多孔口罐蓋焊接機(jī)器人運(yùn)動(dòng)模型研究
2016-03-02 07:14:00邵青青王好臣
制造業(yè)自動(dòng)化 2016年4期
關(guān)鍵詞:焊縫
邵青青,王好臣
(山東理工大學(xué) 機(jī)械工程學(xué)院,淄博 255049)
0 引言
由于多孔口罐蓋與接管連通焊接的相貫線接縫較為復(fù)雜,通用焊接機(jī)器人難以滿足焊接要求,故目前對(duì)這種多孔口罐蓋與接管的相貫線接縫大都采用手工焊接。勞動(dòng)環(huán)境差,制作成本高,生產(chǎn)效率低,嚴(yán)重阻礙了自動(dòng)化生產(chǎn)[1]。目前,對(duì)于復(fù)雜相貫線接縫的焊接國(guó)內(nèi)已取得了一定的研究成果[2~4]。如文獻(xiàn)[2]研制了鍋爐封頭和接管的自動(dòng)焊接裝置。它是利用凸輪機(jī)構(gòu)來(lái)控制焊槍末端的運(yùn)動(dòng)軌跡,對(duì)于不同形狀尺寸相貫線焊縫的焊接需要更換制作不同形狀尺寸的凸輪。文獻(xiàn)[3]研制的串并聯(lián)混合式管道插接專用焊接機(jī)器人,采用多軸運(yùn)動(dòng)控制器PMAC對(duì)機(jī)器人各個(gè)關(guān)節(jié)進(jìn)行控制,機(jī)器人可以隨管道位姿進(jìn)行調(diào)節(jié),在不采用變位機(jī)的情況下實(shí)現(xiàn)了管道插接相貫線接縫的焊接。文獻(xiàn)[4]針對(duì)與半球形封頭插接的多個(gè)圓管緊密排列的空間位置特點(diǎn),設(shè)計(jì)了J形坡口專用焊接機(jī)器人。該機(jī)器人為懸掛式結(jié)構(gòu),工作時(shí)不與焊接件直接接觸,而是懸掛在被焊圓管上方。針對(duì)多孔口罐蓋與接管的焊接,國(guó)內(nèi)還沒(méi)有具體研究,基于此現(xiàn)狀,需要研制多孔口罐蓋專用焊接機(jī)器人。為提高焊接質(zhì)量,本文設(shè)計(jì)了帶有變位機(jī)[5]的焊接機(jī)器人系統(tǒng)。焊接過(guò)程中變位機(jī)帶動(dòng)工件轉(zhuǎn)動(dòng),焊接機(jī)器人一邊與罐口隨動(dòng),一邊根據(jù)焊縫位置對(duì)焊點(diǎn)做出相應(yīng)的調(diào)整,使待焊點(diǎn)始終處于平焊狀態(tài)[6],保證了焊縫質(zhì)量。通過(guò)建立其相貫線空間數(shù)學(xué)模型,推導(dǎo)出其相應(yīng)的運(yùn)動(dòng)方程。圖1為多孔口罐蓋實(shí)例圖,本文將以其為例來(lái)說(shuō)明這類工件的焊接。

