2205雙相不銹鋼焊接工藝
2016-02-05 08:37:48甘肅鋼鐵職業(yè)技術(shù)學(xué)院嘉峪關(guān)市735100
焊接 2016年12期
甘肅鋼鐵職業(yè)技術(shù)學(xué)院(嘉峪關(guān)市 735100)
常 靜 趙 雅 陸小斌 呂 杰
2205雙相不銹鋼焊接工藝
甘肅鋼鐵職業(yè)技術(shù)學(xué)院(嘉峪關(guān)市 735100)
常 靜 趙 雅 陸小斌 呂 杰
采用鎢極氬弧焊(TIG)打底,分別采用焊條電弧焊(SMAW)蓋面和鎢極氬弧焊(TIG)蓋面兩種焊接工藝對2205雙相不銹鋼進(jìn)行焊接,對焊接接頭的組織和耐晶間腐蝕性能進(jìn)行了分析和檢測。結(jié)果表明,熱輸入量大的鎢極氬弧焊(TIG)蓋面焊接接頭焊縫中心和熱影響區(qū)奧氏體含量多于焊條電弧焊(SMAW),且奧氏體相交織成網(wǎng)狀結(jié)構(gòu);焊條電弧焊(SMAW)焊縫中心存在大量第二相粒子,第二相粒子主要由于脫渣不充分導(dǎo)致,而第二相粒子的存在嚴(yán)重影響焊縫中心的耐晶間腐蝕性能。
2205雙相不銹鋼 鎢極氬弧焊 顯微組織 晶間腐蝕
0 序 言
2205雙相不銹鋼屬于第二代雙相不銹鋼,是一種典型的超低碳含氮鐵素體-奧氏體雙相不銹鋼,它兼有鐵素體不銹鋼和奧氏體不銹鋼的優(yōu)點,廣泛應(yīng)用于石油天然氣工業(yè)、化學(xué)工業(yè)和海洋工程等領(lǐng)域,是目前應(yīng)用最普遍的雙相不銹鋼[1-3]。不同焊接工藝對焊接接頭的組織以及雙相比例有很大的影響,而組織和雙相比例對焊接接頭的力學(xué)性能和耐腐蝕性能有較大的影響[4-5]。因此,開展不同焊接工藝對2205雙相不銹鋼焊接接頭組織和性能影響的研究具有重要意義。文中采用鎢極氬弧焊(TIG)和焊條電弧焊(SMAW)兩種不同焊接工藝,對2205雙相不銹鋼焊接接頭組織和晶間腐蝕性能的影響進(jìn)行了研究。
1 試驗材料和方法
1.1 試驗材料
試驗用2205雙相不銹鋼為國內(nèi)某大型鋼廠生產(chǎn),其化學(xué)成分見表1。試板尺寸為160 mm×320 mm×12 mm,并將對接焊的試板開60°的X型坡口。

表1 2205雙相不銹鋼的化學(xué)成分(質(zhì)量分?jǐn)?shù),%)
1.2 焊接工藝
1.2.1 焊接方法
