基于PLC的礦用圓環鏈閃光對焊機控制系統
2016-02-05 06:58:43唐山工業職業技術學院063000
焊接 2016年12期
唐山工業職業技術學院(063000)
邢婷婷 戴 琨 牛彩雯 成詠華
基于PLC的礦用圓環鏈閃光對焊機控制系統
唐山工業職業技術學院(063000)
邢婷婷 戴 琨 牛彩雯 成詠華
以礦用圓環鏈大容量閃光對焊機為研究對象,在簡要介紹焊機機構和焊接工藝的基礎上,設計了對焊機的控制系統硬件結構和軟件程序。控制系統以西門子S7-200PLC為控制核心,搭建了控制系統硬件模塊并對各模塊完成了選型。重點討論了控制軟件的設計流程,利用軟件編程實現了焊接工藝的預熱、閃光、重復閃光、頂鍛等過程,上位機采用了工業觸摸屏,對觸摸屏系統軟件界面進行了詳細設計。同時系統中加入了上位機控制,提高了整個系統的可靠性和可操作性。經過工業現場驗證表明,環鏈閃光對焊機運行穩定、故障率低,滿足了市場的需要。
圓環鏈 閃光對焊 PLC 觸摸屏
0 序 言
礦用圓環鏈作為采煤刮板輸送機傳動機構的重要部件,其強度直接決定了單次采煤量和采煤工作效率。閃光對焊工藝作為礦用圓環鏈焊接的主要方法,具有成本低、操作簡便、效率高等特點[1]。但由于礦用圓環鏈截面積較大,500 kVA以上的大容量閃光對焊機具有較大的市場需求。文中在介紹600KVA閃光對焊機機械結構和液壓系統的基礎上,對PLC焊機自動控制系統進行了重點設計。
1 焊機結構介紹
閃光對焊機工作時分為閃光階段和頂鍛階段,對焊機結構的功能就是要完成閃光和頂鍛各階段的焊件的各種動作。因此,閃光對焊機結構一般包括機座、固定臺架、移動臺架、液壓夾緊機構等,其機構原理圖如圖1所示。其中固定臺架采用機械聯接固定在機座上,移動臺架整體安放在機座導軌上,水平放置的上下兩支送進油缸活塞桿與移動臺架剛性聯接,通過油缸的伸縮精確控制圓環鏈焊件之間的焊接距離,豎直安裝的左右兩支夾緊油缸實現對圓環鏈焊件的夾緊,液壓系統中的夾緊油路和送進油路均采用電液比例閥精確控制油缸動作[2]。
閃光對焊機供電裝置包括殼形變壓器以及由次級繞組和電極組成的焊接回路兩部分組成,焊機控制系統主要完成焊接電源的通斷,確保焊機按設定焊接程序循環工作,調節焊接電流和檢測焊接接頭質量等功能。其中,閃光焊機控制系統是研究的重點。
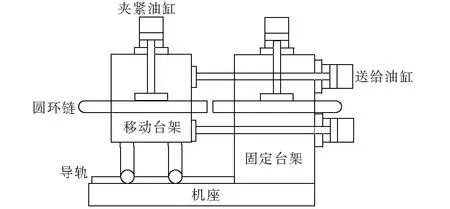
圖1 閃光對焊機結構原理圖
2 對焊機控制系統硬件
對焊機焊接動作不算復雜,控制器選用西門子S7-200系列PLC作為控制系統核心,上位機方面選用WEINVIEW工業觸摸屏,可以方便快捷的設定焊接參數和實時監測圓環鏈焊接狀態,具體選用型號為CPU226和兩個EM231擴展模塊[3]。數據采集方面主要有電流檢測、液壓壓力和溫度檢測,以及送進油缸的位移檢測等。其中較為重要的是電流互感器和磁致伸縮MTS位移傳感器,位移傳感器的模擬量信號經PLC的CPU運算后輸出至電液比例閥以精確控制送進油缸位移,實現焊接電流的穩定和頂鍛保壓等。
