氣電混合式機(jī)器人力控末端執(zhí)行器研究*
2016-02-07 05:05:20趙亞平楊桂林陳慶盈
組合機(jī)床與自動(dòng)化加工技術(shù) 2016年12期
趙亞平,楊桂林,楊 巍,陳慶盈,張 杰
(1.上海大學(xué) 機(jī)電工程與自動(dòng)化學(xué)院,上海 200072;2.中國(guó)科學(xué)院寧波材料技術(shù)與工程研究所 浙江省機(jī)器人與智能制造裝備技術(shù)重點(diǎn)實(shí)驗(yàn)室,浙江 寧波 315201)
氣電混合式機(jī)器人力控末端執(zhí)行器研究*
趙亞平1,2,楊桂林2,楊 巍2,陳慶盈2,張 杰2
(1.上海大學(xué) 機(jī)電工程與自動(dòng)化學(xué)院,上海 200072;2.中國(guó)科學(xué)院寧波材料技術(shù)與工程研究所 浙江省機(jī)器人與智能制造裝備技術(shù)重點(diǎn)實(shí)驗(yàn)室,浙江 寧波 315201)
針對(duì)現(xiàn)有機(jī)器人末端力控裝置存在的力控制精度低、響應(yīng)速度慢的缺點(diǎn),設(shè)計(jì)了一種氣電混合式的機(jī)器人力控末端執(zhí)行器。氣電混合式機(jī)器人力控末端執(zhí)行器主要由氣囊式氣缸和音圈電機(jī)組成,并按照并聯(lián)方式連接。氣囊式氣缸兩端分別與音圈電機(jī)的定子和動(dòng)子連接,并置于音圈電機(jī)內(nèi)部。該結(jié)構(gòu)不僅利用了氣囊式氣缸承載能力大、緩和沖擊能力強(qiáng)的特點(diǎn),同時(shí)也利用了音圈電機(jī)的快速響應(yīng)特性進(jìn)行快速力補(bǔ)償。為了進(jìn)一步提高系統(tǒng)的響應(yīng)速度和力控精度,提出了用PI控制器調(diào)節(jié)音圈電機(jī)的電流。最后,采用了Matlab/Simulink對(duì)提出的控制方案進(jìn)行仿真實(shí)驗(yàn),結(jié)果表明,所設(shè)計(jì)的氣電混合式機(jī)器人力控末端執(zhí)行器力控制精度高、力控穩(wěn)定性好、響應(yīng)速度快。
氣電混合;力控制;末端執(zhí)行器;仿真分析
0 引言
在自動(dòng)化精密制造過(guò)程中,對(duì)工件表面進(jìn)行拋光打磨等接觸性處理是最基礎(chǔ)的一道工序[1]。為了提高表面加工質(zhì)量,在對(duì)工件進(jìn)行打磨、拋光等處理時(shí),需控制刀具或磨具與被加工工件之間的接觸力。
