某軸流風(fēng)葉的注塑殘余應(yīng)力計(jì)算與模擬
2016-01-16 07:27:48顏士偉,余世浩,翟羽佳
現(xiàn)代機(jī)械 2015年5期
關(guān)鍵詞:模型
某軸流風(fēng)葉的注塑殘余應(yīng)力計(jì)算與模擬*
顏士偉1,余世浩1,2,翟羽佳1
(1.武漢理工大學(xué)材料科學(xué)與工程學(xué)院,湖北武漢430070;2.武漢理工大學(xué)華夏學(xué)院,湖北武漢430223)
摘要:介紹了注塑殘余應(yīng)力的形成機(jī)理和主要影響因素,建立注塑制件的二維溫度場(chǎng)和殘余應(yīng)力計(jì)算模型,并進(jìn)行了某軸流風(fēng)葉的注塑殘余應(yīng)力計(jì)算模擬,驗(yàn)證了注塑殘余應(yīng)力計(jì)算模型的合理性和準(zhǔn)確性。
關(guān)鍵詞:軸流風(fēng)葉殘余應(yīng)力注塑模擬計(jì)算
中圖分類號(hào):TM301文獻(xiàn)標(biāo)識(shí)碼:A
基金項(xiàng)目:江蘇省技術(shù)創(chuàng)新基金,編號(hào)10C26213201037。
作者簡(jiǎn)介:顏士偉(1981-),男,研究生,研究方向:材料成型設(shè)備CAD/CAE。
收稿日期:2015-04-03
Residual injection stress calculation and simulation of plastic axial fan
YAN Shiwei,YU Shihao,ZHAI Yujia
Abstract:In this paper, the mechanism principle of injection residual stress is introduced, and the main influence factors of injection residual stress are analyzed, then the two-dimensional thermal model and residual stress calculation model are established and verified by injection simulation.
Keywords:axial fan; residual stress; injection process;calculation simulation
0引言