試驗采用兩種不同的焊接方法:打底均采用鎢極氬弧焊,蓋面分別用鎢極氬弧焊和焊條電弧焊,試驗中焊條電弧焊使用的焊機(jī)為ZX7-400逆變式直流弧焊機(jī),鎢極氬弧焊使用的焊機(jī)為WSM-315TSMI直流脈沖TIG焊機(jī)。
1.2.2 填充材料
鎢極氬弧焊使用ER2209焊絲,直徑為1.6 mm。焊條電弧焊使用E2209焊條,直徑為3.2 mm。
1.2.3 焊接工藝參數(shù)
打底采用鎢極氬弧焊以保證單面焊雙面成型,蓋面分別采用不同焊接工藝,進(jìn)行多層多道焊,每層焊道均采用不銹鋼刷對焊道進(jìn)行清理,層間溫度控制在150 ℃以下,保護(hù)氣體選用98%Ar+2%N2,其中添加適量N2是彌補焊縫處的氮損失,氮可以增加奧氏體的比例并使其穩(wěn)定。具體焊接工藝參數(shù)見表2。
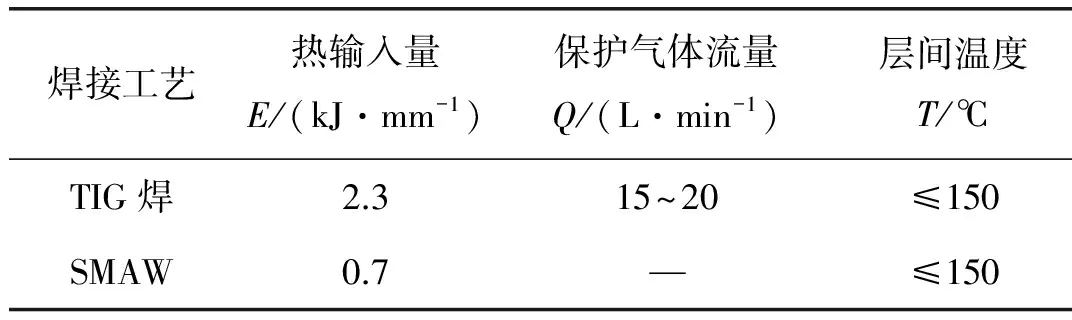
表2 焊接工藝參數(shù)
1.3 分析測試方法
分別從兩種焊接方法得到的焊接接頭上取焊縫和熱影響區(qū)的金相試樣,經(jīng)過磨制、拋光,利用電子探針的背散射電子原子序數(shù)成像技術(shù),對奧氏體相和鐵素體相進(jìn)行組織觀察。奧氏體相和鐵素體相的相比例使用SP10a型鐵素體儀進(jìn)行檢測。
從焊縫、熱影響區(qū)和母材分別取尺寸為30 mm×20 mm×4 mm的晶間腐蝕試樣,依據(jù)GB/T 4334—2008《金屬和合金的腐蝕——不銹鋼晶間腐蝕試驗方法》中的方法E——不銹鋼硫酸-硫酸銅腐蝕試驗方法對晶間腐蝕進(jìn)行測定。
對晶間腐蝕測定完畢后產(chǎn)生裂紋的試樣在電子探針下對裂紋進(jìn)行顯微形貌觀察和成份分析,電子探針型號為JXA-8230。
2 試驗結(jié)果與分析
2.1 顯微組織及相比例分析
圖1是不同焊接工藝條件下焊縫區(qū)域和熱影響區(qū)的背散射電子像,由于奧氏體相中Ni含量要多于鐵素體相,而鐵素體相中Cr含量要多于奧氏體相,因此在背散射電子像中奧氏體相的亮度要大于鐵素體相。從圖1中可以看出兩種焊接工藝在焊縫區(qū)域鐵素體內(nèi)均析出羽毛狀和樹枝狀奧氏體相,并且相互交織在一起成為網(wǎng)狀結(jié)構(gòu),但是焊條電弧焊白色奧氏體相不如鎢極氬弧焊多,且網(wǎng)狀交織不夠致密。兩種不同焊接工藝在熱影響區(qū)的形貌有較大差異,焊條電弧焊熱影響區(qū)奧氏體相和鐵素體相依然按照條帶組織進(jìn)行分布,而鎢極氬弧焊熱影響區(qū)奧氏體相由原來的帶狀逐漸轉(zhuǎn)變成樹枝狀和羽毛狀,并且相互交織在一起成為網(wǎng)狀結(jié)構(gòu)。