目前用于研拋光整等加工的機(jī)械臂主要采用兩種方式來(lái)實(shí)現(xiàn)加工過(guò)程中的力控制。一種是通過(guò)控制機(jī)器人操作臂的驅(qū)動(dòng)關(guān)節(jié)的力矩來(lái)控制機(jī)械臂末端的輸出力[2],這種力控制方式比較復(fù)雜,需針對(duì)具體的機(jī)器人結(jié)構(gòu)建立準(zhǔn)確的機(jī)器人動(dòng)力學(xué)模型,并開(kāi)發(fā)實(shí)時(shí)、魯棒的力控制算法[3],且機(jī)械臂運(yùn)動(dòng)過(guò)程中的慣性易導(dǎo)致力控制不精確,從而使導(dǎo)致拋光打磨等加工的精度遠(yuǎn)遠(yuǎn)達(dá)不到工藝要求。
另一種力控制方式是在機(jī)械臂末端安裝末端力控裝置[3],這種力控制方式原理簡(jiǎn)單且實(shí)現(xiàn)成本低,不依賴于機(jī)械臂,具有很好的通用性,且易實(shí)現(xiàn)較高的控制精度和良好的動(dòng)態(tài)響應(yīng),因此被廣泛采用。美國(guó)德州PushCorp公司設(shè)計(jì)的AFD系列柔順力控制機(jī)構(gòu)[4](如圖1a所示)、奧地利FerRobotics設(shè)計(jì)的柔順力控裝置、ATI工業(yè)自動(dòng)化公司設(shè)計(jì)的ACT390柔順力控制機(jī)構(gòu)(如圖1b所示)等[5]都是通過(guò)調(diào)節(jié)氣缸內(nèi)充氣壓力實(shí)現(xiàn)輸出力控制,浙江工業(yè)大學(xué)的金明生等人也提出了利用氣囊實(shí)現(xiàn)拋光力柔順控制的設(shè)計(jì)方案[6]。
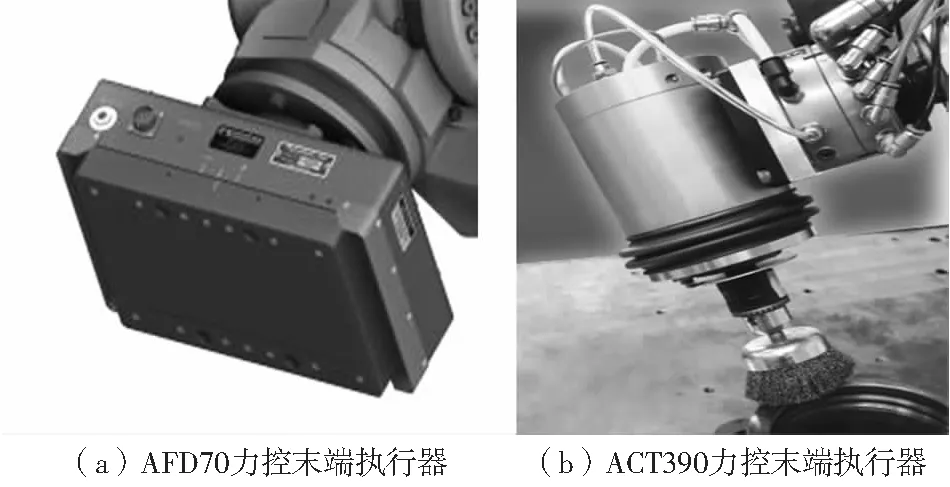
(a)AFD70力控末端執(zhí)行器 (b)ACT390力控末端執(zhí)行器
如上所述,針對(duì)力控末端執(zhí)行器的研究主要集中在采用氣缸、氣動(dòng)人工肌肉或氣囊式氣缸等來(lái)實(shí)現(xiàn)剛度可調(diào)的主動(dòng)柔順力控制,但是由于氣動(dòng)系統(tǒng)靈活度不高、響應(yīng)速度慢、存在嚴(yán)重的遲滯[7-9],因而不利于高效作業(yè),也達(dá)不到精密加工的需求。
針對(duì)氣動(dòng)力控末端執(zhí)行器存在的上述各種問(wèn)題,本文提出了一種新型的氣電混合式機(jī)器人力控末端執(zhí)行器,所設(shè)計(jì)的氣電混合式機(jī)器人力控末端執(zhí)行器采用氣囊式氣缸(以下簡(jiǎn)稱氣囊)與音圈電機(jī)并聯(lián)的方式,利用了氣體的可壓縮性所帶來(lái)的抗沖擊特性減少接觸式加工中的沖擊,同時(shí)結(jié)合音圈電機(jī)的快速響應(yīng)特性[10],實(shí)現(xiàn)打磨拋光等工作時(shí)的快速精確力控制。