圖1 多孔口罐蓋
1 焊接機(jī)器人的系統(tǒng)組成與工作原理
圖2是設(shè)計(jì)的6自由度多孔口罐蓋專用焊接機(jī)器人結(jié)構(gòu)示意圖。前三個(gè)自由度確定焊槍的空間位置,4、5、6自由度調(diào)整焊槍的姿態(tài)[7]。工作時(shí),將多孔口罐蓋裝夾在變位機(jī)8上,變位機(jī)采用伺服電機(jī)驅(qū)動(dòng)以實(shí)現(xiàn)速度可調(diào)、位置可控。焊接前調(diào)整好焊槍與焊縫的初始位置A0(設(shè)A0為每個(gè)罐口與罐蓋中心軸線距離最遠(yuǎn)的點(diǎn)),焊接開始后變位機(jī)按預(yù)編好的程序?qū)⒐ぜD(zhuǎn)一定的角度,隨著工件的旋轉(zhuǎn),焊接機(jī)器人一邊與罐口隨動(dòng),一邊根據(jù)焊縫位置對(duì)焊點(diǎn)做出相應(yīng)的調(diào)整,使焊接位置始終處于平焊的最佳狀態(tài)。變位機(jī)旋轉(zhuǎn)一周完成一個(gè)罐口與接管的焊接。變位機(jī)按預(yù)編好的程序?qū)⒐ぜD(zhuǎn)一定的角度找準(zhǔn)焊槍與焊縫焊接的下一個(gè)初始位置,進(jìn)行下一個(gè)罐口與接管的焊接。
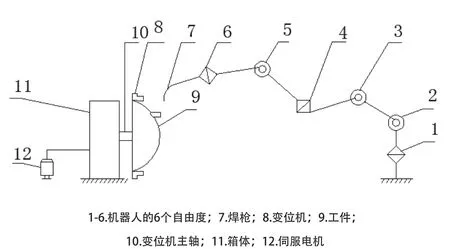
圖2 多孔口罐蓋專用焊接機(jī)器人結(jié)構(gòu)示意圖
2 機(jī)器人運(yùn)動(dòng)控制
要實(shí)現(xiàn)對(duì)機(jī)器人在空間運(yùn)動(dòng)軌跡的控制[8],完成預(yù)定的作業(yè)任務(wù),就必須知道機(jī)器人末端瞬時(shí)的空間位置和姿態(tài)。所以需要構(gòu)建出相貫線位置數(shù)學(xué)模型和焊槍姿態(tài)數(shù)學(xué)模型。
2.1 相貫線數(shù)學(xué)模型
圖3是多孔口罐蓋與接管相貫線接縫示意圖。
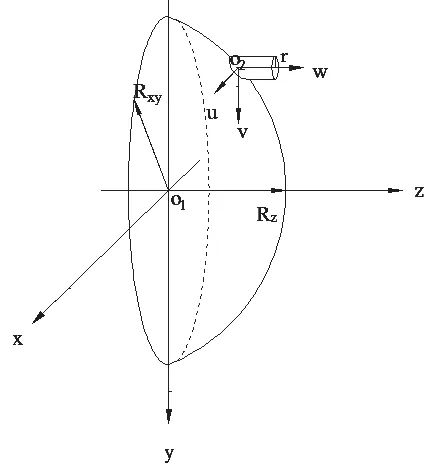
圖3 多孔口罐蓋與接管相貫線接縫示意圖
如圖3所示,參考機(jī)床坐標(biāo)系以罐蓋底面圓心o1為坐標(biāo)原點(diǎn)建立右手笛卡爾坐標(biāo)系[9]o1xyz。設(shè)接管與罐蓋表面的交點(diǎn)為o2(a,b,c),以o2為坐標(biāo)原點(diǎn)建立與o1xyz平行的坐標(biāo)系o2uvw。設(shè)罐蓋下底面在xo1y平面內(nèi)的半徑為Rxy,在o1z方向的半徑為Rz,接管半徑為r,則罐蓋表面在坐標(biāo)系o1xyz中的方程為:

圓柱接管在坐標(biāo)系o2uvw中的方程為

由空間幾何關(guān)系可知,坐標(biāo)系o1xyz與坐標(biāo)系o2uvw之間存在如下坐標(biāo)變換關(guān)系:
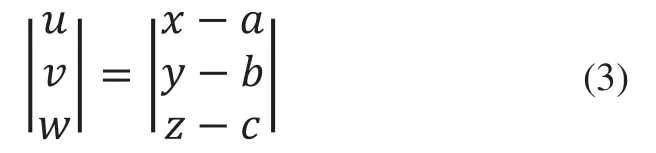
所以在o1xyz坐標(biāo)系中圓柱接管方程變?yōu)椋?/p>

由式(3) ,(4)求得相貫線接縫在o1xyz坐標(biāo)系中參數(shù)方程為:

為相貫線坐標(biāo)點(diǎn)(u v w)在uo2v平面中與o2u軸的夾角,取值范圍為[0,2π]。
2.2 機(jī)器人與變位機(jī)協(xié)調(diào)運(yùn)動(dòng)方程
由于接縫為復(fù)雜空間曲線,焊接過(guò)程中只有一小段接縫處于理想平焊狀態(tài)。為了保證焊接質(zhì)量,采用變位機(jī)與機(jī)器人的協(xié)調(diào)運(yùn)動(dòng),變位機(jī)不斷地把待焊點(diǎn)送到理想平焊位置,同時(shí)機(jī)器人各軸與變位機(jī)協(xié)調(diào)運(yùn)動(dòng)以保持焊槍對(duì)焊縫的跟蹤。下面以圖4為例來(lái)研究機(jī)器人與變位機(jī)協(xié)調(diào)運(yùn)動(dòng)下的運(yùn)動(dòng)方程。

圖4 機(jī)器人與變位機(jī)協(xié)調(diào)運(yùn)動(dòng)下坐標(biāo)關(guān)系圖
如圖4所示,以O(shè)XYZ表示固定的全局參考坐標(biāo)系,以o1xyz表示工件坐標(biāo)系,這兩個(gè)坐標(biāo)系原點(diǎn)重合,OZ軸與o1z軸也完全重合且無(wú)偏轉(zhuǎn)角度[10]。工作時(shí),變位機(jī)帶動(dòng)工件坐標(biāo)系一同繞Z軸旋轉(zhuǎn),設(shè)變位機(jī)旋轉(zhuǎn)角速度為已知ω,那么t時(shí)間后工件坐標(biāo)系繞Z軸旋轉(zhuǎn)的角度為θ=ωt(θ取值范圍為[0,2π]),則工件坐標(biāo)系繞Z軸旋轉(zhuǎn)θ角度后的變換矩陣為:

則相貫線接縫相對(duì)于固定參考坐標(biāo)系的坐標(biāo)方程為:

即:

由此可得機(jī)器人與變位機(jī)協(xié)調(diào)運(yùn)動(dòng)下相貫線接縫在固定參考坐標(biāo)系下方程為:

在焊接過(guò)程中,為保持理想的平焊狀態(tài)變位機(jī)不斷地把待焊點(diǎn)送到理想平焊位置,焊槍也需隨即跟蹤到最佳平焊位置點(diǎn)。實(shí)際上焊槍在焊接過(guò)程中始終處于Ymin點(diǎn)。由圖4可以看出,當(dāng)變位機(jī)轉(zhuǎn)動(dòng)角度θ=0時(shí),最佳平焊位置點(diǎn)P0在uo2v平面中與o2u軸的夾角為=π/2,當(dāng)變位機(jī)轉(zhuǎn)動(dòng)角度θ≠0時(shí),最佳平焊位置點(diǎn)Pi在uo2v平面中與o2u軸的夾角為/2+θ,由此可得與θ存在=π/2+θ的關(guān)系。所以式(8)可簡(jiǎn)化為:

式(9)即為焊槍末端位置方程,θ為變位機(jī)轉(zhuǎn)動(dòng)的角度,取值范圍為[0,2π]。
2.3 焊槍姿態(tài)方程
除了焊接位置,焊槍的姿態(tài)也是影響焊接質(zhì)量的一個(gè)重要因素。所以在焊接過(guò)程中不但要使焊槍始終處于最佳焊接位置,還需根據(jù)在不同的位置焊點(diǎn)適時(shí)調(diào)整焊槍姿態(tài)。焊槍末端在被焊點(diǎn)Pi(Xi,Yi,Zi)處應(yīng)處于相貫線接縫在Pi(Xi,Yi,Zi)處法平面與兩空間曲面在點(diǎn)Pi處切平面的角平分線上[11],局部放大圖如圖5所示。

