號采集分析系統(tǒng)包括DH5922數(shù)據(jù)采集系統(tǒng)、DHMA模態(tài)分析軟件、計算機等數(shù)據(jù)采集系統(tǒng)組件。

圖6 生產(chǎn)現(xiàn)場實驗及測試系統(tǒng) Fig.6 On-site production experiment and testing system
3.2模態(tài)測試結(jié)果分析
本次實驗采用峰值方法識別機床結(jié)構的固有頻率,即頻響函數(shù)峰值處所對應的頻率即為結(jié)構的固有頻率,為增強實驗的可靠性,采取多次、多測點、多變力激勵測點的方法。峰值拾取法,又稱為分量分析法,就是將頻響函數(shù)分成實部及虛部分量,根據(jù)峰值附近的值(共振區(qū))來辨識模態(tài)參數(shù)[10-11]。圖7為測試信號實部和虛部疊加圖。
在具有N個自由度的結(jié)構阻尼系統(tǒng)中,對應參考測試點b,激勵其它測試點a時,測得第n階模態(tài)頻響函數(shù)可表示:


圖7 模態(tài)測試實驗數(shù)據(jù) Fig.7 Experimental data of modal test
通過頻響曲線疊加圖,反映出系統(tǒng)各組實驗任意激勵后的響應;也可以將頻響函數(shù)疊加圖視作系統(tǒng)各階模態(tài)函數(shù)的線性組合,各階模態(tài)響應的坐標顯示出各階模態(tài)在疊加后所占模態(tài)的比重或者加權系數(shù)。一般情況下,低階模態(tài)加權系數(shù)要比高階模態(tài)加權系數(shù)大,在滿足精度要求的情況下只需對前面的幾個模態(tài)函數(shù)進行疊加。通過峰值分析法,最終獲得刀盤與主軸系統(tǒng)的六階振型的固有頻率與阻尼比。
為了更直觀的顯示實驗測出頻譜函數(shù)圖,在此將實驗所做的60組數(shù)據(jù)導入東華模態(tài)分析軟件,按照實驗測試點網(wǎng)格的劃分,進行測試點簡化建模,將主軸與刀盤簡化成實際尺寸的十面體,并根據(jù)實驗數(shù)據(jù)劃分60個測試點,將采集數(shù)據(jù)導入對應網(wǎng)格點,采用測力算法下的峰值分析的方法對數(shù)據(jù)進行圖像式輸出。刀具刀盤主軸系統(tǒng)模態(tài)振型(見圖8)。

圖8 刀盤與主軸系統(tǒng)模態(tài)振型 Fig.8 Modal vibration of the cutter and main shaft system
將仿真模態(tài)振型與實驗模態(tài)振型對比可知,第1階為刀盤一次彎曲振動,刀盤與刀片連接處變形較小,刀盤與主軸都發(fā)生輕微變形,最大變形在軸端刀柄處。第2階主軸前端不動,刀盤局部延主軸縱向振動,局部刀齒處變形較大。第3階為刀盤和主軸系統(tǒng)縱向扭轉(zhuǎn)振動,整個系統(tǒng)都發(fā)生輕微變形。第4階為二次彎曲且耦合扭轉(zhuǎn)的振動形式,彎曲振動集中在刀齒和刀盤與主軸連接處,整個系統(tǒng)發(fā)生輕微扭轉(zhuǎn)振動。第5階為二次扭轉(zhuǎn)振動,刀盤發(fā)生順時針扭轉(zhuǎn),而刀盤與主軸連接處與主軸發(fā)生逆向扭轉(zhuǎn)。從第6階動畫中看振動比較復雜,但主要是彎曲與扭轉(zhuǎn)振動耦合振動,而且刀盤和主軸系統(tǒng)整體變形較大,軸心處振動較小。
4水室封頭重型銑削振動模態(tài)對比分析
系統(tǒng)模態(tài)仿真值與實驗數(shù)據(jù)見表3,各階模態(tài)阻尼系數(shù)在利用脈沖錘擊刀盤的方法獲得曲線樣本的瞬態(tài)信號,結(jié)合瞬時信號的自由衰減法,并根據(jù)物理模型的方法計算出各階模態(tài)阻尼系數(shù)。機床與刀盤仿真結(jié)果與實驗測試數(shù)據(jù)誤差控制在15%之內(nèi);考慮到機床建模存在一定的簡化,且仿真過程中刀盤與主軸系統(tǒng)定義為復合體,同時材料屬性統(tǒng)一加載,仿真結(jié)果與實驗數(shù)據(jù)之間必定存在一定的誤差;進而通過對刀具與刀盤的模態(tài)仿真,可以逐級細化振動部位,刀盤的仿真與測量數(shù)據(jù)更加接近,且圖像振型基本吻合。同時實驗采集點數(shù)量較多,保證實驗結(jié)果的準確性與穩(wěn)定性,說明模態(tài)振動實驗仿真結(jié)果能夠反映出整個主軸與刀盤系統(tǒng)的固有振動特性。