1 系統(tǒng)設(shè)計(jì)
1.1 方案設(shè)計(jì)
本文所設(shè)計(jì)的氣電混合式機(jī)器人力控末端執(zhí)行器簡(jiǎn)圖如圖2所示。
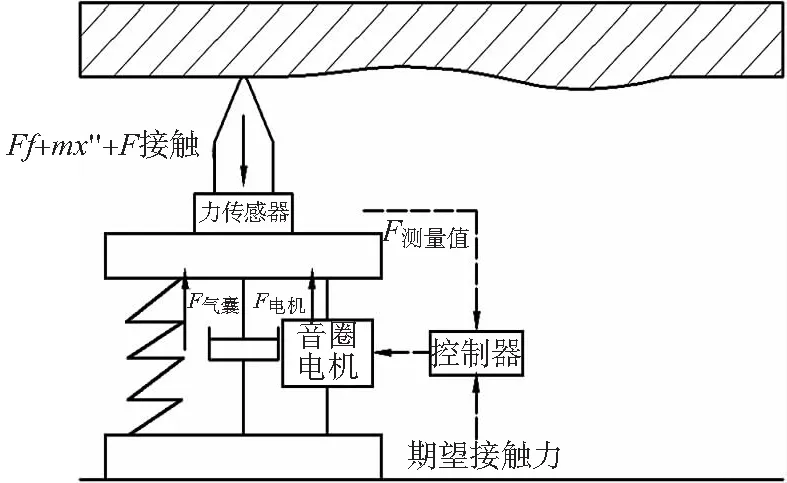
圖2 氣電混合式力控末端執(zhí)行器受力分析
安裝于末端執(zhí)行器末端的打磨工具同時(shí)受氣囊壓力、音圈電機(jī)輸出力、沿末端執(zhí)行器伸縮方向的摩擦力、慣性力及與被加工表面之間的接觸力等力的共同作用。
1.2 結(jié)構(gòu)設(shè)計(jì)
本文所設(shè)計(jì)的氣電混合式力控末端執(zhí)行器的目標(biāo)力控制范圍為0~200N,伸縮行程為20mm,據(jù)此確定力控末端執(zhí)行器的主要參數(shù)如表1所示。
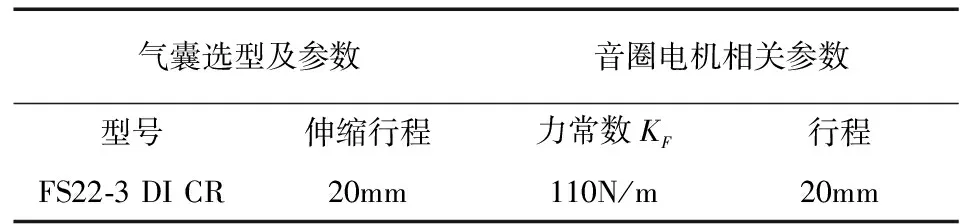
表1 氣電混合式機(jī)器人力控末端執(zhí)行器主要參數(shù)
氣電混合式機(jī)器人力控末端執(zhí)行器的結(jié)構(gòu)設(shè)計(jì)如圖3所示。

(a)力控末端執(zhí)行器外觀 (b)力控末端執(zhí)行器內(nèi)部結(jié)構(gòu)
其中,氣囊只有一個(gè)進(jìn)出氣口,從而可以使氣囊在給定充氣壓力后伸縮輸出一定推力。在利用該裝置進(jìn)行打磨、拋光等工作之前,首先通過(guò)調(diào)整減壓閥來(lái)控制氣囊初始充氣壓力,隨后關(guān)閉開(kāi)關(guān)閥,使氣囊成為一個(gè)密閉的減震機(jī)構(gòu);然后音圈電機(jī)通電,通過(guò)安裝于伸出端的力傳感器,將檢測(cè)到的接觸力信號(hào)反饋給音圈電機(jī)控制器,由音圈電機(jī)對(duì)接觸力的差值進(jìn)行實(shí)時(shí)補(bǔ)償,最終實(shí)現(xiàn)對(duì)接觸力的快速、精確、穩(wěn)定地控制。
2 氣囊輸出力控制系統(tǒng)
2.1 氣囊輸出力影響因素分析
由于氣囊具有一定的可壓縮性,氣囊初始充氣壓力P0(bar)不同,或氣囊壓縮量x(mm)不同,氣囊輸出力F氣囊(N)就不同。FS22-3DICR氣囊的輸出力與氣囊初始充氣壓力和氣囊壓縮量之間的關(guān)系如圖4[10]所示。
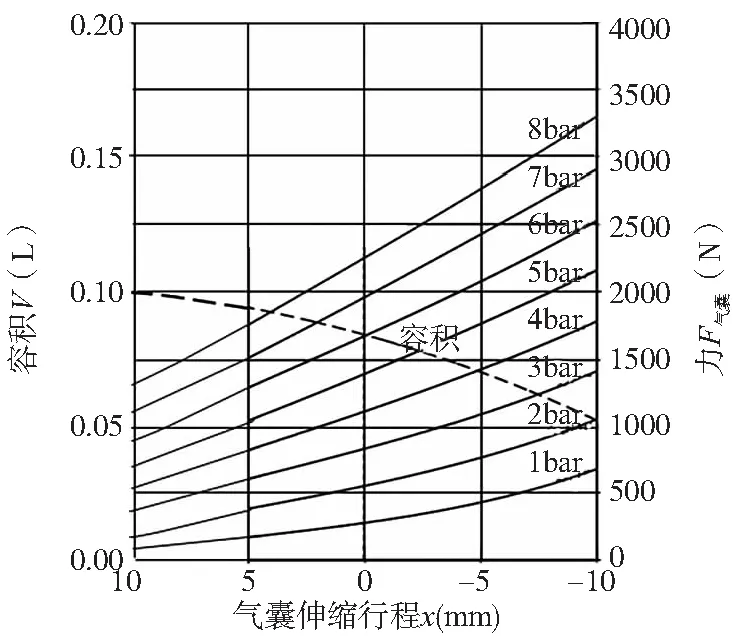
