逆用切削原理改進(jìn)不對稱接合齒機(jī)加工工藝
2016-01-27 13:00:25江蘇太平洋精鍛科技股份有限公司泰州225500徐樹存
金屬加工(冷加工) 2015年1期
■江蘇太平洋精鍛科技股份有限公司 (泰州 225500) 徐樹存
的Ⅰ處放大圖所示。
5. 結(jié)語
連桿模具制造裝配后如圖10所示,下模如圖11所示。經(jīng)過生產(chǎn)實(shí)踐證明,模具結(jié)構(gòu)合理,能保證產(chǎn)品質(zhì)量,生產(chǎn)效率高。已經(jīng)投入批量生產(chǎn)中。

圖10 連桿模具
圖11 連桿模具下模
參考文獻(xiàn):
收稿日期:(20141008) (20140924)
[3] 張正修. 厚板沖壓技術(shù). 模具技術(shù)[J]. 1997(4):62-75.
[2] 萬俊,張正威,郭銀芳. 薄臂卡圈精沖級進(jìn)模設(shè)計 [J]. 模具工業(yè),2014(3):31-33.
[1] 周開華,幺延先,齊翔憲. 簡明精沖手冊 [M]. 北京:國防工業(yè)出版社,1993.
逆用切削原理改進(jìn)不對稱接合齒機(jī)加工工藝
■江蘇太平洋精鍛科技股份有限公司 (泰州 225500) 徐樹存
摘要:在非對稱接合齒的機(jī)加工中,經(jīng)常發(fā)生齒尖刮傷而導(dǎo)致廢品產(chǎn)生的問題。通過對稱接合齒和不對稱接合齒的鎖止角對比分析,采用逆向思維,把工件(接合齒的齒尖)比擬成“多齒切削刀具”,把纏繞在刀具上的切屑比擬成被切削的“工件”,利用不對稱接合齒本身自有的鎖止角,通過改變旋向來改變“刀刃”(齒尖)的前、后角,從而達(dá)到保護(hù)齒尖、減少齒尖刮傷率的目的。
1. 問題的提出
在汽車變速器接合齒的機(jī)加工中,齒尖(齒的兩鎖止面相交的棱邊)刮傷而導(dǎo)致廢品產(chǎn)生一直是一個令人困擾的問題,尤其是非對稱接合齒更是如此。由于齒尖到加工面很近,在0~0.2mm內(nèi),切屑刮傷齒尖不可避免(見圖1、圖2)。
通常解決辦法有兩個:①減少齒長,增大齒尖至機(jī)加工面的距離,減少切屑與齒尖的接觸機(jī)會。但是為了保證接合齒掛擋的可靠性,設(shè)計部門對齒長有嚴(yán)格的要求,不會輕易減少。②斷屑措施,減少切屑纏繞刀具的時間,從而減少切屑與齒尖的摩擦機(jī)會。但接合齒材料是低碳合金鋼,在滲碳淬火前機(jī)加工,硬度較低,切屑不易折斷。因此要解決齒尖刮傷問題,要另辟蹊徑才行。
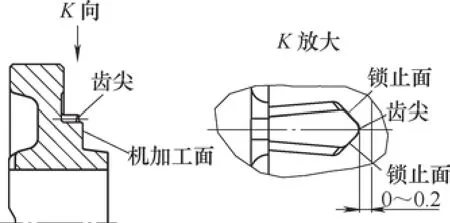
圖1 接合齒機(jī)加工示意圖
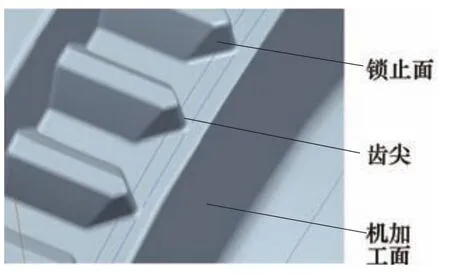
圖2 接合齒齒部立體示意圖
2. 解決措施
我公司承接某汽車公司的一、二擋接合齒的鍛造和機(jī)加工任務(wù)訂單。批量生產(chǎn)幾個月來,二擋接合齒因齒尖機(jī)加工切屑刮傷而產(chǎn)生的廢品率平均為2.88%,而同期一擋接合齒因齒
尖機(jī)加工刮傷而產(chǎn)生的廢品率僅為0.19%,兩者相差達(dá)10倍之多。鑒于此,有必要對一擋與二擋接合齒在形狀結(jié)構(gòu)、齒長等諸方面進(jìn)行對比分析,找出二擋接合齒發(fā)生齒尖刮傷的主要原因,然后采取相應(yīng)的措施。