注塑零件在注塑生產(chǎn)中有明顯的纖維取向和塑料結(jié)晶,從而表現(xiàn)為注塑制品的力學(xué)各向異性和非均質(zhì)屬性,其中尤其以纖維增強(qiáng)材料的注塑最為明顯,在熔融狀態(tài)下,聚合物中的纖維隨著融膠的流動(dòng)方向確定在模具型腔中的排布方向,在高剪切應(yīng)力區(qū)存在纖維取向和流動(dòng)方向一致的取向效應(yīng)。另外,注塑成型過(guò)程中,熔融狀態(tài)的塑料材料須承受高溫、高壓和高剪切等多種載荷的共同作用,在短時(shí)間內(nèi)完成玻璃態(tài)、高彈態(tài)到粘流態(tài),再到玻璃態(tài)的轉(zhuǎn)變,其內(nèi)部大分子也經(jīng)歷了流動(dòng)變形與松弛以及結(jié)晶取向等內(nèi)部結(jié)構(gòu)變化[1,2],若這些結(jié)構(gòu)變化在塑料制品冷卻定型前不能充分穩(wěn)定,則出模后塑料制品內(nèi)部存在殘余應(yīng)力[3]。殘余應(yīng)力會(huì)引起溫度翹曲變形從而產(chǎn)生制品形狀和尺寸誤差,甚至產(chǎn)生其它結(jié)構(gòu)缺陷導(dǎo)致產(chǎn)品功能失效。
1注塑殘余應(yīng)力形成機(jī)理
塑料制品在注塑成型中的殘余應(yīng)力主要有兩個(gè)來(lái)源:一是流動(dòng)殘余應(yīng)力。在注塑的充填階段,粘彈性流體的非等溫流動(dòng)形成剪切應(yīng)力和法向應(yīng)力,由于塑料大分子鏈的取向不同,在沿流動(dòng)方向和正交方向表現(xiàn)為各向異性,冷卻階段溫度下降導(dǎo)致不能完全應(yīng)力松弛,從而在塑料固化層中發(fā)生應(yīng)力殘留[4,6];二是熱殘余應(yīng)力。塑料制品在出模時(shí),由于模內(nèi)外溫差大,制品溫度的不均勻分布導(dǎo)致變形收縮不均勻而產(chǎn)生熱殘余應(yīng)力。目前還沒(méi)有十分準(zhǔn)確的本構(gòu)模型可以深入細(xì)致地揭示注塑制品殘余應(yīng)力的產(chǎn)生、發(fā)展及作用機(jī)理,通常將流動(dòng)殘余應(yīng)力和熱殘余應(yīng)力分別采用各自獨(dú)立的數(shù)學(xué)本構(gòu)模型表達(dá),然后進(jìn)行數(shù)值計(jì)算的疊加。
2注塑制品的殘余應(yīng)力計(jì)算模型