圖4 氣囊FS22-3 DI CR輸出力隨氣囊充氣壓力及氣囊高度變化曲線
由圖4可以看出,在其他條件不變的情況下氣囊的輸出力隨氣囊被壓縮量或氣囊充氣壓力的增大而增大。為便于計(jì)算與分析,利用Matlab對(duì)上圖中的曲線進(jìn)行擬合。綜合考慮降低方程復(fù)雜程度和提高擬合精度兩方面,得出以下氣囊輸出力的公式:
F氣囊=-19.77x+279.6P0+0.5786x2-10.23xP0
(1)
上述所擬合方程與實(shí)際值的復(fù)相關(guān)系數(shù)為0.9993,誤差平方和為0.01097,滿足擬合精度要求。
2.2 氣囊響應(yīng)速度分析
根據(jù)本文研究的氣電混合式機(jī)器人力控末端執(zhí)行器的技術(shù)路線,設(shè)計(jì)氣囊的氣路控制系統(tǒng)如圖5所示。
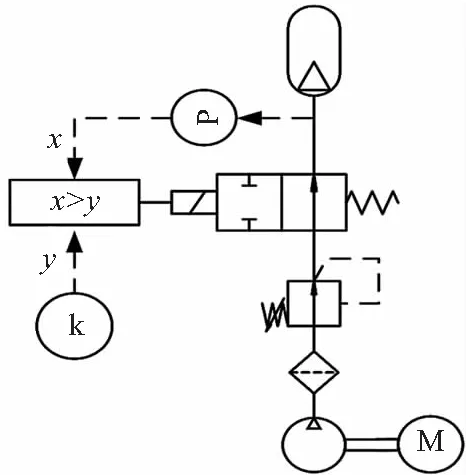
圖5 氣囊氣路控制系統(tǒng)
為分析氣囊力控制的響應(yīng)速度,假設(shè)控制氣囊輸出力由100N增加至150N,即氣囊充氣壓力(相對(duì)壓力)由0.374bar增加為0.553bar,由系統(tǒng)建模仿真軟件Amesim對(duì)氣囊的輸出力進(jìn)行仿真,得出氣囊輸出力變化曲線如圖6。
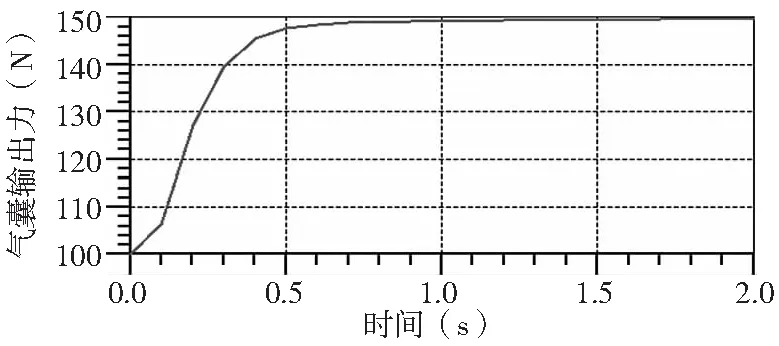
圖6 氣囊輸出力變化曲線
由圖6可知,對(duì)氣囊輸出力進(jìn)行控制響應(yīng)速度慢(此處約大于0.5s),同時(shí)由于在實(shí)際應(yīng)用中對(duì)氣壓的調(diào)節(jié)難以達(dá)到很高的精確性,導(dǎo)致采用控制氣囊充氣壓力控制輸出力的方式達(dá)不到精密加工的要求。
3 音圈電機(jī)動(dòng)態(tài)力補(bǔ)償系統(tǒng)
3.1 音圈電機(jī)工作原理
音圈電機(jī)是一種特殊形式的直驅(qū)電機(jī),主要由定子和動(dòng)子兩部分組成,如圖7所示,定子上裝有產(chǎn)生磁通的永磁體,動(dòng)子是一個(gè)圓筒狀繞組。其工作原理為通電線圈放在磁場(chǎng)內(nèi)受洛倫茲力作用產(chǎn)生力,力的大小與施加在線圈上的電流成比例。音圈電機(jī)結(jié)構(gòu)簡(jiǎn)單、體積小、響應(yīng)快[11-12],被廣泛應(yīng)用到各種精密運(yùn)動(dòng)的控制機(jī)構(gòu)中。
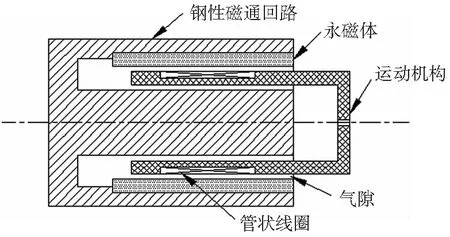
圖7 音圈電機(jī)結(jié)構(gòu)運(yùn)動(dòng)原理圖