閃光對焊機控制系統的繼電器、接觸器、行程開關、指示燈、模擬量信號數顯表、觸摸屏等元件集成在一個電氣控制柜中。現場數據采集參數分別由4路A/D通道循環檢測;CPU226通過RS232通信協議與WEINVIEW觸摸屏建立通訊,控制系統硬件結構如圖2所示。
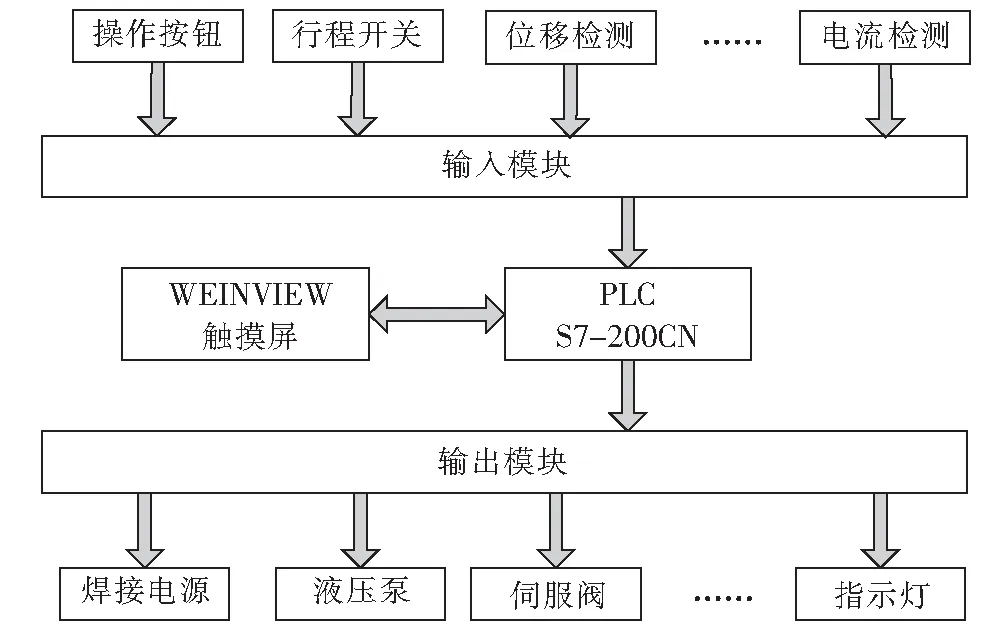
圖2 控制系統硬件結構
3 對焊機控制系統軟件及PID控制算法
基于西門子PLC200的對焊機控制系統主要完成焊接準備、焊接循環周期、焊接檢測記憶故障報警等功能,其中焊接循環周期是保證圓環鏈順利完成閃光對焊的關鍵,也是文中設計的重點。
油缸位移傳感器檢測到的位移值存放在PLC存儲器D36中,D49為工件到達剛性接觸后的位移值,D20為圓環鏈接口間隙位移值。在閃光階段前,送進油缸以普通速度前進,到達剛性接觸位置后D36=D39,進入閃光階段,油缸以閃光速度運動,圓環鏈接頭端部在送進油缸的推動下發生輕微接觸,在電流作用下接觸點熔化形成液體金屬過梁,圓環鏈接頭間隙逐漸減小,接頭端頭溫度也逐漸升高。2 s的延遲時間之后,送進油缸以閃光速度后退直到D36=D20完成一個回合的預熱閃光,總共完成C5次閃光后,油缸以閃光速度前進到達頂鍛位置,之后送進油缸以頂鍛速度移動至頂鍛完成位置后,計時器計時并完成頂鍛保壓,頂鍛保壓是為了密封工件端面間隙和過梁爆破后的火口,擠出間隙中的液態金屬和夾雜物,獲得牢固的接頭。頂鍛完成后PLC控制傳動機構動作進入下一個工作循環。焊接循環周期流程圖如圖3所示。
在閃光焊的每一個循環中,送進油缸的位移和送進速度都由液壓泵的輸出壓力和流量決定,油缸的位移決定了圓環連接頭的間隙值。另一方面,圓環鏈接頭的間隙大小對焊接電流的穩定起著重要作用。因此,控制系統需要對送進油缸的輸出位移進行精確調節以保證焊接過程中的焊接電流穩定。采用基于油缸位移反饋的閉環PID調節實現對焊接電流的精確控制。圓環鏈焊接系統焊接電流閉環控制原理圖如圖4
所示。經電流變送器采集到的電流信號經A/D轉換后輸入PLC,與系統設定的焊接電流比較運算后,將控制信號輸出給液壓系統,最終達到焊接電流穩定的目的[4-5]。

圖3 焊接循環周期流程圖
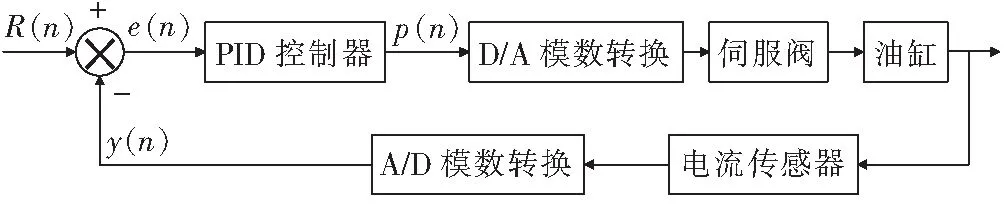
圖4 焊接電流閉環控制原理圖
PID控制器通過比例作用減小瞬時焊接電流的穩定誤差,提供了系統動態的響應速度。要完全消除穩定誤差需要積分作用的持續作用,微分作用主要提前校正動態誤差,減小焊接電流值的變化速度。系統采用增量式PID調節器,首先計算偏差e(n)=r(n)-y(n),判斷偏差e(n)在偏差范圍內時,p(n)=p(n-1)+k[e(n)-e(n-1)]+Ke(n)+K[e(n)-2e(n-1)+e(n-2)]。
4 上位機軟件設計
文中選用WEINVIEW觸摸屏。觸摸屏與PLC通過RS-232接口的PC/PPI電纜連接起來進行通信[6],可以實時讀取當前焊接狀態參數如焊接電流、焊接電壓和閃光行程等以數字形式顯示在控制柜上方便操作者監控。