通過對實驗數(shù)據(jù)與仿真結(jié)果的分析得出,由于機床主軸的懸伸量較大,仿真動畫表明機床主軸與刀盤處變形較大,通過進一步研究,發(fā)現(xiàn)同一刀盤振動分布并不完全均勻,刀盤較大變形區(qū)集中于局部刀片處,結(jié)合仿真與實驗結(jié)果可知:刀盤與主軸系統(tǒng)前三階模態(tài)(固有頻率低于490 Hz),主要是以彎曲振動為主。結(jié)合實驗所得的刀盤與主軸系統(tǒng)的固有振動頻率,根據(jù)銑削轉(zhuǎn)速公式換算后對應的前三階主軸轉(zhuǎn)速約為:1 719 r/min,2 092 r/min,4 672 r/min,實際加工過程中主軸轉(zhuǎn)速在4 000 r/min以下,因此在加工轉(zhuǎn)速允許的情況下,刀盤與主軸的轉(zhuǎn)速范圍應避開共振轉(zhuǎn)速,并結(jié)合刀盤與主軸系統(tǒng)的模態(tài)參數(shù)合理選擇加工過程中的軸向切深。實際加工過程中可以通過選取刀齒密度較小的刀盤,使刀具結(jié)構剛度增強,同時刀具的一階固有頻率增大,使得一階共振轉(zhuǎn)速提高,進而避免共振的產(chǎn)生。在第4階,第5階模態(tài)(固有頻率在900 Hz左右)時為扭轉(zhuǎn)耦合彎曲振動為主,在高階頻率時,主要以多種振動耦合的復雜振動為主,實際加工過程中應避免激發(fā)刀盤與主軸系統(tǒng)的高階模態(tài),如果刀盤與主軸系統(tǒng)發(fā)生共振,同時在較大切削力的激勵下極易造成刀具的沖擊破損與磨損,進而嚴重影響了刀具的使用壽命。

表3 振動模態(tài)仿真數(shù)據(jù)與實驗數(shù)據(jù)
5結(jié)論
本文通過有限元仿真模態(tài)分析與實驗模態(tài)分析的方法,對加工水室封頭專用機床的刀盤與主軸系統(tǒng)的振動模態(tài)進行研究,主要得出結(jié)論如下:
(1)通過對重型銑削水室封頭加工專用機床與刀盤系統(tǒng)的模態(tài)仿真分析,根據(jù)所得到的模態(tài)振型可知,機床較大變形主要集中于刀盤與主軸系統(tǒng),刀盤較大變形的部位在局部刀片處。
(2)通過現(xiàn)場實驗模態(tài)分析,驗證了模態(tài)仿真分析的精確性并得到刀具與主軸系統(tǒng)模態(tài)振型,最終獲得刀盤與主軸系統(tǒng)的六階振型的固有頻率與阻尼比,準確反映出刀軸系統(tǒng)的固有振動特性。
(3)基于重型銑削水室封頭對機床與刀軸系統(tǒng)進行仿真結(jié)果與實驗數(shù)據(jù)分析,得出刀盤與主軸系統(tǒng)的低階振動方式以彎曲和扭轉(zhuǎn)振動為主;在高階模態(tài)中,主軸與刀盤表現(xiàn)出彎曲耦合扭轉(zhuǎn)振動的方式且整體變形較大,低階時多表現(xiàn)出刀盤上局部變形較大,反映出刀盤上刀片振動程度的不同。
(4)通過加工水室封頭專用重型銑削刀盤與主軸系統(tǒng)的固有振動特性進行了分析,對于研究重型銑削水室封頭過程中如何減小振動沖擊、合理使用機床、優(yōu)化加工工藝與參數(shù)和延長刀具使用壽命具有非常重要的借鑒作用;為進一步深入研究重型銑削振動沖擊特性奠定基礎。
參考文獻
[1]程耀楠, 劉獻禮, 李振加,等. 極端重載切削條件下的刀-屑粘結(jié)失效[J]. 機械工程學報, 2012, 48(19): 169-176.
CHENG Yao-nan, LIU Xian-li, LI Zhen-jia, et al. Tool-chip adhering failure under extremely heavy cutting[J]. Journal of Mechanical Engineering, 2012,48(19): 169-176.
