碼頭散糧皮帶機卸船流程限流量裝置的研究與改造
2016-01-20 13:47:26Theresearchandreconstructionofthelimitedflowdeviceonportbulkgrainbeltconveyordischargingprocess
現代食品 2015年8期
關鍵詞:自動化
The research and reconstruction of the limited flow device on port bulk grain belt conveyor discharging process
◎王文建,劉 靜,王江濤(日照港裕廊碼頭有限公司,山東 日照 276826)
Wang Wenjian,Liu Jing,Wang Jiangtao(Rizhao jurong port terminals co.,ltd, Rizhao 276826,China)
?
碼頭散糧皮帶機卸船流程限流量裝置的研究與改造
The research and reconstruction of the limited flow device on port bulk grain belt conveyor discharging process
◎王文建,劉靜,王江濤
(日照港裕廊碼頭有限公司,山東日照276826)
Wang Wenjian,Liu Jing,Wang Jiangtao
(Rizhao jurong port terminals co.,ltd, Rizhao 276826,China)
1 裕廊碼頭卸船設備現狀
日照港裕廊碼頭有限公司散糧一二期系統主要由32條皮帶機、13條埋刮板機、8臺畚斗式提升機、8臺計量稱、12個鋼板筒倉、44個水泥筒倉、16條自動灌包線、2條散裝車、16條直取散裝線、2臺帶斗門機、1臺瑞士連續卸船機以及對應的除塵器系統組成,主要擔負著糧食貨物的接卸、中倒、灌包及散裝作業.
2 面臨問題
由于卸船所用1#、2#非連續計量秤安裝在BC3、BC4皮帶機頭部,距碼頭卸料大機約700 m,按照皮帶機額定帶速3.15 m/s計算,物料從接卸至計量秤約需要700/3.15=222(s),公司所有1#、2#計量秤從第三個工作循環周期開始顯示流量,這約需要60 s時間.因此,在不計算物料落差的情況下,物料從接卸至中控顯示流量需要至少4.7分鐘.卸船流量一直有中控室指令員從上位監控,但由于有這4.7分鐘的延時,一二期卸船流程多次因流量過大引起機損事故.但卸船時門機抓取貨物若控制太小將直接影響卸船效率,若太大又將使設備過負荷工作,降低設備使用壽命.這就迫切要求我們在散糧設備安裝限流量裝置,以提高卸船效率,延長設備使用壽命.
我們組織技術骨干,成立改造小組,對以上問題進行專題研究.散糧一二期卸船流程設計輸送能力為1 000 t/h,但考慮設備投產已有10年時間,諸多老化嚴重,最終我們將流量上限設置在850 t/h(此信號可根據現場進行大小設定),并且現場用接近開關采取過流量信號,此信號傳輸至PLC,通過程序連鎖實現過流量停機功能.這樣,既能達到流量過大使設備停機,避免設備長期處在過負荷下工作,延長使用壽命;又能實現自動保護,不用中控指令員長期觀察卸船流量,降低生產勞動強度.
3 問題研究討論并制定方案
3.1理論研究與討論
考慮到過流量停機后的啟動問題,若過流量信號作用于BC1和BC2皮帶機停機,由于過流量時設備上本身物料就比較多、流量較大,擔心會出現壓死皮帶機情況.同時,考慮到由于三期投產,已將碼頭MB1、MB2皮帶機由以的1 000 t/h額定流量改造為1 500 t/h,帶載能力顯著增強,最終我們選擇過流量信號作用于使MB1和MB2皮帶機停機.在皮帶機各保護信號中,考慮到“液力耦合器”信號出現的報警機率相對來說最少,我們最終將過流量信號作用于MB1、MB2“液力耦合器”信號.
3.2實際改造
3.2.1現場加裝控制裝置
2014年7月,我們通過現場考察研究,最終確定將接近開關安裝在BC1、BC2皮帶機的尾部,通過控制電纜連接至頭部原料流接線盒,實現信號與PLC相連.為了驗證可行性,我們決定先對BC1皮帶機進行改造.7月4日,由機械技術人員現場測量并制作安裝架,我隊也進行現場布線.9日,進行現場安裝并接線、調試接近開關動作值,經過現場試驗,中控可收到“LL_BC1”信號,故方案可實施.現場安裝情況見圖1.
3.2.2上位程序改動實施
隨后,我們對相應程序進行了修改.首先,對現場新加接近開關采集到的“%I46”信號進行延時(見圖2),根據現場門機物料情況,我們采取10秒的延時,有效地避免了由于流量不均勻引起的誤動作.

