雙光束激光-TIG復合焊電弧特性分析
2016-02-05 06:58:41機械科學研究院哈爾濱焊接研究所150028
焊接 2016年12期
關鍵詞:焊縫
機械科學研究院 哈爾濱焊接研究所(150028)
楊海鋒 黃瑞生 常云峰 楊義成 王保全
中車唐山機車車輛有限公司(063035)
牛鑫成
雙光束激光-TIG復合焊電弧特性分析
機械科學研究院 哈爾濱焊接研究所(150028)
楊海鋒 黃瑞生 常云峰 楊義成 王保全
中車唐山機車車輛有限公司(063035)
牛鑫成
從TIG電弧波動特征方面分別研究了鋁合金高功率單光束激光-TIG復合焊和雙光束激光-TIG復合焊焊接過程的差別。試驗結果表明,雙光束-TIG復合焊的電弧電壓分布更集中,即雙光束-TIG復合焊的電弧電壓相對穩定。在試驗條件下,當焊接參數相同時,雙光束-TIG電弧電壓的變異系數隨激光功率的增加而減小,單光束-TIG的電弧電壓變異系數隨激光功率的增加而增加,并且在激光功率密度較小時,單光束-TIG的電壓變異系數小于雙光束-TIG及單TIG。在激光功率密度較大時,電壓變異系數為單光束-TIG>TIG>雙光束-TIG;在相同的焊接參數下,雙光束激光-TIG復合焊的焊縫表面成形較單光束激光-TIG復合焊的均勻連續。
鋁合金 雙光束激光 復合焊 電弧特征
0 序 言
鋁合金高的比強度、優異的耐蝕性及易于加工等一系列優異的特點,使其在結構輕量化設計方面具有較大的優勢[1]。激光焊以其大穿透比、高焊速以及小變形等特點成為結構件實現優質高效焊接的一種重要的焊接方法[2]。但是由于鋁合金的低熔、沸點,液態下低的黏度、低電離能以及高的熱導率等特性,使得鋁合金的激光焊成形穩定性差,焊縫氣孔嚴重[3]。為了解決上述問題,有學者在優化工藝參數的基礎上提出了雙光束激光焊[4-5]。
目前,國內外學者從焊縫成形、氣孔率、激光匙孔及光致等離子體特征等方面驗證了雙光束激光焊較單光束激光焊具有更高的穩定性。但是,對雙光束激光與電弧復合焊及該復合焊電弧穩定性的研究較少[2]。
