基于通用立銑刀的人字齒輪數控加工及應用*
2016-02-07 05:05:21黃筱調方成剛郭二廓
組合機床與自動化加工技術 2016年12期
王 偉,黃筱調,,方成剛,,張 虎,郭二廓
(南京工業大學 a.機械與動力工程學院;b.江蘇省工業裝備數字制造及控制技術重點實驗室,南京 210009)
基于通用立銑刀的人字齒輪數控加工及應用*
王 偉a,黃筱調a,b,方成剛a,b,張 虎b,郭二廓a
(南京工業大學a.機械與動力工程學院;b.江蘇省工業裝備數字制造及控制技術重點實驗室,南京 210009)
針對人字齒輪使用傳統方法加工時,存在加工效率低和精度差等問題,提出一種基于通用立銑刀的人字齒輪數控加工方法。該方法采用通用加工設備和通用立銑刀,只需修改數控加工程序實現人字齒輪加工。基于殘差控制法規劃通用立銑刀與工件之間的刀路軌跡,建立計算刀路軌跡的數學模型。基于VERICUT軟件建立加工仿真模型并設計了完整的加工仿真流程,實現了對某一人字齒輪的仿真加工。進行人字齒輪銑削實驗并用三坐標測量儀測量銑削后的人字齒輪,加工后的人字齒輪達到6級精度(ISO1328-1:1997)。實驗結果表明:基于通用立銑刀的人字齒輪數控加工方法是正確的,能夠實現通用機床和通用刀具加工人字齒輪,為進一步提升零退刀槽人字齒輪的精度和質量提供了有效方法。
人字齒輪;殘差控制法;刀路軌跡;加工仿真
0 引言
人字齒輪傳動具有承載能力強、傳動效率高、工作平穩性好、自平衡軸向力等優點,廣泛應用在鍛壓設備、石油機械、艦船等裝備的重型機械傳動系統中。人字齒輪(特指小退刀槽和零退刀槽人字齒輪)一般采用插齒、梳齒和成形銑齒加工,但這些加工方法受刀具的幾何形狀限制并且刀具設計制造復雜,存在加工成本高、精度不高、效率低及柔性差等問題。
近年來,隨著CNC技術的發展,自由曲面銑削由于使用通用機床和通用刀具[1]進行齒面加工,成為特殊齒輪加工的新熱點。國內外關于人字齒輪加工的研究主要集中在加工方法的改進。王喜剛[2]研究了滾刀、齒輪的結構以及滾削原理,制定出了用小徑滾刀粗精銑齒的切齒方案,提高了人字齒的加工精度,降低了成本。