根據(jù)前面分析可知,塑料注塑是個(gè)短時(shí)間內(nèi)溫度劇烈變化的工藝過(guò)程,由于溫度變化,塑料的物理狀態(tài)和力學(xué)特性也發(fā)生明顯改變,尤其是塑料的松弛模量、熱膨脹系數(shù)和其它溫度相關(guān)物性,因此塑料制品的溫度場(chǎng)模型必須能夠準(zhǔn)確地描述注塑生產(chǎn)周期內(nèi)制品的溫度變化規(guī)律。其中殘余熱應(yīng)力產(chǎn)生階段的溫度場(chǎng)模型包括模內(nèi)冷卻溫度場(chǎng)和脫模冷卻溫度場(chǎng)。
塑料制品多為薄壁件,二維平面溫度場(chǎng)模型表達(dá)式為[5,6,8]:
(1)
其中:[K]為溫度場(chǎng)單元熱傳導(dǎo)矩陣和邊界熱交換矩陣;
[C]為溫度場(chǎng)單元熱容矩陣;
{R}為溫度場(chǎng)節(jié)點(diǎn)熱流向量;
ξ為時(shí)間差分系數(shù)。
另考慮溫度場(chǎng)的相變潛熱,引入熱焓量[7],即
(2)
其中:Ff為材料相變溫度;
L為潛熱;

注塑冷卻過(guò)程中材料的熱膨脹系數(shù)、熱應(yīng)變等物性參數(shù)隨溫度場(chǎng)的溫度分布而發(fā)生相應(yīng)變化,此類粘彈性材料的冷卻通過(guò)玻璃化溫度導(dǎo)致的殘余熱應(yīng)力可采用熱流變性材料的積分熱粘彈性體本構(gòu)方程進(jìn)行計(jì)算,即:
(3)
(4)
其中:G1,G2為松弛系數(shù);
si,j,ei,j為應(yīng)力偏量和應(yīng)變偏量;
s,e為體平均應(yīng)力和體平均應(yīng)變;

Tr,Tg為計(jì)算參考溫度、材料固液態(tài)轉(zhuǎn)變溫度。
3注塑殘余應(yīng)力模擬
某倉(cāng)儲(chǔ)設(shè)備的通風(fēng)換氣葉片采用注塑工藝生產(chǎn),為了評(píng)估該葉片的生產(chǎn)工藝性和注塑殘余應(yīng)力特性,基于注塑溫度場(chǎng)和殘余熱應(yīng)力的理論分析,通過(guò)注塑仿真模擬來(lái)研究軸流風(fēng)葉在壓力注塑過(guò)程中的融膠流動(dòng)特點(diǎn)和注塑殘余熱應(yīng)力。風(fēng)葉材質(zhì)為30%比例玻璃纖維增強(qiáng)尼龍材料,具體材料物性為Mold surface temperature=90℃,Melt temperature=280℃,Maximum shear stress=0.5 MPa,Maximum shear rate=60 000 1/s。其黏性和PVT曲線分別如圖1,圖2所示。
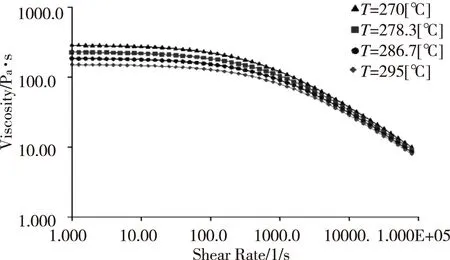