使用SP10a型鐵素體儀對焊縫以及熱影響區(qū)鐵素體含量進(jìn)行測定,焊縫處為58.2%(SMAW)和46.4%(TIG),熱影響區(qū)處為51.4%(SMAW)和48.5%(TIG),說明不論是焊縫處還是熱影響區(qū)焊條電弧焊的奧氏體相比例均低于鎢極氬弧焊。
造成上述焊縫和熱影響區(qū)組織和相比例的差異主要原因在于不同焊接工藝熱輸入量的不同,鎢極氬弧焊的熱輸入量遠(yuǎn)大于焊條電弧焊,因此高溫停留時間長,鐵素體向奧氏體轉(zhuǎn)變充分,鐵素體晶界和界內(nèi)不斷形核向奧氏體轉(zhuǎn)變,這樣奧氏體比例越來越大,隨著生成奧氏體量的逐漸增加,奧氏體相逐漸長大形成網(wǎng)狀結(jié)構(gòu)[6-7]。
2.2 晶間腐蝕結(jié)果分析
表3為根據(jù)GB/T 4334—2008《金屬和合金的腐蝕——不銹鋼晶間腐蝕試驗方法》中的方法E——不銹鋼硫酸—硫酸銅腐蝕試驗方法對焊縫、熱影響區(qū)以及母材進(jìn)行晶間腐蝕的檢測結(jié)果。從表3中可以看出焊條電弧焊在焊縫處出現(xiàn)裂紋,而鎢極氬弧焊在焊縫、熱影響區(qū)以及母材處均無裂紋出現(xiàn)。

圖1 2205雙相不銹鋼焊接接頭背散射電子像

表3 2205雙相不銹鋼焊接接頭晶間腐蝕結(jié)果
圖2為在電子探針(EPMA)下拍攝的裂紋微觀形貌以及能譜分析。從斷口形貌來看為韌性斷裂,斷口呈韌窩狀,韌窩均勻細(xì)小,為等軸韌窩。從圖2中還可以看出,韌窩中心存在夾雜物或者第二相粒子,裂紋即從這些第二相粒子展開。圖3為圖2所示第二相粒子能譜分析(EDS)圖,可以看出這些第二相粒子主要由元素Si,Mg,Mn和O等元素組成。由于焊條電弧焊所用焊條E2209有藥皮的保護(hù),而藥皮主要由Si,Mg,Mn和O等元素組成,因此焊縫區(qū)域內(nèi)的這些第二相粒子主要是由于藥皮內(nèi)的Si,Mg,Mn的氧化物脫渣不充分而遺留在焊縫金屬內(nèi),而Si,Mg,Mn的氧化物與金屬基體電極電位不同,形成腐蝕原電池,因此在進(jìn)行晶間腐蝕試驗時會出現(xiàn)裂紋。
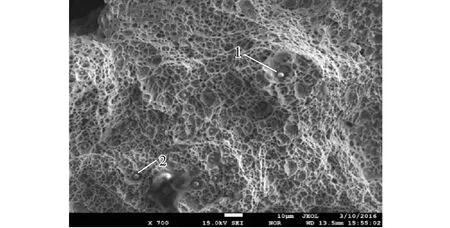