曾紅兵[3]對機床調整、齒面加工、自制劃線工裝完成劃線、齒面對稱加工等進行了研究與改進,提高了人字齒對稱度及表面粗糙度。KKawasaki等[4]研究了利用多任務機床和多軸控制加工人字齒輪的加工方法。Van-TheTran等[5]提出了一種人字齒兩輪滾切方法,設置滾刀的斜向進給運動的二階函數,并將齒輪滾刀的齒形輪廓修改為在縱向方向壓力角變化的雙重齒向形式。同時在加工仿真技術方面,朱正祥等[6]研究了漸開線斜齒輪的銑削幾何仿真,張虎等[7]研究了數控成形磨齒的虛擬加工仿真。但以上文獻都沒有解決人字齒輪的大小和形狀受加工時刀具的幾何形狀限制的問題。
本文擬在研究通用立銑刀加工人字齒輪時,研究人字齒輪的刀路軌跡規劃和加工工藝,利用VERICUT軟件仿真,最后進行實驗驗證,證明基于通用立銑刀的人字齒輪數控加工方法是正確的,能夠實現通用機床和通用刀具加工人字齒輪。
1 人字齒銑齒加工原理
圖1為人字齒輪銑齒機結構示意圖。

圖1 人字齒輪銑齒機床結構示意圖
該人字齒輪銑齒機共有5個數控軸和1個主軸。5個數控軸包括4個直線軸X、Y、Z、W和1個旋轉軸C;1個主軸為SP。X軸為徑向進給軸;Y軸為切向進給軸;Z軸為沖程進給軸;C軸為工件分度軸;W軸為后立柱移動軸;SP軸為立銑刀主軸箱。銑齒時,立銑刀沿Z軸做上下的平移運動并繞SP軸高速旋轉,工件繞C軸做旋轉運動。Z軸和C軸聯動,實現齒輪齒面所需要的螺旋運動并完成人字齒輪銑削,銑完一個齒,C軸轉動進入下一個齒的銑削。立銑刀側刃在工件坐標系中做螺旋運動包絡出人字齒輪齒面。
2 人字齒輪刀路軌跡規劃原理
2.1 人字齒輪數學模型
人字齒輪通常可以看作是螺旋角相同但旋向相反的兩個漸開線斜齒輪組合而成,因此人字齒輪的端截形和普通漸開線斜齒輪的端截形相同,圖2所示為人字齒輪端截形。
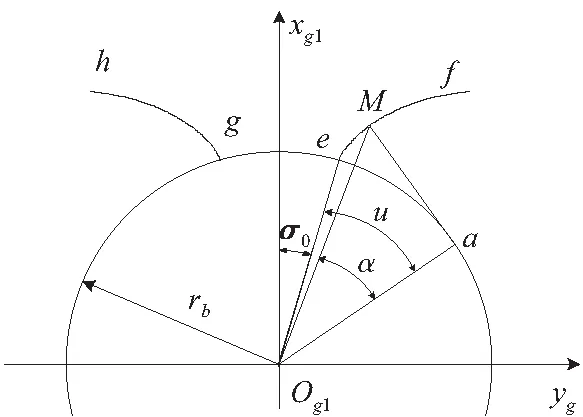
圖2 人字齒輪端截形
根據齒輪嚙合原理[8-9]知,在工件坐標系Og1xg1yg1zg1中,齒槽右上側漸開螺旋面的方程為:
(1)
式中,rb為基圓半徑,σ0為基圓齒槽半角。θ為螺旋運動繞軸zg1轉過的角度,p為螺旋參數。