文中利用漢諾威AHXV型電弧分析儀來采集電弧電壓的動態變化信息,從其統計規律去對比單光束激光-TIG復合焊與雙光束激光-TIG復合焊過程中電弧的穩定性特征,并以焊縫的成形穩定性作為該結論的輔助證明,為鋁合金雙光束激光-TIG復合焊接技術的應用提供試驗依據。
1 試驗方法
試驗材料為5A06鋁合金,激光器為德國Trumpf公司的TruDisk 6002連續輸出型碟式激光器,TIG電源為奧地利Fronius公司生產的MW4000交直流TIG焊機,試驗過程利用漢諾威AHXV型電弧分析儀儀對TIG電弧的電壓進行采集。試驗采用平板堆焊方式,試板尺寸300 mm×100 mm×12 mm。焊接過程采用氬氣保護,雙光束采用光學鏡片分光獲得,能量分配為1∶1,零焦處光斑間距d=0.6 mm,該試驗雙光束激光均采用串行排布的模式,試驗工作原理如圖1所示。
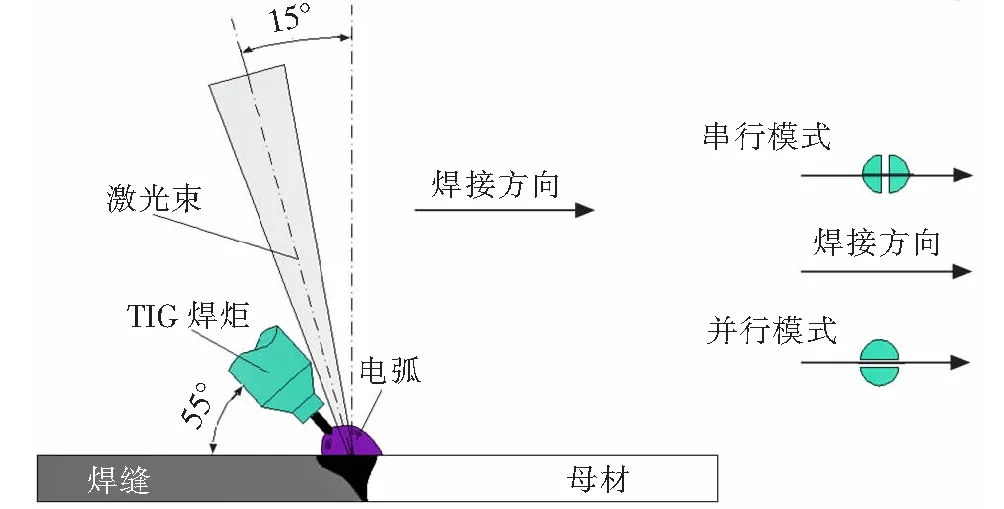
圖1 試驗原理圖
試驗只改變激光功率P,研究其它參數不變時,激光功率對單光束激光-TIG電弧復合焊及雙光束激光-TIG電弧電壓的影響,試驗參數見表1,TIG電弧的電流為交流模式,電流采用矩形波形式,占空比為50%,交流頻率為60 Hz,電流偏移為20%。
試驗以焊縫成形的均勻性驗證電弧穩定性,而焊縫成形的好壞可以用焊縫余高波動度δ表示,其定義為:在焊縫中心的縱剖面上用兩條平行線去夾住焊縫余高輪廓的最低點和最高點,此時兩條平行線之間距離為焊縫余高波動度,如圖2所示。

表1 焊接參數
由此可以得出,焊縫的成形越差,焊縫的表面魚鱗紋越不規則,焊縫余高波動度越大。

圖2 焊縫余高波動度
2 試驗結果及分析
2.1 激光匙孔的穩定性