文中所設計觸摸屏軟件共有參數設定、狀態顯示和參數查詢三大子界面[7-8]。針對不同直徑材料的圓環鏈焊接,焊接循環控制程序中的閃光重復次數、閃光行程、閃光電流等參數都需要在焊前進行設置。焊接參數可以由操作人員手動設置也可從數據庫中調入得到;焊接過程中的實時狀態信息,需要直觀的方式顯示以便操作人員隨時掌握焊接過程信息,實際焊接過程值由PLC循環掃描后發送給觸摸屏顯示,并存放在其數據寄存器中,WEINVIEW觸摸屏子界面如圖5所示。
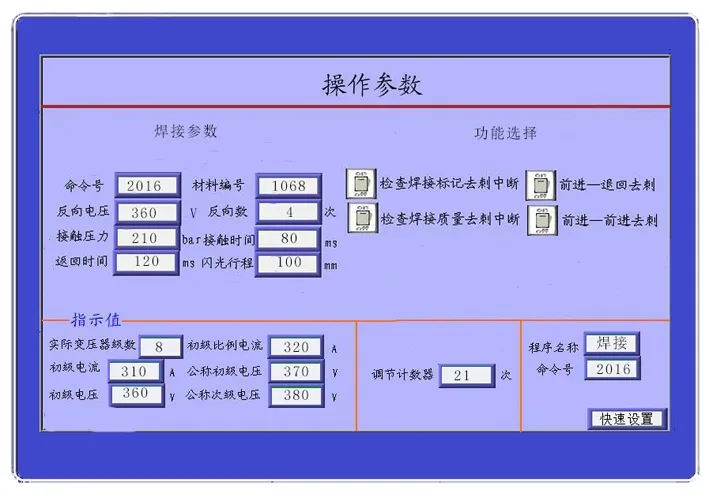
圖5 WEINVIEW觸摸屏操作參數界面
5 圓環鏈閃光對焊機試驗
圓環鏈閃光焊機控制系統設計完成后,通過對系統硬件控制柜的接線以及數周的程序調試,終于達到現場試驗條件,現場焊接樣件為40 mm圓環鏈,在閃光對焊機上經加熱、壓緊、閃光頂鍛、去焊渣最終得到圓環鏈焊縫,如圖6所示。試驗結果表明基于PLC控制的閃光對焊機可以順利完成焊接過程的基本動作,并能夠得到外觀質量良好的焊縫。所得焊縫經拉伸和缺口沖擊試驗,符合GB/T 12718—2009《礦用高強度圓環鏈條標準》標準[9],說明采用該對焊機可以成功的進行礦用圓環鏈的高質量焊接。

圖6 圓環鏈閃光對焊焊接成品
6 結 論
文中從工程實際出發,以礦用圓環鏈大容量閃光對焊機為研究對象,在簡要介紹焊機機構和焊接工藝的基礎上,設計了對焊機的控制系統硬件結構和軟件程序。控制系統以西門子S7-200PLC為控制核心,搭建了控制系統硬件模塊并對各模塊完成了選型。重點討論了控制軟件的設計流程,利用軟件編程實現了焊接工藝的預熱、閃光、重復閃光、頂鍛等過程。采用了WEINVIEW工業觸摸屏作為系統上位機,對系統子界面中參數設置和狀態顯示進行了介紹。工業現場驗證表明,該控制系統顯著提高了閃光對焊機的可靠性和工作效率。
[1] 呂其兵,駱德陽,戴 虹,等.數字化鋼軌閃光焊機研究[J].電焊機,2013(5):18-21.
[2] 陳其純.PLC 控制器應用技術[M].北京:高等教育出版社, 2014.
[3] 李丹丹,張 凱. 基于PLC的鋼管TIG焊機控制系統[J].焊接,2015(9):61-64.
[4] 吳思俊,朱 楠.基于PLC的轍叉閃光焊機控制系統[J].焊接,2016(1):58-60.
[5] 鄧必孟. 超長鋼軌氣壓焊機自動控制系統研究[D]. 成都:西南交通大學碩士學位論文,2012.
[6] 王志永,陳 楊,龔中良,等.雙金屬帶鋸條閃光對焊工藝參數的優化[J].焊接,2016(8):36-41.
[7] 王 宇.基于PLC的高強度圓環鏈閃光對焊機控制系統研究[D]. 阜新:遼寧工程技術大學碩士論文,2011.
[8] 王宏文,邢久高,王永偉.閃光對焊機電源主電路仿真及控制系統設計[J].焊接技術, 2009(5).
[9] 徐小帆,劉 利,關志科. 鋼軌閃光對焊溫度場分布的有限元分析[J].上海交通大學學報, 2008(5).
2016-06-21
TG43
邢婷婷,1984年出生,博士研究生,講師。主要研究方向為電氣控制技術、故障診斷,已發表論文8篇。