音圈電機(jī)輸出力表達(dá)式為:
F電機(jī)=nBIl=KFI
(2)
根據(jù)對(duì)音圈電機(jī)力常數(shù)的要求(KF=110N/m),選擇磁鋼材料為N48H,線圈圈數(shù)n=360。
根據(jù)基爾霍夫電壓定律得:
(3)
其中,Blx′是反電動(dòng)勢(shì),由于所設(shè)計(jì)的力控末端執(zhí)行器在實(shí)際應(yīng)用時(shí),x′很小,本文分析中將之忽略不計(jì),根據(jù)此處設(shè)計(jì)的音圈電機(jī)的尺寸,L取3mH,R取15Ω。對(duì)式(2)、(3)進(jìn)行拉氏變換后,得:
(4)
其中:n:磁場(chǎng)內(nèi)通電線圈匝數(shù);
B: 磁場(chǎng)強(qiáng)度;
I:線圈電流;
l:磁場(chǎng)中導(dǎo)線長(zhǎng)度。
基于音圈電機(jī)響應(yīng)速度快、控制精確度高且工作原理簡(jiǎn)單的優(yōu)點(diǎn),本文設(shè)計(jì)的氣電混合式力控末端執(zhí)行器采用音圈電機(jī)在力控制過(guò)程中進(jìn)行快速精確地補(bǔ)償,以期望能夠?qū)崿F(xiàn)末端執(zhí)行器的快速精確的力控制。
3.2 音圈電機(jī)控制器設(shè)計(jì)
音圈電機(jī)動(dòng)態(tài)力補(bǔ)償系統(tǒng)包括音圈電機(jī)及安裝于伸出桿末端的力傳感器。
在力控制過(guò)程中,由于氣囊輸出力隨末端執(zhí)行器伸縮位移發(fā)生變化,且安裝于末端執(zhí)行器的刀具和末端執(zhí)行器可移動(dòng)部件運(yùn)動(dòng)需克服慣性力(摩擦力Ff較小,暫時(shí)不考慮摩擦力),因此末端執(zhí)行器的實(shí)際輸出接觸力為:
F測(cè)量值=F氣囊+F電機(jī)-mx″
(7)
當(dāng)安裝于切削工具末端的傳感器檢測(cè)到刀具(磨具)與被加工工件之間的接觸力后,將之回饋給控制器;接著,控制器對(duì)比檢測(cè)到的實(shí)際接觸力和設(shè)定值,計(jì)算出需補(bǔ)償?shù)慕佑|力大小:
ΔF=F期望值-F測(cè)量值
(5)
最后,控制器發(fā)出控制信號(hào)并將信號(hào)反饋給音圈電機(jī)驅(qū)動(dòng)器,通過(guò)控制音圈電機(jī)的線圈的輸入電流控制音圈電機(jī)的輸出力,實(shí)現(xiàn)對(duì)接觸力的實(shí)時(shí)補(bǔ)償,即:
ΔF電機(jī)=F期望值-F測(cè)量值
(8)
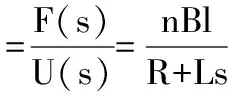