對于單光束激光-TIG復合焊及雙光束激光-TIG復合焊,光束模式的不同導致焊接過程的穩定性不同,焊接穩定性的結果體現有焊縫成形的好壞、熔深的波動程度及焊縫的氣孔率等,焊接穩定性的過程體現有激光匙孔的穩定性、金屬蒸汽/等離子體的穩定性、焊接過程飛濺的穩定性及電弧的穩定性。其中激光匙孔的穩定性及電弧的穩定性是相互影響,互為約束的,只有當激光匙孔及電弧兩者在焊接過程中均保持相對穩定,該復合焊的過程才是相對穩定的。已有的研究表明,在相同的焊接參數及相同的熔深條件下,雙光束激光及其復合焊的匙孔開口面積更大,匙孔的波動周期更長,雙光束激光及其復合焊匙孔的穩定性高于單光束激光及其復合焊[6]。
2.2 電弧的穩定性
電弧電壓的變異系數(CV)為電弧電壓的標準差與均值的比,如式(1)所示:
(1)
式中,σ為電弧電壓標準差;Ex為電弧電壓均值;n為采集的樣本點個數;xi為第i個采集點的電弧電壓。變異系數沒有量綱,其數據大小不僅受變量值離散程度的影響,而且還受變量值平均水平大小的影響,能更準確地表達電弧電壓的波動程度。
采集兩種模式復合焊在相同工藝參數、相同熔深條件下以及單TIG的電壓信號,如圖3所示。其中,相同工藝參數時,取焊接參數為P單光束=P雙光束=4.5 kW,單、雙光束與TIG復合焊電壓概率分布曲線分別為圖3中的HD4_5及HSC4_5;熔深相同時,取熔深為4.9 mm,焊接參數為P單光束=4.5 kW,P雙光束=5.0 kW,單、雙光束與TIG復合焊電壓概率分布曲線分別為圖3中的HD4_5及HSC5_0;單TIG電弧電壓概率分布曲線為圖3的Arc-120 A;未注明的焊接參數均與表1的相同。

圖3 復合焊在相同參數及相同熔深下電弧電壓概率分布圖
從圖3可以看出,在試驗條件下,雙光束激光-TIG的電壓概率分布在更窄的范圍,即電壓分布更集中,這說明電壓的波動范圍較小,即雙光束-TIG的電弧相對穩定。