圖1 現場安裝實物圖
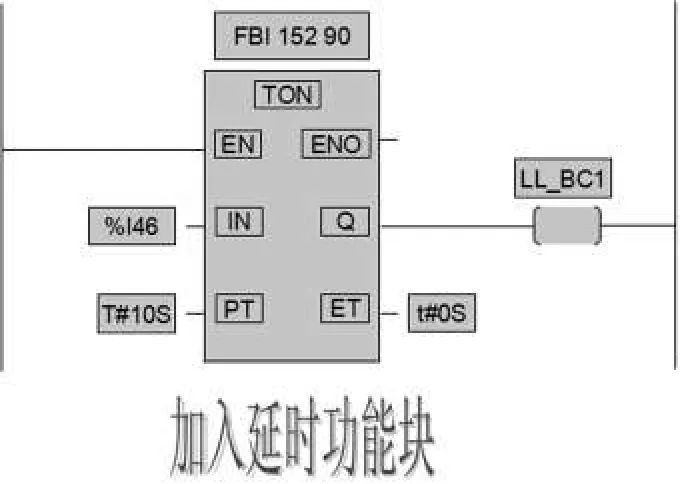
圖2 PLC程序10 s延遲功能塊圖
其次,將在碼頭皮帶機MB1運行情況下,將延時后的“LL_BC1”信號并入“GW_MB1”信號中,更改前后情況見圖3:
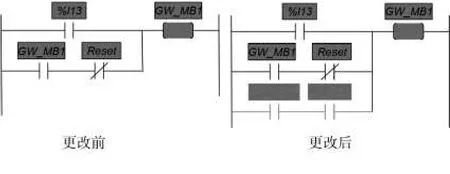
圖3 料流報警與過溫信號合并程序塊圖
根據原程序改動后梯形圖見圖4.

圖4 料流報警與過溫信號合并程序梯形圖
可得知:現場輸入信號“%I46”置“1”,10秒后,將出現“BC1料流”信號和MB1因“液力耦合器過溫”信號停機.
隨后,我們通過部門領導,積極聯系公司生產部人員,進行停機更新程序,最終于7月13日完成調試工作.
4 效果驗證
4.1現場回饋效果分析
11月份,我們對改造以來MB1故障停機進行了統計,其中因BC1料流引起的故障為5次,并對這5次記錄進行跟蹤查找,均為流量超過設定850 t/h所引起,使用效果良好.隨后,我們在木片、木薯干卸船流程中也安裝了限流量裝置.
通過本次活動,不僅有效地杜絕了設備由于過負荷工作引起的重大機損事故,大大降低了設備的故障率,提高了工作效率,有利于公司的長遠發展,還有效避免了由于流量過大引起的溢料事故.據以往每年溢料20次,每次溢料15 t計算,20人每清理15 t需要1天時間,按照人工費120元/天計算,清理人工費用為20×120×20=4.8萬元.本次改造共需材料費用800元,本次活動所獲得的經濟效益為4.8-0.08=4.72萬元/年.
本次獲得的經濟效益雖然微薄,但若設備因流量過大壓死無法啟動,就需要人工扒料,不僅會造成人力、機械的消耗,還會直接影響卸船效率,造成船舶無法及時離崗.
4.2直接經濟效益
限流量裝置加裝后,有效地杜絕了設備由于過負荷工作引起的重大機損事故,大大降低了設備的故障率,同時也提高了工作效率,有利于公司的長遠發展.
4.3間接經濟效益
本次改造杜絕了由于卸船流量過大引起的故障停機和機損事故,有效地防止了溢料事故的發生,受到了公司及廣大客戶的好評,提高了港口聲譽,增強了市場競爭力.
參考文獻:
[1]何業鋼.港口科技[M].上海市中國港口協會, 2012-7-20.
劉靜(1989-),男,助理工程師;專業方向為電氣工程及其自動化專業.
王江濤(1991-),男,助理工程師;專業方向為電氣工程及其自動化專業.
摘要:為了提高公司皮帶機散料卸船效率,提升設備自動化程度,降低設備運行時人員投入量,確保設備長期安全穩步有序高效地進行生產作業.基于各條卸船流程最大流量負荷的差異,為防止設備人員操作、維護、監管的疏忽導致皮帶因超負荷或其他原因而導致的一系列問題出現,我們設計出皮帶機限流量(流量報警)裝置并協同PLC控制,最大限度地降低了上述問題的出現.
關鍵詞:皮帶機卸船;自動化;流量負荷;限流裝置;PLC控制
Abstract:In order to improve the bulk discharging efficiency of belt conveyor in my company, Improve the equipments? automatic degree,reduce it?s operating personnel inputs,to ensure a long-term safety operating steadily、orderly and efficiently.Based on the maximum flow load difference of every discharge process,For preventing personnel?s operating、maintenance or regulatory oversight in belt cause a series problems of overload or others,We designed the belt conveyor limit flow(flow alarm)device controlling together with PLC ,which Minimize the occurrence of the above problems.
Key words:Belt conveyor discharge;Automation Flow;load Flow;limited device;PLC control
作者簡介:王文建(1982-),男,助理工程師;專業方向為電氣工程及其自動化專業.
收稿日期:2014-12-28
中圖分類號:S229+.2
猜你喜歡
經營者(2016年12期)2016-10-21 07:39:01
中國科技博覽(2016年19期)2016-10-19 14:47:24
中國科技博覽(2016年19期)2016-10-19 13:40:37
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科學與財富(2016年28期)2016-10-14 21:28:54
科學與財富(2016年28期)2016-10-14 19:52:27
科學與財富(2016年28期)2016-10-14 19:49:55
科學與財富(2016年28期)2016-10-14 19:33:38
科學與財富(2016年28期)2016-10-14 03:14:22