齒面對應的空間法矢為:
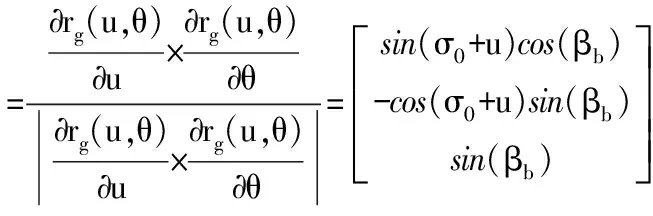
(2)
式中,βb為基圓螺旋角。
2.2 通用立銑刀和人字齒輪的坐標變換
銑削人字齒輪時,通用立銑刀和工件的相對位置關系如圖3所示。分別建立Sg(Og-xgygzg)、Sg1(Og1-xg1yg1zg1)、Sg2(Og2-xg2yg2zg2)、St(Ot-xtytzt)、St1(Ot1-xt1yt1zt1)五個右手笛卡爾坐標系,其中,坐標系Sg1與人字齒輪固聯;坐標系St1與通用立銑刀固聯。坐標系Sg為空間固定坐標系,坐標系St是由坐標系Sg繞Ogxg軸線平移距離D得到的,D為通用立銑刀和人字齒輪的中心距。坐標系Sg2是由坐標系Sg沿Ogzg軸線平移距離pθ得到的。
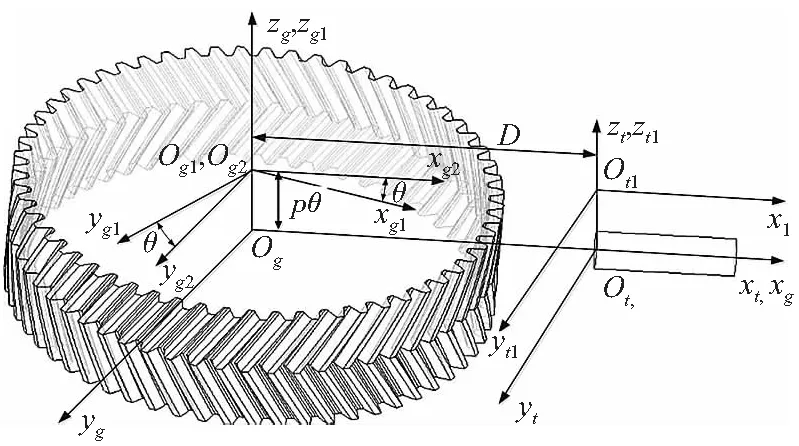
圖3 通用立銑刀銑削人字齒輪的坐標系
依據圖3所示坐標系和齊次坐標變換方法,可以得到通用立銑刀坐標系和人字齒輪坐標系之間的坐標變換矩陣為:
Step1:依據公式(5)或(6)計算目標用戶與k 個聚類中心之間的相似性,得到相似度向量V={ v1,v 2,v3,…,vk}。
(3)
2.3 依據齒輪廓形和刀具參數計算刀位點
切削殘留高度是影響零件表面加工質量的因素之一。人字齒輪數控加工是以殘差控制法控制人字齒輪的齒面精度。圖4所示為人字齒輪加工時的殘留高度示意圖,圖中A點為刀具在某一位置與齒廓線的相切點,B點為相鄰一個銑削位置與齒廓線的相切點,C點為這兩個位置切線的交點,由C點向齒廓線作法線,交點為D點。

圖4 殘留高度示意圖
設在齒輪坐標系Og1xg1yg1zg1中點A的坐標為(xA,yA,zA) ,A點切線AC的斜率tA=tan(σ0+uA);點B的坐標為(xB,yB,zB),B點切線BC的斜率tB=tan(σ0+uB)。因為兩切線相交于C點,所以可以求得C點的坐標為:
(4)
假設D的坐標為(xD,yD,zD) ,D點的切線的斜率tD=tan(σ0+uD),則可求得殘留高度HC。又因為C點到D點距離最短,所以直線CD與齒廓上D點的切線垂直,聯立可得方程:
(5)
由于計算起點為漸開線起始點并且殘留高度HC是已知的,所以由公式(4)、(5)可以計算得到單個齒廓上的所有切削點。
如圖5所示為通用立銑刀截面輪廓的表達及參數設定。圖中αt1為刀具的傾斜角、E點為所要計算的刀位點、F點為待加工齒廓開始處切削點、G點為當前切削點且在刀具軸向廓形中的坐標為 (H,L/2)、J點為待加工齒廓結束處切削點。
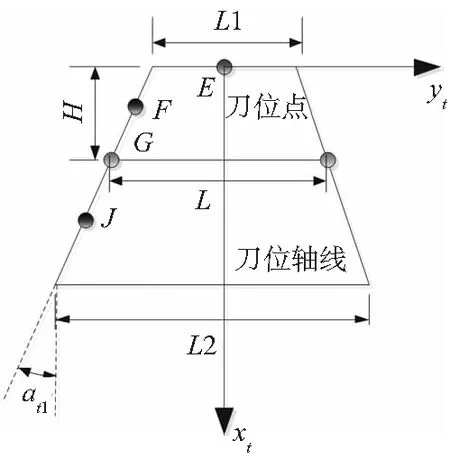
圖5 通用立銑刀輪廓的參數化表達
(6)
加工人字齒輪時刀具與工件是相切的,切點處的工件法矢和刀具法矢應該是相同的。而工件法矢和刀具法矢已由式(2)、(6)的求解得到。由于αt1為常數,故nxt為常數。而nxg齒廓上不同的點對應不同的u,所以nxg在齒廓上是變化的,則nxt和nxg一般不相等。在機床坐標系中要使nxt和nxg相等,可采用旋轉齒輪的方法。即通過旋轉工件使nxt=nxg。
假設工件旋轉角度為θ(即工件繞著zg軸旋轉θ),則工件旋轉后的坐標和法矢分別為:
(7)
除了工件法矢與刀具法矢相等外還需要工件坐標和刀具坐標一致,這就需要刀具做平移運動。假設刀位點在工件坐標系中的坐標為(xp,yp,zp),則xt+xp=xg1,yt+yp=yg1,zt+zp=zg1,可以求得刀位點在工件坐標系中的坐標(xp,yp,zp)。
(8)
即通過公式(8)求出端面齒廓上每一點所對應的工件旋轉角度θ和刀位點(xp,yp,zp)。然后刀具和工件之間再通過相對螺旋運動即可加工出對應的齒向線。
3 人字齒輪銑齒加工工藝及仿真加工
3.1 人字齒輪加工工藝
為進一步驗證通用立銑刀銑削人字齒輪的正確性,以某一人字齒輪為例進行仿真加工,基本參數見表1。依據所求的人字齒輪齒面公式(1),用數值模擬仿真將人字齒輪曲面點離散化,為刀路軌跡規劃時的坐標和法矢匹配做好前期工作。
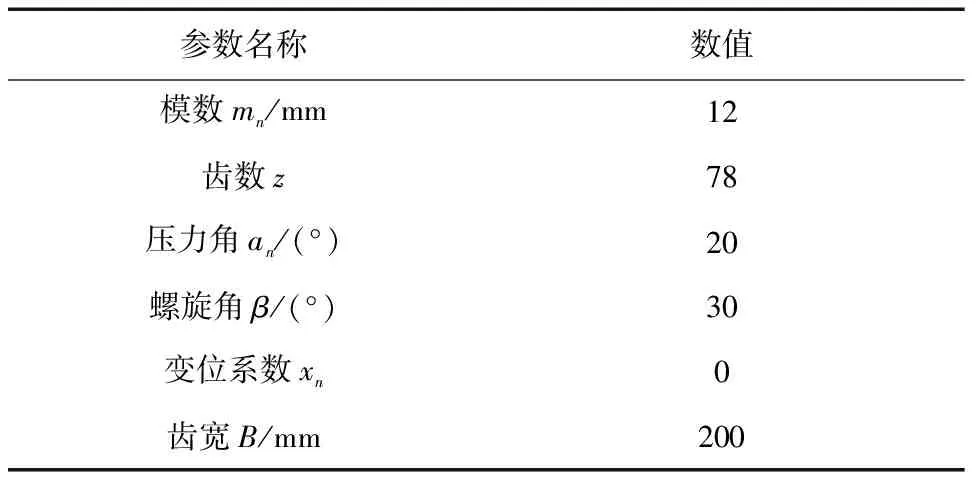
表1 人字齒輪基本參數