[2]賈春揚. 數(shù)控刀具切削振動分析與對策[J]. 機械工程與自動化, 2008, (4): 174-175.
JIA Chun-yang.Analysis on cutting vibration of CNC cutting tools and countermeasures[J]. Mechanical Engineering &Automation, 2008(4):174-175.
[3]王建軍, 錢濟國. 機床動力學[M]. 徐州: 中國礦業(yè)大學出版社, 1993.
[4]Gutowski P, Berczynski S. Identification of the dynamic models of machine tool supporting system, Part II: An example of application of the method[J]. Journal of Vibration and Control, 2006, 12: 279-295.
[5]Chen Hong-yu, Du Jun-yi, Deng Lin-tao. The comparison and analysis of SA508 series steel used for nuclear reactor pressure vessel forgings[J]. Heavy Castings and Forgings, 2008, (1): 1-3.
[6]李滬曾, Spur G. 機床切削振動仿真計算的結(jié)構動力學模型[J]. 同濟大學學報, 1995, 23(5): 541-546.
LI Hu-zeng, Spur G. Structure dynamic model simulation machine cutting vibration[J]. Journal of Tongji University, 1995, 23(5): 541-546.
[7]嚴復鋼, 何耿煌, 劉獻禮. 極端重載條件下高效切削刀具技術[J]. 哈爾濱理工大學學報, 2011, 16(6): 11-16.
YAN Fu-gang, HE Geng-huang, LIU Xian-li.Extreme under heavy load and high efficiency cutting tool technology[J]. Journal of Harbin University of Science and Technology, 2011, 16(6): 11-16.
[8]Kenkichi I, Keiichi Y, Tetsutaro H. Chatter control in screw thread turning by spindle speed variation[J]. Transactions of the Japan Society of Mechanical Engineers, Part C, 2004, 70(5): 1529-1534.
[9]Rojas J, Liang C. Experimental investigation of active machine tool vibration control[J]. Smart Structures and Materials, Proceedings of SPIE, 1996, 2721: 373-384.
[10]Iwasaki M, Kawafuku M, Hirai H. Residual vibration suppression using initial value compensation[C]//Advanced motion control,Proceedings of the IEEE/ASME international conference on AMC, 2004: 571-576.
[11]Masatoshi H, Atsuo T, Ho Y J. Behavior of cutting heat in high speed cutting[J]. Journal of JSPE, 1998, 64(7): 1067-1071.