在相同的電弧參數條件下,電弧電壓的變異系數隨激光功率的變化如圖4所示。從圖4可得,激光功率在3.0~5.5 kW之間時,雙光束激光-TIG電弧電壓的變異系數隨激光功率的增加而減小,單光束激光-TIG復合焊的電弧電壓變異系數隨激光功率的增加而增加,并且在激光功率不超過3.5 kW時,單光束激光-TIG復合焊的變異系數小于雙光束激光-TIG復合焊及單TIG焊,在激光功率≥4.0 kW時,電壓變異系數為單光束激光-TIG復合焊>單獨TIG焊>雙光束激光-TIG復合焊。
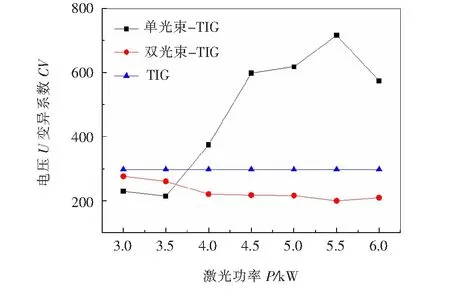
圖4 電壓變異系數隨激光功率的變化
對于激光-TIG電弧復合焊,TIG電弧的穩定性受到兩方面因素的影響,一方面,激光功率越大,材料蒸發并電離的等離子體密度越大,在電弧和匙孔之間更易產生“第二導電通道”,如圖5所示。該通道的存在有助于電弧的穩定,所以就單純從激光所產生的光致等離子體方面來講,增大激光功率有助于TIG電弧的穩定。
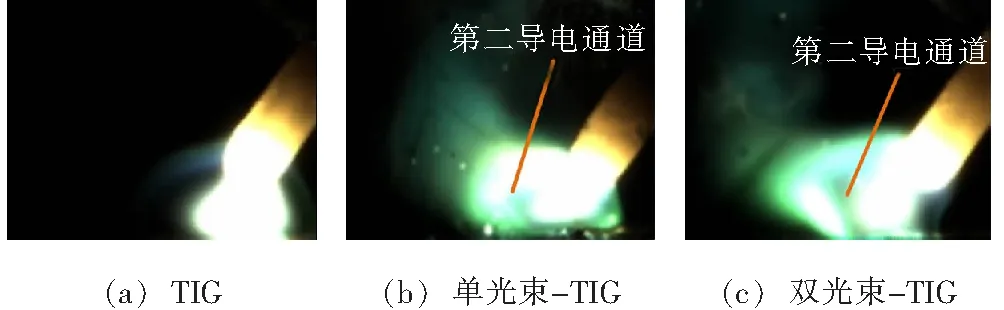
圖5 復合焊激光等離子體及電弧形態
另一方面,對于鋁合金而言,激光功率越大,激光匙孔的波動也越嚴重,熔池的波動也就越嚴重,而熔池液面和鎢極尖端的距離決定著電弧的電壓,該距離變化會造成電弧電壓波動。在激光功率不超過3.5 kW時,單光束-TIG熔池上方的激光等離子體密度最大,雙光束-TIG次之,單TIG沒有,所以此時單光束-TIG電弧最穩,單TIG最差。當激光功率大于4.0 kW時,
雖然隨著激光功率增加,激光等離子體密度還在增加,但是此時激光匙孔及熔池的波動變得更加劇烈,這又使得電弧變得不穩定,當這種激光匙孔及熔池的波動對電弧的干擾作用超過激光等離子體對電弧的穩定作用時,電壓的變異系數便隨之增大,由此可得,雙光束-TIG復合焊過程中TIG電弧更穩定。
2.3 焊縫表面成形
TIG電弧電壓的變異系數代表了焊接過程中鎢極尖端與熔池液面距離的變化程度,電弧電壓變異系數越大,電弧電壓的變化就越大,則鎢極尖端與熔池液面的距離變化越劇烈,而焊縫的成形取決于焊接過程,焊接過程熔池波動越大,則最終成形也相應的越不均勻。所以,兩種復合焊的焊縫成形一定程度上反映了焊接過程中電弧電壓的穩定性。