依據得到的人字齒輪齒面點,進行加工工藝的選擇。圖6所示為人字齒輪加工工藝示意圖。圖6a為齒面粗銑:用平頭立銑刀進行滿槽銑削,從毛坯開始加工,快速切削齒槽中的大部分金屬;圖6b為用球頭立銑刀采用仿形銑的方法進行齒根處理;圖6c為用平頭立銑刀采用側銑的方法進行銑削,控制單邊加工余量及殘高差為齒面精銑做準備;圖6d為用平頭立銑刀采用側銑的方法進行銑削,嚴格控制齒面殘留高度以保證齒面質量。
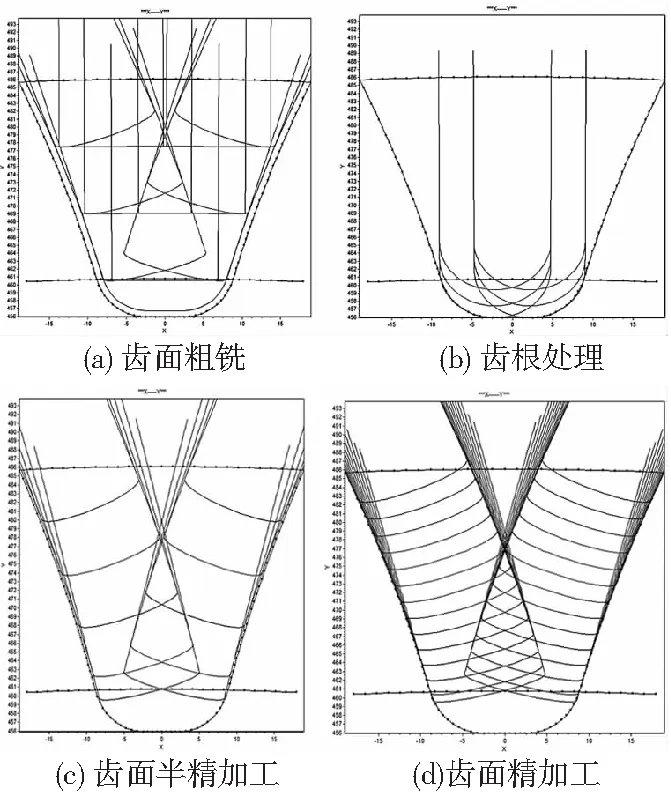
圖6 人字齒輪加工工藝示意圖
3.2 加工仿真
利用數控加工仿真軟件VERICUT平臺建立人字齒輪銑齒加工仿真模型。完整的人字齒銑齒加工仿真流程如圖7所示。

圖7 加工仿真流程圖
在人字齒輪數控加工仿真過程中,機床的運動狀態與加工中機床的實際運動狀態相同。在VERICUT仿真加工后,查看系統檢查出來的警報與錯誤,對機床各部件之間是否干涉進行檢查,并比較仿真后的模型和設計的模型。仿真結果表明:此方法加工人字齒輪是可行的,刀具的加工軌跡及所編寫的數控程序是正確的,為人字齒輪銑削實驗提供了依據。加工仿真結果如圖8所示。
圖8 人字齒輪銑齒加工仿真結果
4 應用與實驗
為方便在實際生產中對通用立銑刀銑削人字齒輪進行研究,依據上面的分析和算法,編制出適用于普通人字齒輪加工的刀路軌跡規劃軟件,及相應的數控加工程序。以上面所研究的人字齒輪為實例,采用人字齒輪銑齒機進行實際加工實驗,驗證加工方法、刀路軌跡規劃和數控加工程序的正確性。圖9為人字齒輪加工實驗。
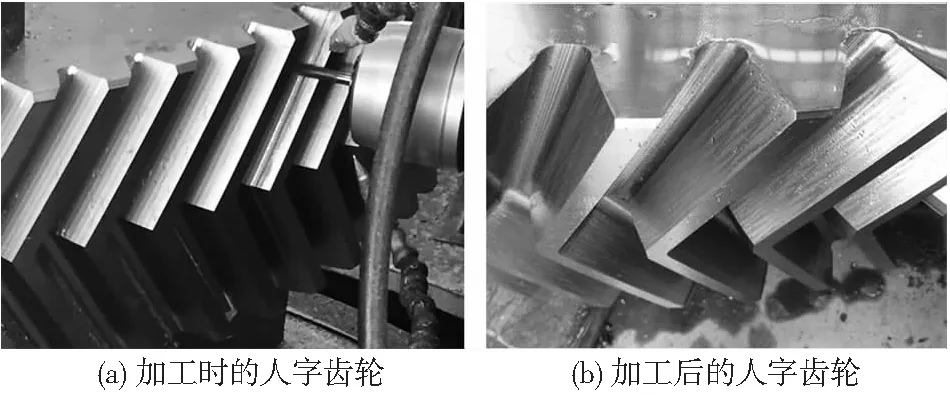
圖9 人字齒輪銑齒加工實驗
人字齒輪銑削加工完成后,用三坐標測量機WENZEL(LH1512)測量齒廓、齒向和齒距偏差,測量結果如圖10所示。圖10a中左、右齒面齒廓總偏差Fα最大值分別為20.4μm和17.6μm;左、右齒面齒廓形狀偏差ffα最大值分別為15.5μm和11.3μm,達到6級精度(ISO1328-1:1997);圖10b中左、右齒面齒向總偏差Fβ最大值分別為10.8μm和10.7μm;左、右齒面齒向形狀偏差ffβ最大值分別為8.2μm和6.3μm,達到5級精度(ISO1328-1:1997);圖10c中左、右齒面單齒距偏差fpt最大值分別為10.5μm和13.2μm,達到6級精度(ISO1328-1:1997);左、右齒面齒距累積偏差Fp最大值分別為47.9μm和61μm,達到5級精度(ISO1328-1:1997)。