力控制過(guò)程如圖8所示。
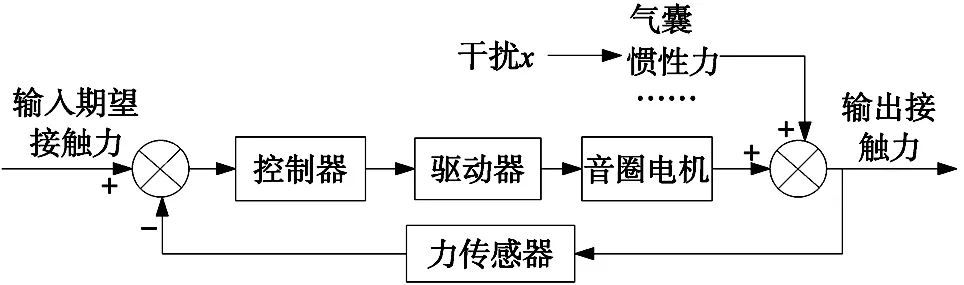
圖8 基于音圈電機(jī)的力控制系統(tǒng)原理圖
在工程實(shí)際應(yīng)用中,由于PI控制具有算法簡(jiǎn)單、魯棒性好及可靠性高等優(yōu)點(diǎn),從而使它在運(yùn)動(dòng)控制和過(guò)程控制中得到廣泛的運(yùn)用。根據(jù)上述力控制系統(tǒng)原理圖,結(jié)合PI控制器,構(gòu)造出如圖9所示的力控制系統(tǒng)。
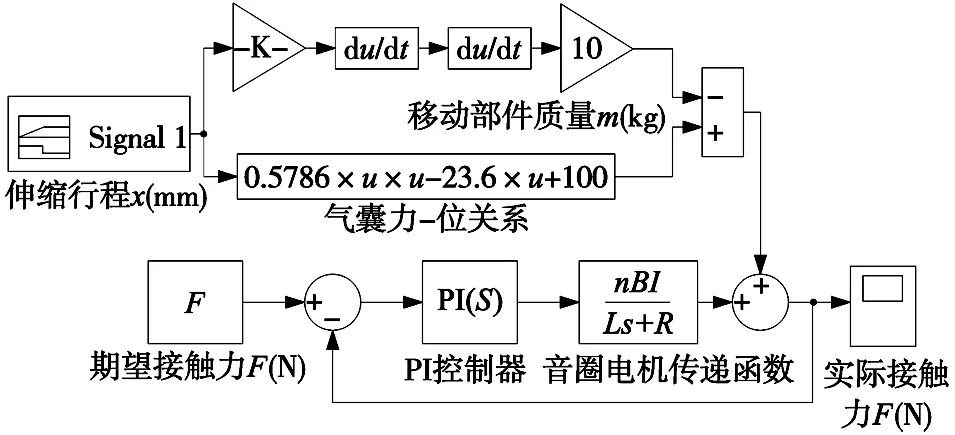
圖9 控制系統(tǒng)的Simulink仿真框圖
在圖9中,被加工工件表面形貌直接影響到氣囊輸出力及運(yùn)動(dòng)部件需克服的慣性力,從而造成力控末端執(zhí)行器的實(shí)際輸出接觸力的變化。以期望接觸力與實(shí)際接觸力的偏差為輸入,采用PI控制器控制音圈電機(jī)的輸入電壓,從而控制音圈電機(jī)的輸出力,最終實(shí)現(xiàn)對(duì)力控末端執(zhí)行器輸出接觸力的快速精確控制。
4 氣電混合式機(jī)器人力控末端執(zhí)行器仿真分析
為了檢驗(yàn)本文設(shè)計(jì)的力控末端執(zhí)行器力控制的響應(yīng)速度、穩(wěn)定性及準(zhǔn)確性,下面對(duì)其輸出力進(jìn)行仿真分析。
假設(shè)打磨如下表面,目標(biāo)是使末端刀具與被加工表面之間始終保持100N的接觸力。

圖10 被加工表面形狀
4.1 力控制的響應(yīng)速度分析
開(kāi)始加工時(shí),調(diào)節(jié)末端刀具與被加工表面之間的初始接觸力至設(shè)定值,可采用以下兩種方式:一種是通過(guò)調(diào)節(jié)調(diào)壓閥控制氣囊充氣壓力,使其輸出力達(dá)到接觸力設(shè)定值,即利用氣囊進(jìn)行力控制;另一種是在調(diào)節(jié)氣囊充氣壓力的同時(shí),利用音圈電機(jī)進(jìn)行實(shí)時(shí)力補(bǔ)償,即用氣電混合式力控末端執(zhí)行器進(jìn)行力控制。
用Matlab/Simulink進(jìn)行仿真分析,結(jié)果如圖11所示。
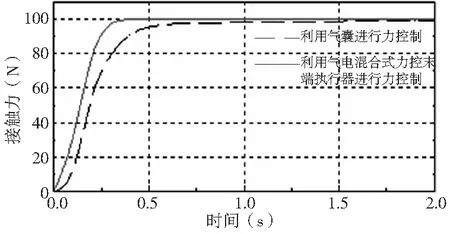
圖11 用Matlab/Simulink進(jìn)行仿真分析后的結(jié)果
由仿真結(jié)果可知,采用音圈電機(jī)在打磨拋光過(guò)程中進(jìn)行力補(bǔ)償,能夠?qū)⒘刂频捻憫?yīng)時(shí)間提高至0.3s,且力控精度較之于用氣囊進(jìn)行力控制也得到了較大的提高。
