加工內螺紋夾具設計
2016-01-27 13:00:27浙江盾安閥門有限公司諸暨311835葉得強鄭紅江朱新炎
金屬加工(冷加工) 2015年1期
■浙江盾安閥門有限公司 (諸暨 311835) 趙 敏 葉得強 鄭紅江 朱新炎
加工內螺紋夾具設計
■浙江盾安閥門有限公司 (諸暨 311835) 趙 敏 葉得強 鄭紅江 朱新炎
摘要:本文介紹了伸縮彈性螺紋夾具結構的設計方法及使用工作原理。該設計方法的使用不僅降低了操作者的勞動強度、提高了生產效率,而且通用性強,應用效果較好,有一定的推廣應用價值。

加工如圖1所示M26×1.5mm內螺紋時,為了提高生產效率,在車床上采用絲錐攻螺紋的方式加工。加工順序為:先將產品M30×1.5mm的外螺紋旋入內螺紋夾具(見圖2)內,然后開動車床主軸再用絲錐進行攻螺紋加工,最后主軸停止,產品加工完畢,用扳手卸下該產品。該方法在產品加工完畢主軸停止時,因切削力的原因使產品外螺紋和夾具內螺紋配合有預緊力。使得產品必須用扳手或其他工具才能卸下來,導致操作人員的勞動強度加大,生率效率不高。為此我們設計了一種新夾具,使產品加工完畢后不用扳手或其他工具來卸下產品。
夾具結構如圖3所示,把夾具做成伸縮彈性夾具,在加工此夾具時,夾具內螺紋小徑應比所夾具螺紋大徑大0.1~0.4mm,螺距應和所夾產品螺距相同。
工作原理如圖4所示,先將夾具3旋入車床主軸2拉桿1上,然后拉桿1向后方拉緊(直到把夾具1mm缺口合到一起為止),再把要加工產品4的外螺紋端旋在螺紋夾具3螺紋上;啟動車床電源按鈕,進行加工,加工完成后,放松拉桿。夾具自動松開,取下產品,一個產品加工過程結束。

圖1

圖2
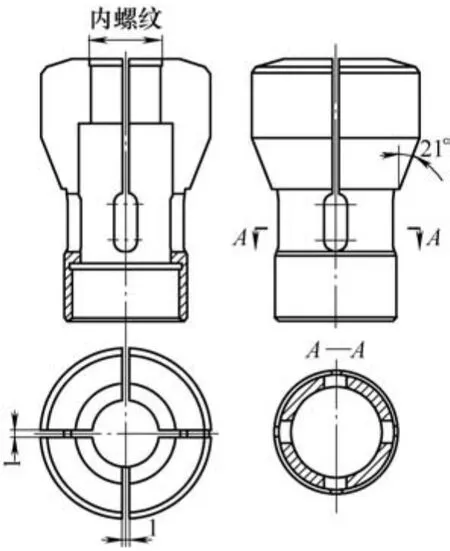
圖3
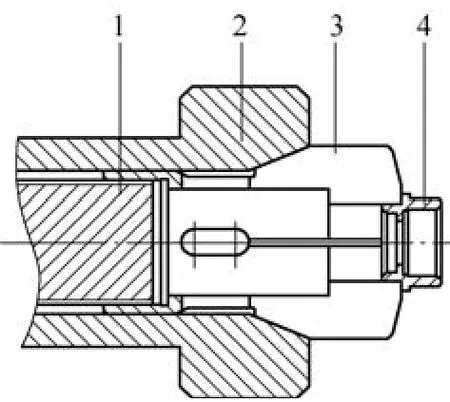
圖4
此夾具已在我公司得到應用。該夾具在使用過程當中,不僅保證了產品的位置精度,而且在很大程度上降低了操作者的勞動強度,提高了生產效率。該設計方法具有柔性化功能,只需對夾具外圓及螺紋改進,能適合各種螺紋在車床上的加工。
參考文獻:
[1] 朱耀祥,浦林祥. 現代夾具設計[M].北京:機械工業出版社,2001.
[2] 袁廣. 機械制造工藝與夾具[M].北京:人民郵電出版社,2009.
收稿日期:(20140918)
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46