圖5 焊槍姿態(tài)局部放大圖
設(shè)罐蓋表面在Pi點(diǎn)處的切平面1方程為A1X+B1Y+C1Z+D1=0,圓柱接管表面在Pi點(diǎn)處的切平面2方程為A2X+B2Y+C2Z+D2=0。則切平面1的法向量為n1={A1,B1,C1},切平面2的法向量為n2={A2,B2,C2}。由式(1)、式(4)可得n1={},n2={Xi-a,Yi-b,0}。則Pi點(diǎn)處的二面角為:
在整個(gè)焊接過(guò)程中,焊槍姿態(tài)始終平行于YOZ平面,且與罐蓋表面在Pi點(diǎn)處的切平面1和圓柱接管表面在Pi點(diǎn)處的切平面2的夾角都為α。
3 焊接實(shí)驗(yàn)
圖6是根據(jù)推導(dǎo)的機(jī)器人與變位機(jī)協(xié)調(diào)運(yùn)動(dòng)方程在Matlab中得到的三維曲線圖,結(jié)果表明,由此得出的三維曲線圖與相貫線接縫完全吻合,證明了文中模型的正確性。運(yùn)用理論建模與其他方法聯(lián)合來(lái)保證焊接精度進(jìn)而進(jìn)行了實(shí)際的焊接,焊接效果如圖7所示。焊接過(guò)程中焊槍末端位置運(yùn)行平穩(wěn),焊槍姿態(tài)在誤差范圍內(nèi)能達(dá)到理想平焊狀態(tài),焊接結(jié)果較為理想。
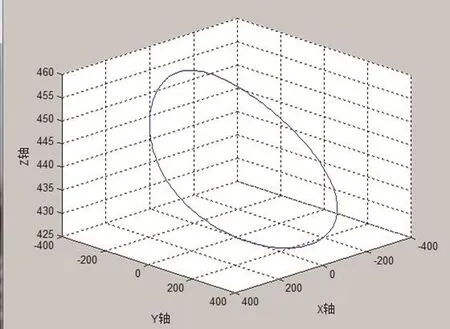
圖6 機(jī)器人與變位機(jī)協(xié)調(diào)運(yùn)動(dòng)下焊槍末端位置曲線圖

圖7 實(shí)際焊接結(jié)果
4 結(jié)論
1)從多孔口罐蓋的焊接特點(diǎn)出發(fā),建立了其相貫線接縫的空間位置模型,并進(jìn)一步推導(dǎo)了焊接機(jī)器人與變位機(jī)協(xié)調(diào)運(yùn)動(dòng)下的焊槍末端位置模型和焊槍姿態(tài)模型,這些數(shù)學(xué)模型都具有一定的通用性和實(shí)用性。
2)運(yùn)用理論建模與其他方法聯(lián)合來(lái)保證焊接精度,滿足焊接工藝要求。
[1] 宋金虎.我國(guó)焊接機(jī)器人的應(yīng)用與研究現(xiàn)狀[J].電焊機(jī),2009,39(4):18-21.
[2] 張忠厚,李文娟.鍋爐封頭相貫線接縫自動(dòng)焊機(jī)的研制[J].焊接學(xué)報(bào),1999,20(增刊):114-118.
[3] 任福深,陳樹君,等.管道插接相貫線專用焊接機(jī)器人[J].焊接學(xué)報(bào),2009,30(6):59-63.
[4] 胡繩蓀,王明建,等.J形坡口焊接機(jī)器人運(yùn)動(dòng)控制系統(tǒng)設(shè)計(jì)[J].天津大學(xué)學(xué)報(bào),2014,47(4):371-376.
[5] 康艷軍,朱燈林,等.曲線焊縫弧焊機(jī)器人和變位機(jī)之間協(xié)調(diào)運(yùn)動(dòng)的研究[J].機(jī)械制造與自動(dòng)化,2005,20(1):76-80.
[6] 劉西洋,孫鳳蓮,等.Nd:YAG激光+CMT電弧復(fù)合熱源平焊工藝參數(shù)對(duì)焊縫成形的影響[J].哈爾濱理工大學(xué)學(xué)報(bào),2010,15(6):107-111.
[7] 韓建海.工業(yè)機(jī)器人[M].武漢:華中科技大學(xué)出版社,2012.
[8] 鄭國(guó)華.機(jī)器人焊接管相貫的運(yùn)動(dòng)分析和軌跡規(guī)劃[D].沈陽(yáng):沈陽(yáng)工業(yè)大學(xué),2004.
[9] 趙玉剛,宋現(xiàn)春,等.數(shù)控技術(shù)[M].北京:機(jī)械工業(yè)出版社,2003.
[10] Saeed B.Niku.機(jī)器人學(xué)導(dǎo)論[M].北京:電子工業(yè)出版社,2013.
[11] 任福深,陳樹君,等.管道插接焊縫位置及焊槍位姿建模[J].焊接學(xué)報(bào),2008,29(11):33-36.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07