測量結果表明所加工人字齒輪達到6級精度(ISO1328-1:1997)。實驗結果表明基于通用立銑刀的人字齒輪數控加工方法是正確的,且能滿足大重型傳動機構6級精度的要求。
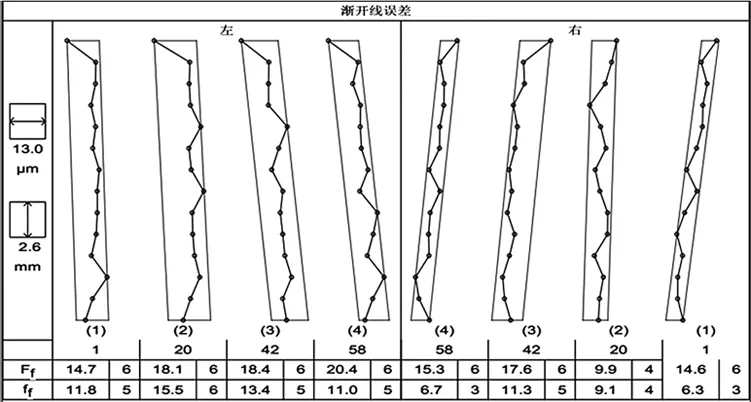
(a) 齒廓誤差
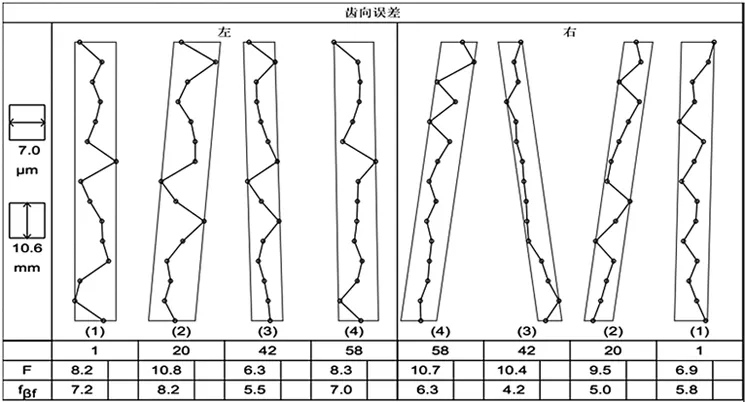
(b) 齒向偏差
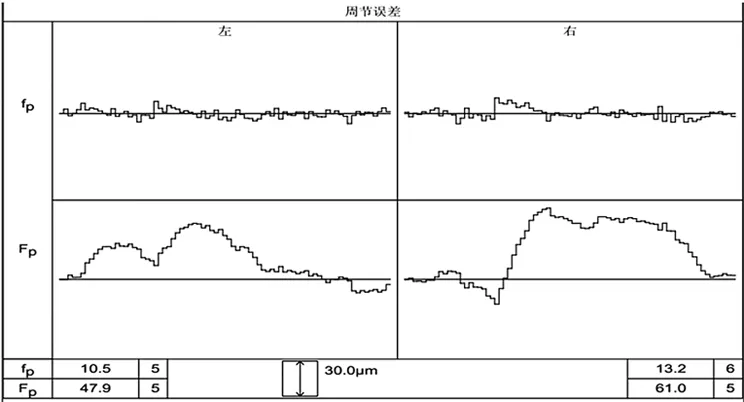
(c) 齒距偏差圖10 人字齒輪檢測結果
5 結論
本文研究基于通用棒銑刀的人字齒輪數控加工,依據齒輪嚙合原理和平面包絡原理建立了人字齒輪和通用立銑刀之間的數學模型,并依據殘差控制法對通用立銑刀加工人字齒輪的刀路軌跡進行了規劃。對通用立銑刀加工人字齒輪的加工工藝進行了研究,提出了適合的人字齒輪加工工藝。通過仿真軟件對其進行仿真加工,最后進行人字齒輪銑齒實驗,并對實驗結果進行分析。具體分析結果如下:
(1)基于VERICUT軟件平臺建立完整的人字齒輪銑齒模型,按照設計的流程實現了人字齒輪銑齒加工的仿真,證明了基于通用棒銑刀的人字齒輪數控加工的正確性。
(2)用三坐標測量機WENZEL(LH1512)測量加工后的人字齒輪,加工精度達到6級(ISO1328-1:1997),結果表明了通用立銑刀數控加工人字齒輪加工方法的可行性,刀路軌跡規劃、加工工藝和數控加工程序是正確性。為進一步提升人字齒輪的精度和質量提供了有效方法。
[1]KlockeF,BrummM,StaudtJ.QualityandSurfaceofGearsManufacturedbyFree-FormMillingwithStandardTools[J].GearTechnology,2015,32(1):64-69.