表2給出了不同功率下單光束激光-TIG復合焊和雙光束激光-TIG復合焊焊接鋁合金的表面成形情況。從表2可知,該試驗條件下,雙光束-TIG復合焊的焊縫成形都比較均勻,而單光束-TIG復合焊的焊縫表面魚鱗紋不均勻,焊縫余高的波動程度反映了焊接過程的波動性,說明在試驗條件下雙光束-TIG復合焊的過程比單光束-TIG復合焊更穩定。
表3為兩種復合焊在相同的工藝參數下的焊縫縱剖面,反映了兩種復合焊焊縫的余高波動程度隨激光功率的變化規律,可以明顯看出,隨激光功率的增大,兩種復合焊的余高波動均變得劇烈,但單光束激光-TIG復合焊的余高波動較雙光束激光-TIG復合焊的更加明顯。
根據焊縫余高波動度的概念,測得單光束激光-TIG復合焊及雙光束激光-TIG復合焊在不同激光功率下的焊縫余高波動度如圖6所示。
從圖6可以看出,在該試驗條件下,隨著激光功率的增大,兩種復合焊的焊縫余高波動度都在增加,即隨著激光功率的增加,焊縫表面變得粗糙、不規則,雙光束-TIG復合焊的焊縫余高波動度明顯小于單光束-TIG復合焊。在研究的激光功率范圍內,雙光束-TIG復合焊余高波動度不超過單光束-TIG復合焊的75%,即雙光束-TIG復合焊的焊縫成形依然比單光束-TIG復合焊的均勻、連續。
由以上分析可知,雙光束激光-TIG復合焊的焊縫表面成形較單光束激光-TIG復合焊均勻,這一定程度上反映出雙光束激光-TIG復合焊的過程更穩定。一定程度上,這可以作為雙光束激光-TIG復合焊的電弧更穩定的佐證。
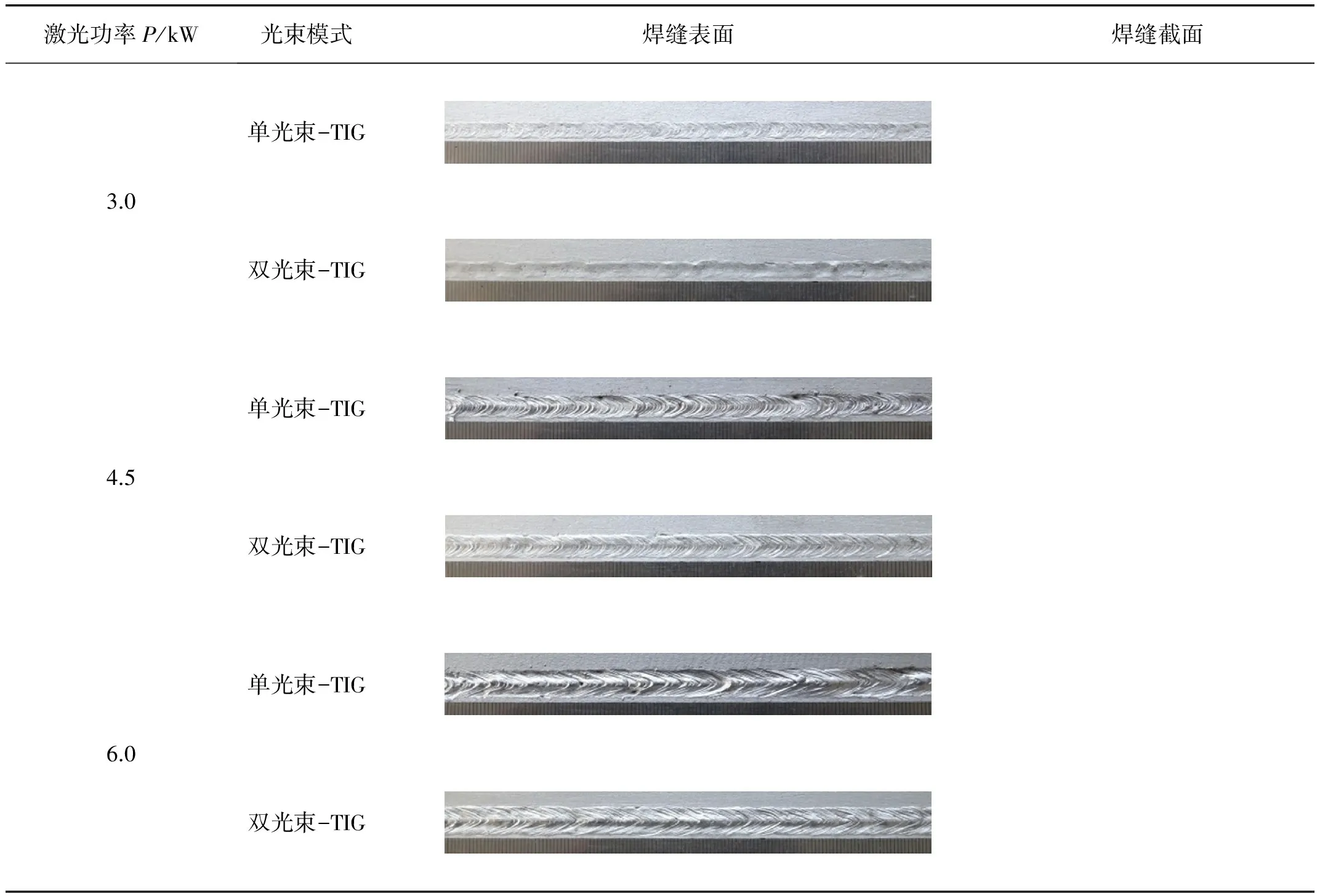
表2 復合焊激光功率對焊縫成形影響
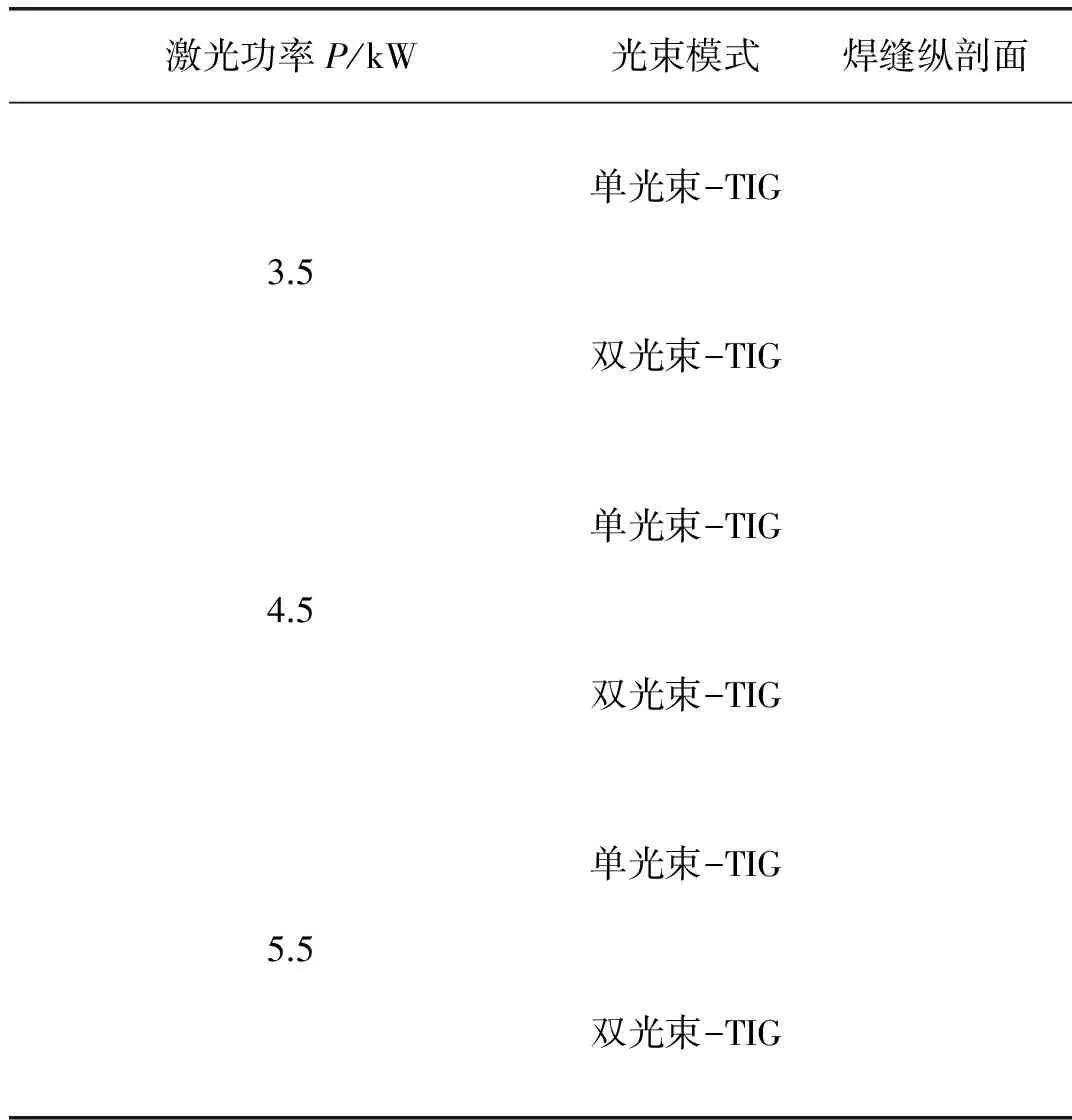
表3 復合焊余高波動隨激光功率的變化

圖6 焊縫余高波動度隨激光功率的變化