4.2 力控制的穩(wěn)定性分析
在對(duì)曲面進(jìn)行打磨拋光的力控制時(shí),為使力控制穩(wěn)態(tài)誤差保持在10%之內(nèi),不斷調(diào)節(jié)控制系統(tǒng)中PI控制器的參數(shù)并用Matlab/Simulink進(jìn)行仿真分析。當(dāng)KP=4,KI=15時(shí),力控末端執(zhí)行器和被加工表面之間的實(shí)際接觸力如圖12所示。
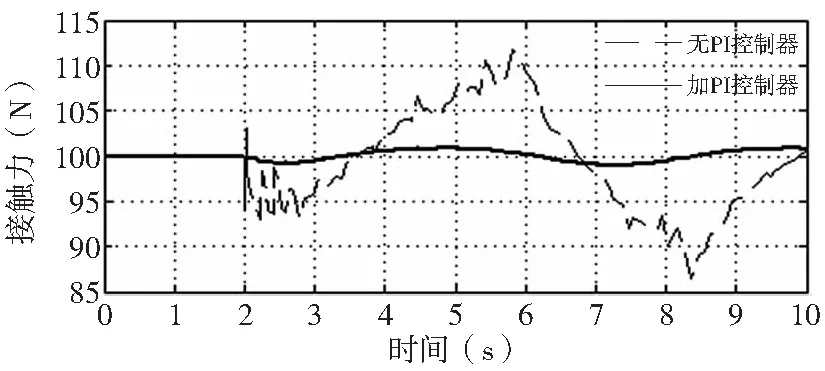
圖12 力控末端執(zhí)行器與被加工表面的實(shí)際接觸力
從仿真結(jié)果中可看出,采用音圈電機(jī)在氣電混合式機(jī)器人力控末端執(zhí)行器中進(jìn)行力補(bǔ)償,同時(shí)添加合適的PI控制器,可使其力控制的穩(wěn)態(tài)誤差降低至只有±2%。
5 結(jié)論
本文針對(duì)現(xiàn)有氣動(dòng)力控末端執(zhí)行器存在的力控制精度低、響應(yīng)速度慢的缺陷,設(shè)計(jì)了一種氣電混合式的機(jī)器人力控末端執(zhí)行器。在進(jìn)行了結(jié)構(gòu)設(shè)計(jì)及控制器設(shè)計(jì)的基礎(chǔ)上,利用Matlab/Simulink對(duì)氣電混合式機(jī)器人力控末端執(zhí)行器的輸出力進(jìn)行了仿真分析。分析結(jié)果表明,通過(guò)調(diào)整音圈電機(jī)控制器的相關(guān)參數(shù),本文所設(shè)計(jì)的氣電混合式機(jī)器人力控末端執(zhí)行器①響應(yīng)速度可以由0.5s以上提高至0.3s;②力控制穩(wěn)態(tài)誤差降低至只有±2%。本文所研究的內(nèi)容為下一步制作氣電混合式機(jī)器人力控末端執(zhí)行器,并將之用于實(shí)際表面接觸式處理的力控制提供了理論基礎(chǔ)。
[1]ErlbacherEA.Forcecontrolbasics[J].IndustrialRobotAnInternationalJournal, 2000, 27(1):20-29.
[2] 朱興華,莫小棟,王曉峰,等.工業(yè)機(jī)器人在鋁鑄件毛刺去除中應(yīng)用研究[J]. 組合機(jī)床與自動(dòng)化加工技術(shù), 2014(10):124-126.
[3] 楊桂林. 工業(yè)機(jī)器人運(yùn)用技術(shù)[J]. 中國(guó)科學(xué)院院刊,2015,30(6):785-792.