[2] 王喜剛.雙人字齒輪軸的加工與檢測[J].一重技術, 2009(1):35-36.
[3] 曾紅兵.人字齒輪滾齒加工方法與技巧[J].軌道交通裝備與技術, 2011(12):29-32.
[4]KawasakiK,TsujiI,GunbaraH.Manufacturingmethodofdoublehelicalgearsusingmulti-axiscontrolandmulti-taskingmachinetool[C]//InternationalGearConference2014: 26th-28thAugust2014,Lyon.ChandosPublishing, 2014: 86.
[5]Van-TheTran,HsuRuei-Hung,TsayChung-Biau.ToothContactAnalysisforaDouble-CrownedInvoluteHelicalGearWithTwist-FreeToothFlanksGeneratedbyDual-LeadHobCutters[J].JournalofMechanicalDesign, 2015, 137(5) :025601.
[6] 朱正祥, 黃筱調. 基于VERICUT的數控機床加工仿真與優化[J]. 現代制造工程, 2008,36(3):40-43.
[7] 張虎, 黃筱調, 劉興輝,等. 基于VERICUT的數控成形磨齒加工仿真[J]. 組合機床與自動化加工技術, 2011(10):102-105.
[8]LitvinF,FuentesA.Geargeometryandappliedtheory[M]. 2nded.NewYork:CambridgeUniversityPress, 2004: 33-127.
[9] 吳序堂. 齒輪嚙合原理[M]. 2版. 西安: 西安交通大學出版社, 2009.
(編輯 李秀敏)
NC Machining and Application of Double Helical Gears Based on Standard End Milling Cutters
WANGWeia,HUANGXiao-diaoa,b,FANGCheng-ganga,b,ZHANGHub,GUOEr-kuoa
(a.SchoolofMechanicalandPowerEngineering;b.JiangsuKeyLaboratoryofDigitalManufacturingforIndustrialEquipmentandControlTechnology,NanjingTechUniversity,Nanjing210009,China)
Toimprovetheefficiencyandaccuracyofdoublehelicalgearsmanufacturedbytraditionalmethods,anewmanufacturemethodusinguniversalmachinetoolsandstandardendmillingcutterswasproposed,themanufacturingofdoublehelicalgearcanberealizedbymodifyingNCprogrammes.Tooltrajectorybetweenstandardendmillingcuttersandtheworkpiecewasplannedbasedonresidualcontrolmethod.Themathematicalmodelforplanningtooltrajectorywasalsoestablished.ThemachiningsimulationmodelformillingwithVERICUTwasestablishedanddesignedacompletemachiningsimulationprocedure.Furthermore,amachiningsimulationofmillingforadoublehelicalgearwascarriedout.Anexperimentwasconductedonamillingmachinefordoublehelicalgearandthedoublehelicalgearwasmeasuredbythree-coordinatemeasuringmachine.Themanufactureddoublehelicalgearaccuracywasgrade6(ISO1328-1:1997).Asaresult,thevalidityofthemanufacturingmethodofdoublehelicalgearsusingstandardendmillingcuttersanduniversalmachinetoolswasconfirmed.Thismethodprovidesaneffectivemethodforimprovingtheaccuracyandqualityofdoublehelicalgear.
doublehelicalgear;residualcontrolmethod;tooltrajectory;machiningsimulation
1001-2265(2016)12-0113-04DOI:10.13462/j.cnki.mmtamt.2016.12.031
2016-02-23
2016-03-23
“高檔數控機床與基礎制造裝備”科技重大專項資助項目(2012ZX04002-041)
王偉(1990—),男,江蘇泰州人,南京工業大學碩士研究生,研究方向為數控加工技術,(E-mail)tzwangwei1990@126.com。
TH165;TG
A