圖1 材料黏性曲線圖
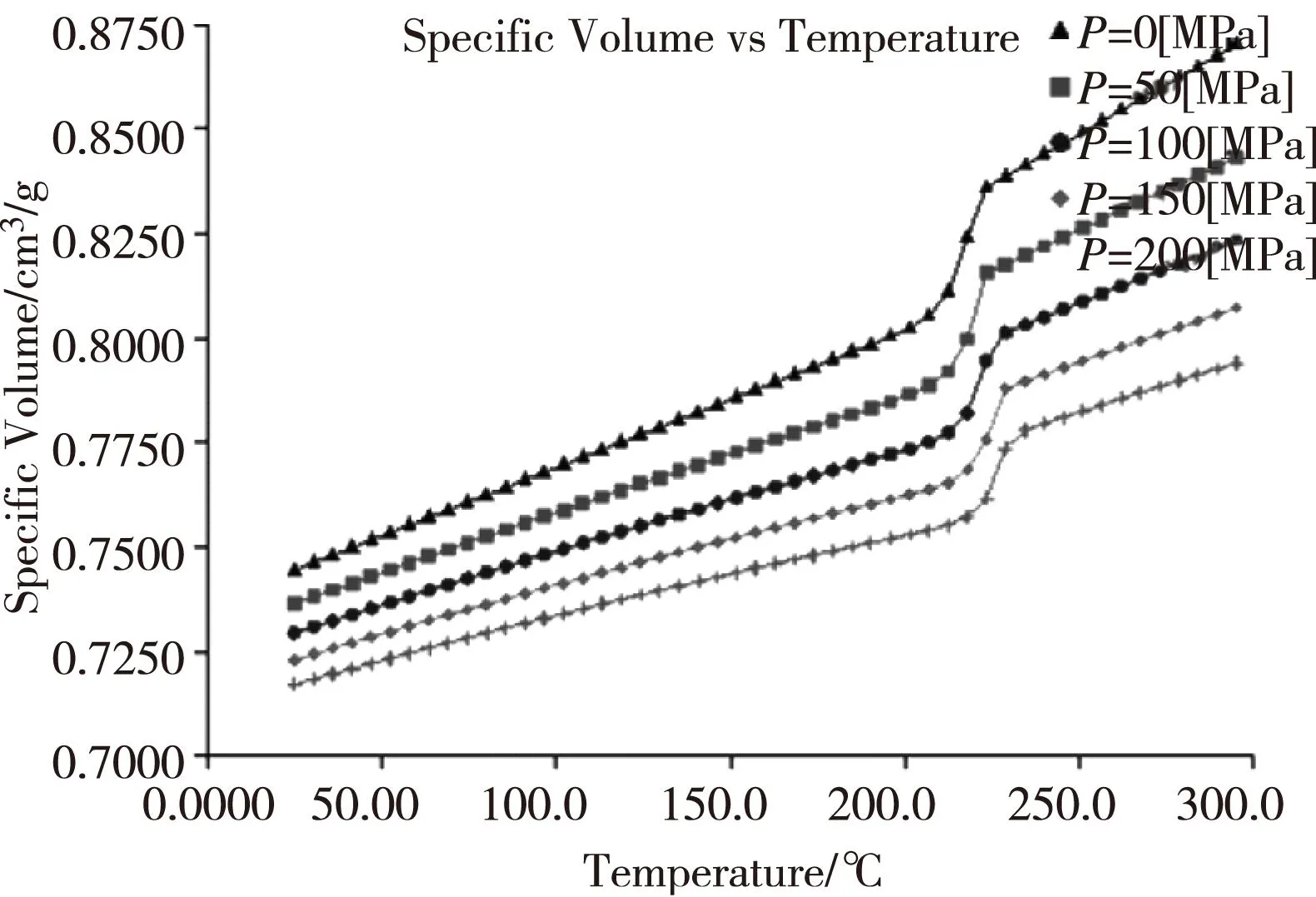
圖2 材料PVT曲線圖
圖3 模具澆口方案
根據(jù)塑料材料特性和風(fēng)葉結(jié)構(gòu)特點(diǎn),采用三板模,點(diǎn)澆口方案,如圖3所示。具體工藝參數(shù)為:保壓轉(zhuǎn)換位置為99%注射位置,保壓壓力為80%充填壓力,保壓時(shí)間10 s,冷卻時(shí)間20 s。
根據(jù)注塑模擬結(jié)果的數(shù)據(jù)分析,融膠充填時(shí)間約0.8513 s,融膠流動(dòng)平穩(wěn),未發(fā)生遲滯和短射現(xiàn)象,說(shuō)明模具澆口方案和工藝參數(shù)基本合理,其融膠流動(dòng)過(guò)程如圖4所示。

圖4 融膠充填流動(dòng)過(guò)程截圖
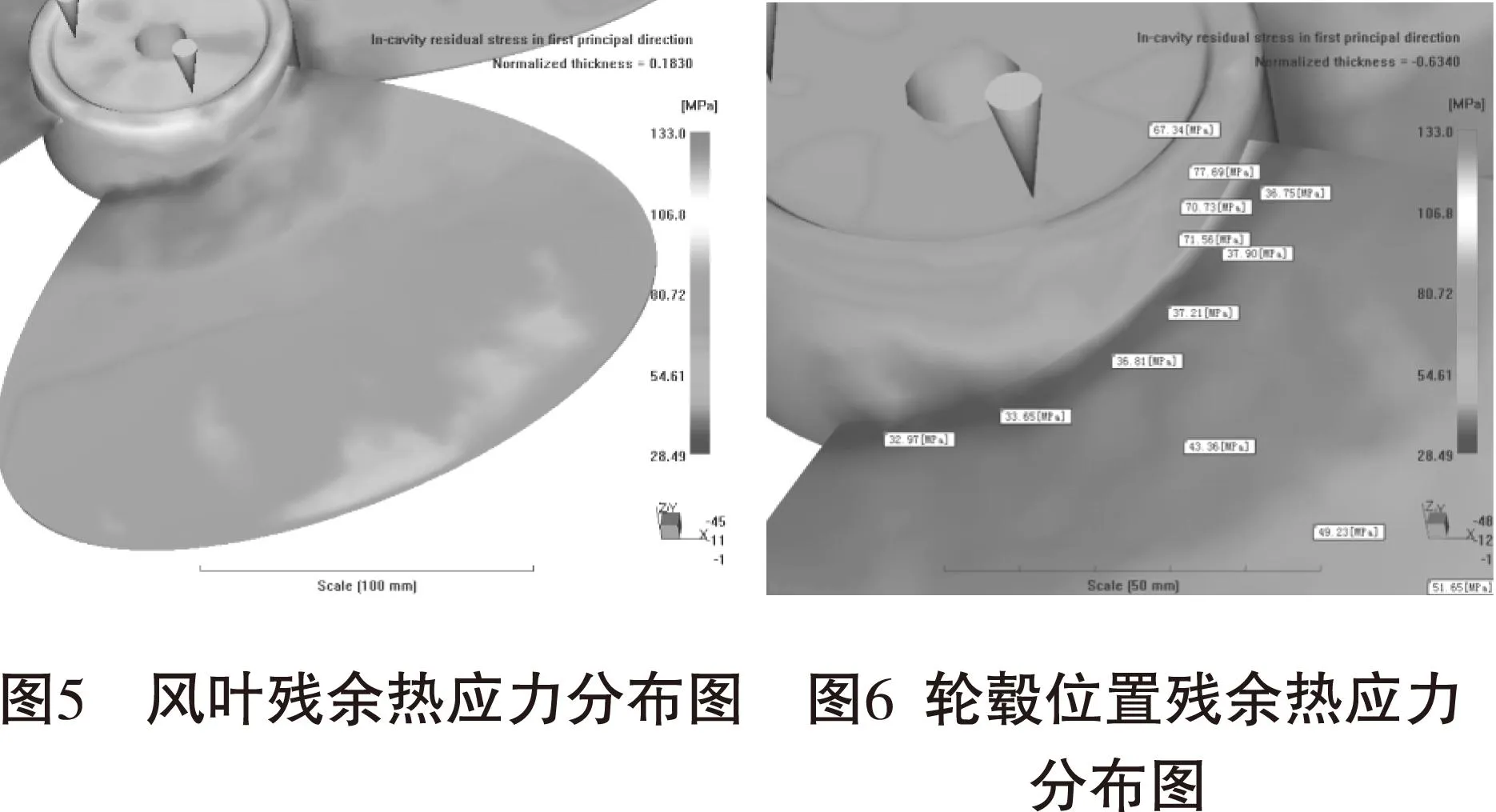
根據(jù)風(fēng)葉注塑殘余熱應(yīng)力分布圖(圖5)可知,葉片根部殘余熱應(yīng)力數(shù)值較小,但是殘余應(yīng)力分布梯度明顯,這是由于葉片根部的結(jié)構(gòu)壁厚差異過(guò)大導(dǎo)致融膠冷卻速度不均勻所引起的,但三個(gè)澆口位置和葉片尖部應(yīng)力較大,其中以澆口位置的殘余熱應(yīng)力為最大,均在70 MPa以上(圖6),這主要是由于澆口在葉片輪轂部位的壁厚比葉片壁厚大1.85 mm,且背面布置有8條中心放射狀加強(qiáng)筋導(dǎo)致局部材料冷卻延后而產(chǎn)生內(nèi)部殘余拉應(yīng)力。
沿風(fēng)葉結(jié)構(gòu)壁厚方向從表層向中間截面做切面處理以更直觀觀察葉片結(jié)構(gòu)內(nèi)部殘余熱應(yīng)力分布,葉片為薄壁結(jié)構(gòu)(寬度壁厚的最大比值=23.7),由于材料冷卻時(shí)體積熱縮速度不均勻在葉片中央部位產(chǎn)生較大的殘余熱應(yīng)力,最大值73 MPa。如圖7所示。
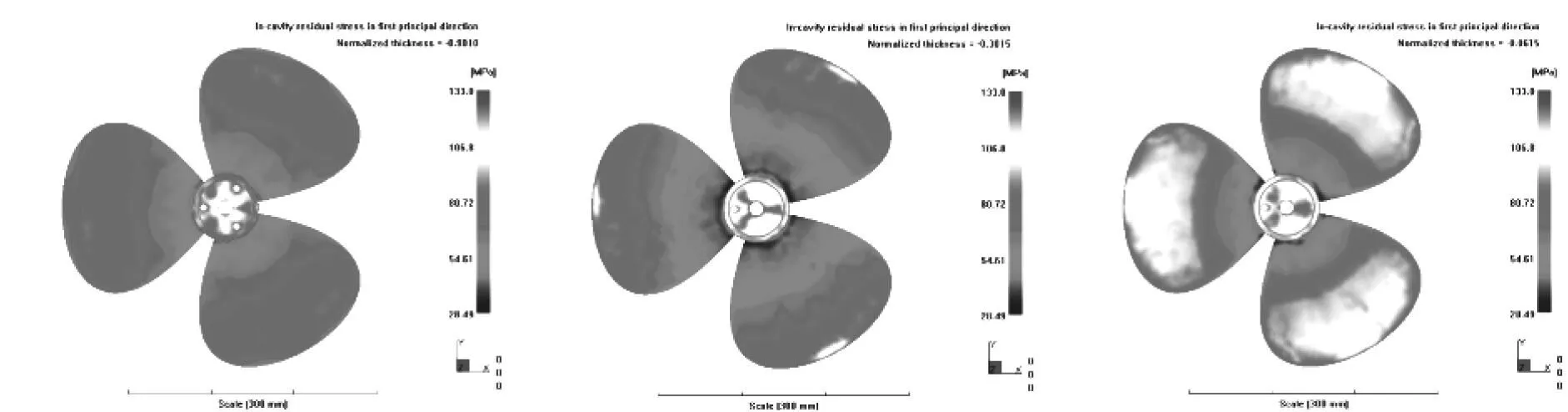
圖7 風(fēng)葉結(jié)構(gòu)內(nèi)部殘余熱應(yīng)力分布圖
4總結(jié)