[4]EdwinA,ErlbacherDallasTex.MethodForApplyingConstantForceWithNonlinearFeedbackControlAndConstantForceDeviceUsingSame[P].US:US005448146A, 1995-09-09.
[5] 楊武松. 微小研拋機(jī)器人氣動(dòng)柔順控制系統(tǒng)研究[D].長(zhǎng)春:吉林大學(xué),2008.
[6] 金明生. 模具自由曲面氣囊拋光機(jī)理及工藝研究[D]. 杭州:浙江工業(yè)大學(xué),2009.
[7] 高紅星,池茂儒,朱旻昊. 空氣彈簧模型研究[J]. 機(jī)械工程學(xué)報(bào), 2015,51(4):108-115.
[8]L?ckenF,WelschM.TheDynamicCharacteristicandHysteresisEffectofanAirSpring[J].InternationalJournalofAppliedMechanics&Engineering, 2015, 20(1):127-145.
[9]LiaoL,XiFJ,LiuK,etal.AdaptiveControlofPressureTrackingforPolishingProcess[J].JournalofManufacturingScience&Engineering, 2010, 132(1):165-174.
[10]ReddyRG,DevorRE,KapoorSG,etal.Amechanisticmodel-basedforce-feedbackschemeforvoice-coilactuatedradialcontourturning[J].InternationalJournalofMachineTools&Manufacture, 2001, 41(8):1131-1147.
[11] 馮曉梅,李立順,李紅勛,等. 直線音圈電機(jī)特性研究[J]. 微特電機(jī), 2014(12): 38-40.
[12]BanikR,GweonDG.Designandoptimizationofvoicecoilmotorforapplicationinactivevibrationisolation[C]//InternationalConferenceonElectrical&ComputerEngineering.ELSEVIER, 2007:236-243.
(編輯 李秀敏)
Research on a Pneumoelectric Robotic End-effector with Force Control
ZHAOYa-ping1,2,YANGGui-lin2,YANGWei2,CHENQing-ying2,ZHANGJie2
(1.SchoolofMechatronicEngineeringandAutomation,ShanghaiUniversity,Shanghai200072,China; 2.ZhejiangKeyLaboratoryofRoboticandIntelligentManufacturingEquipmentTechnology,NingboInstituteofMaterialTechnologyandEngineering,ChineseAcademyofScience,NingboZhejiang315201,China)
Toovercomethedrawbacksoftheexistingforce-controlledroboticend-effectors,suchaslowdynamicresponseandlowforcecontrolaccuracy,anovelpneumoelectric-drivenforce-controlledroboticend-effectorhasbeenpresentedinthispaper.Thenewend-effectormainlyconsistsofaGasbag-basedPneumaticCylinder(GPC)andaVoiceCoilMotor(VCM)whichareconnectedinparallel.Furthermore,themountingbaseandtheoutputflangeoftheGPCarefixedwiththestatorandthemovingcoiloftheVCM,respectively.Inordertohaveacompactdesign,theGPCisplacedintothehollowstructureoftheVCM.TheinnovativecombinationofaGPCandaVCMcansustainhighload,reduceshockandvibration,improvedynamicresponse,andachievehighforcecontrolaccuracyforcontacttypeoperations.Basedonthesystemdynamics,aPIcontrollerisproposedforforcecontrol.Tovalidatetheproposedcontrolscheme,computersimulationsusingMatlab/Simulinkhavebeenconducted.Simulationresultsindicatethatthepneumoelectricroboticend-effectorcancontrolthecontactforceprecisely,steadilyandquickly.
pneumoelectricdriven;forcecontrol;end-effector;simulation
1001-2265(2016)12-0103-04DOI:10.13462/j.cnki.mmtamt.2016.12.028
2016-01-11;
2016-02-17
寧波市重大攻關(guān)項(xiàng)目(2013B10045);寧波市“3315計(jì)劃”高端創(chuàng)新團(tuán)隊(duì)項(xiàng)目
趙亞平(1991—),女,山東聊城人,上海大學(xué)碩士研究生,研究方向?yàn)闄C(jī)器人力控末端執(zhí)行器設(shè)計(jì),(E-mail)zhaoyapingyes@163.com;通訊作者:楊桂林(1965—),男,浙江寧波人,中國(guó)科學(xué)院寧波材料技術(shù)與工程研究所高級(jí)研究員,博導(dǎo),博士,研究方向?yàn)橄冗M(jìn)機(jī)器人技術(shù),(E-mail)glyang@nimte.ac.cn。
TH166;TG
A