3 結 論
(1)試驗條件下,當焊接參數相同時,單光束激光-TIG復合焊的電弧電壓變異系數隨激光功率的增加而增加,雙光束激光-TIG復合焊的電弧電壓變異系數隨激光功率的增加而減小。
(2)該試驗條件下,當焊接參數相同時,激光功率密度較小時,單光束激光-TIG的電弧電壓變異系數小
于雙光束激光-TIG及單TIG,激光功率密度較大時,電壓變異系數為單光束-TIG>TIG>雙光束-TIG。
(3)在相同的焊接參數下,雙光束激光-TIG復合焊的焊縫成形較單光束激光-TIG復合焊的均勻連續。
[1] 吳圣川,朱宗濤,李向偉.鋁合金激光焊接及性能評價[M].北京:國防工業出版社,2014.
[2] 李俐群,陳彥賓,陶 汪.鋁合金雙光束焊接特性研究[J].中國激光,2008(11):1783-1788.
[3] 周立濤,王旭友,王 威,等.激光掃描焊接工藝對鋁合金焊接氣孔率的影響[J].焊接學報, 2014, 35(10):65-68.
[4] Hbaoudou A,Peyre P, Vannes A B. Influence of surface preparation and process parameter on the porosity generation in aluminum alloys[J]. Journal of Laser Applications, 2004,16(1): 20-24.
[5] Xie J. Dual beam laser welding [J]. Welding Journal,2002,81(10):223-230.
2016-10-26
國家重點研發計劃項目(2016YFB1102100)
TG456.7
楊海鋒, 1991年出生,助理工程師。主要從事激光及激光-電弧復合焊接技術研究,已發表論文8篇。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07