注塑殘余應(yīng)力對(duì)注塑制品的成型質(zhì)量和強(qiáng)度性能有決定性影響,其中材料特性、注塑工藝參數(shù)和模具設(shè)計(jì)直接決定了塑料制品的殘余應(yīng)力分布。本文對(duì)注塑殘余應(yīng)力的產(chǎn)生機(jī)理進(jìn)行了初步的分析,建立注塑工藝周期中冷卻階段的溫度場(chǎng)模型和殘余熱應(yīng)力計(jì)算的理論模型,并選擇某軸流風(fēng)葉進(jìn)行了注塑模擬,進(jìn)一步驗(yàn)證了該理論模型的合理性。
參考文獻(xiàn)
[1]R.W.Lewis,K.Morgan,H.R.Thomas,etal.The finite element method in heat transfer analysis[M]. John Wiley &Sons Ltd,England,1996
[2]T.Nishmura,etal. Analysis of two dimensional freezing by the finite element method [J]. Int.Chen,Eng., 1985,25:105-112
[3]W.F.Zoetelief,L.F.A.Douven,A.J.Ingenhousz. Residual thermal stress in injection molded products[J]. Polymer engineering and science, 1996,36:1655-1677
[4]R.M.Christense.粘彈性力學(xué)引論[M].北京:科學(xué)出版社,1990
[5]李海梅,申長(zhǎng)雨.數(shù)值方法預(yù)測(cè)注塑件的成型尺寸[C]. 第一屆國(guó)際模具技術(shù)會(huì)議論文集,2000
[6]陳政.注塑制品殘余應(yīng)力的數(shù)值模擬[D].鄭州:鄭州大學(xué),2006
[7]K.Morgan and etal. An improved algorithm for heat conduction problems with phase change[J].1978,13:1191-1202
[8]丁海.注塑成型后充填過(guò)程殘余應(yīng)力的數(shù)值模擬[D]. 鄭州:鄭州大學(xué),2007
余世浩,男,教授,研究方向:材料成型設(shè)備與控制。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(bào)(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(bào)(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