通過對比,我們發(fā)現(xiàn)一、二擋在成品結(jié)構(gòu)形狀、鍛坯余量、齒尖高度、硬度(組織)、切削刀具、切削用量及走刀路線等方面基本一致,只是齒尖鎖止角有所不同(見圖3)。一擋接合齒齒尖處鎖止面形狀是對稱的,是對稱接合齒;二擋接合齒齒尖處鎖止面形狀是不對稱的,屬于不對稱接合齒,齒尖是向按順時針方向偏的(從齒端看)。
在接合齒機(jī)加工時,齒尖刮傷是由纏繞在刀具上的切屑刮傷的,齒尖高速順時針旋轉(zhuǎn)(從齒端看),而切屑相對靜止。這種狀況可以比擬成:分布在圓周上的40個齒尖高速旋轉(zhuǎn),相當(dāng)于圓周端面銑刀40個主切削刃正在銑削,兩鎖止面相當(dāng)于前刀面和后刀面,而切屑相當(dāng)于被銑削的工件。通過比擬銑削分析,齒尖按順時針旋轉(zhuǎn),一擋接合齒齒尖的切削前角、后角均是45°;二擋接合齒齒尖的切削前角是50°、比一擋大5°,后角是32.5°,比一擋小12.5°。根據(jù)切削原理,前角越大,刀刃越鋒利,越不利于保護(hù)刀刃;后角越小,工件與刀具的后刀面摩擦力越大。所以二擋接合齒齒尖與切屑的摩擦力比一擋大得多。這可能是造成二擋接合齒齒尖刮傷的重要原因。具體對比分析如圖4所示(從齒端看為順時針旋向)。
根據(jù)上述切削理論分析,如果改變接合齒的齒尖旋轉(zhuǎn)方向?yàn)槟鏁r針(從齒端看),按照比擬的切削狀態(tài),一擋接合齒齒尖的前、后角均是45°(因?yàn)辇X尖是對稱的),二擋接合齒齒尖的前角減小為32.5°,后角增大為50°。根據(jù)切削原理,前角越小,越利于保護(hù)刀刃;后角越大,工件與刀具的后刀面摩擦力越小,所以能大大減少二擋接合齒齒尖與切屑的摩擦力。從理論上講,二擋接合齒齒尖與切屑的摩擦力比一擋還要小。具體分析如圖5所示(從齒端看為逆時針旋向)。
從實(shí)踐上看,齒尖逆時針旋轉(zhuǎn),需要安裝右向越程槽刀桿。采用右向刀,前刀面朝下,切屑在刀面之下,切屑在重力的作用下也易于脫落。
自從更換了新刀具,改變了二擋接合齒的旋向,經(jīng)過兩個月的驗(yàn)證,二擋接合齒的齒尖刮傷率大幅減少到0.139%,基本與一擋齒尖刮傷率相近,恢復(fù)到正常狀態(tài)。
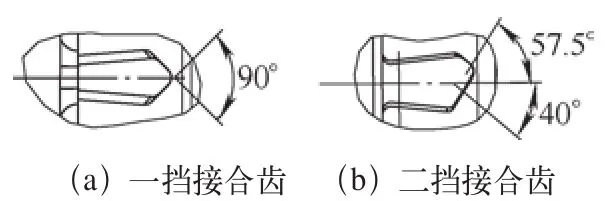
圖3 一、二擋接合齒鎖止角對比示意圖
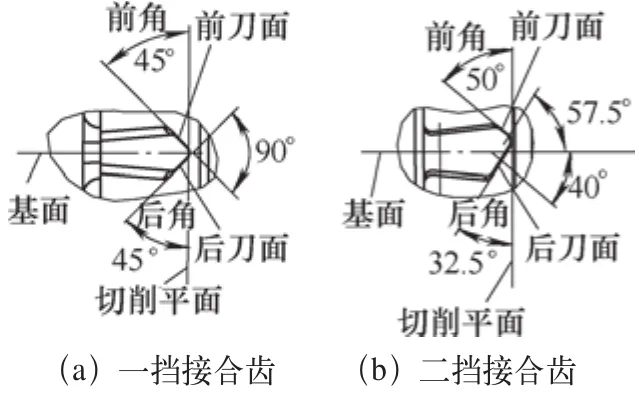
圖4 一、二擋接合齒比擬切削對比示意圖
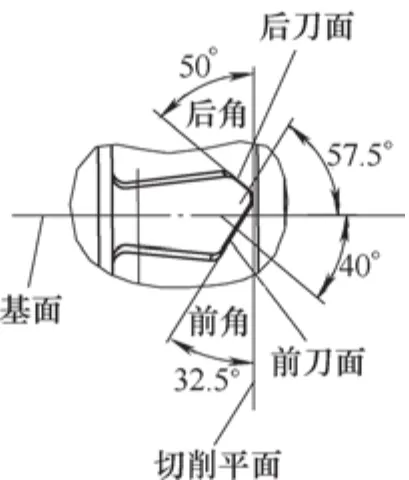
圖5 改進(jìn)后的二擋接合齒比擬切削示意圖
3. 結(jié)語
通常刀具切削工件需要調(diào)整刀具的前角、后角等參數(shù),減少切屑與刀具的磨損,降低刀刃、刀尖的損傷率,從而延長刀具的使用壽命。在本案例中,采用逆向思維,把工件(接合齒的齒尖部分)比擬成“刀具”,把纏繞在刀具上的切屑比擬成被切削的“工件”,利用不對稱接合齒本身自有的鎖止角,通過改變旋向來改變“刀刃”(齒尖)的前、后角,從而達(dá)到保護(hù)齒尖,減少齒尖刮傷率的目的。由此有效地解決了不對稱接合齒齒尖刮傷的問題。
[1] 李華. 機(jī)械制造技術(shù)[M]. 2版. 北京:高等教育出版社,2005:30-41.
專家點(diǎn)評
作者采用逆向思維方式有效地解決了不對稱接合齒齒尖刮傷的問題。細(xì)節(jié)決定成敗,隱患無處不在。作者以較強(qiáng)的觀察和分析能力,于細(xì)微之處發(fā)現(xiàn)奧妙,這種工作精神和思維方式很值得學(xué)習(xí)。