圖2 焊縫區(qū)域裂紋微觀形貌
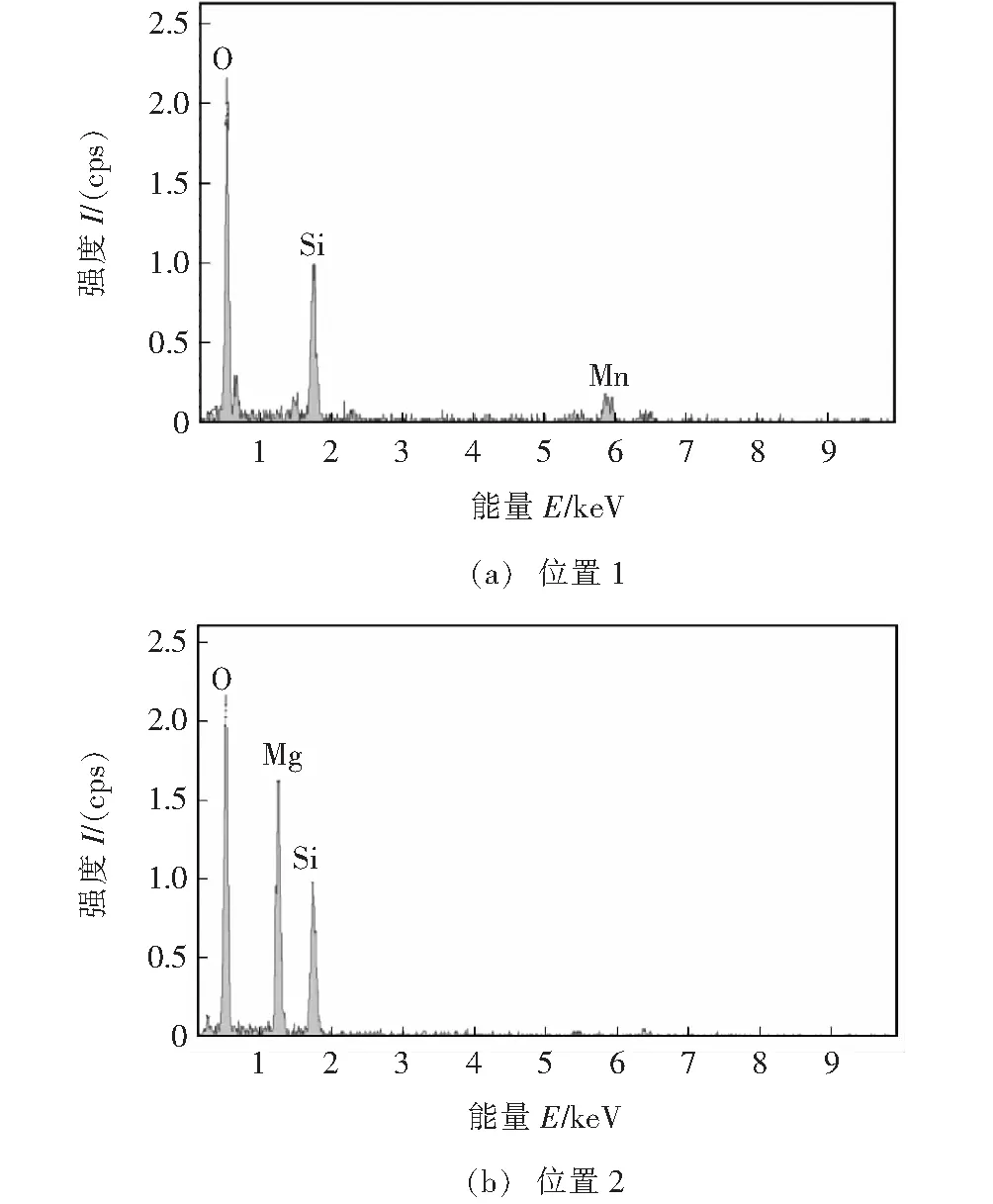
圖3 第二相粒子的能譜圖
3 結(jié) 論
(1)2205雙相不銹鋼焊接采用熱輸入量較大的鎢極氬弧焊時,焊縫中心及熱影響區(qū)奧氏體相要多于熱輸入量小的焊條電弧焊。
(2)2205雙相不銹鋼采用焊條電弧焊時,熱影響區(qū)奧氏體相依然為條帶分布,而熱輸入量高的鎢極氬弧焊熱影響區(qū)奧氏體相為網(wǎng)狀結(jié)構(gòu)。
(3)2205雙相不銹鋼采用焊條電弧焊時焊縫金屬中存在許多第二相粒子,主要是由于脫渣不充分遺留在焊縫金屬中所致,第二相粒子的存在會嚴(yán)重影響焊縫中心耐晶間腐蝕性能。
[1] 陳興潤, 潘吉祥. 2205雙相不銹鋼焊接接頭組織與性能研究[J]. 焊接, 2014(10):54-57.
[2] 張志昌, 張建鋒, 周友龍. 鐵路貨車2205雙相不銹鋼的焊接[J]. 焊接, 2011(12):58-60.
[3] 井維海, 陳俊強(qiáng), 周寶金,等. 焊條電弧焊對2205雙相不銹鋼焊接接頭綜合性能影響的研究[J]. 焊接, 2009(8):23-26.
[4] Sathiya P, Aravindan S, Soundararajan R, et al. Effect of shielding gases on mechanical and metallurgical properties of duplex stainless-steel welds[J]. Journal of Materials Science, 2009, 44(1): 114-121.
[5] 李為衛(wèi),劉亞旭,趙新偉,等.線能量對2205雙相不銹鋼焊接接頭耐蝕性和韌性的影響[J].熱加工工藝,2005(5):23-24.
[6] 昌敬源,石巨貴,謝貴生,等.焊接工藝對2205雙相不銹鋼焊接接頭組織與性能的影響[J].金屬熱處理,2009,34(9):40-43.
[7] 吳 玖,姜世振.雙相不銹鋼[M].北京:冶金工業(yè)出版社,2006.
2016-03-21
TG442
常 靜,1968年出生,大學(xué)本科,副教授。主要從事焊接技術(shù)教學(xué)與研究工作。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00