
刀尖圓弧半徑補償在數(shù)控車削中應(yīng)用的技巧和禁忌
2016-03-04 20:34:05高利勇段卓鵬
山東工業(yè)技術(shù) 2016年5期
高利勇 段卓鵬

摘 要:論述了在數(shù)控車削加工中,利用刀具半徑補償功能的方法和優(yōu)點,以及對該功能使用中的技巧和禁忌。
關(guān)鍵詞:刀位號;刀尖點;刀尖圓弧半徑補償
DOI:10.16640/j.cnki.37-1222/t.2016.05.027
1 使用刀尖半徑補償?shù)姆椒?/p>
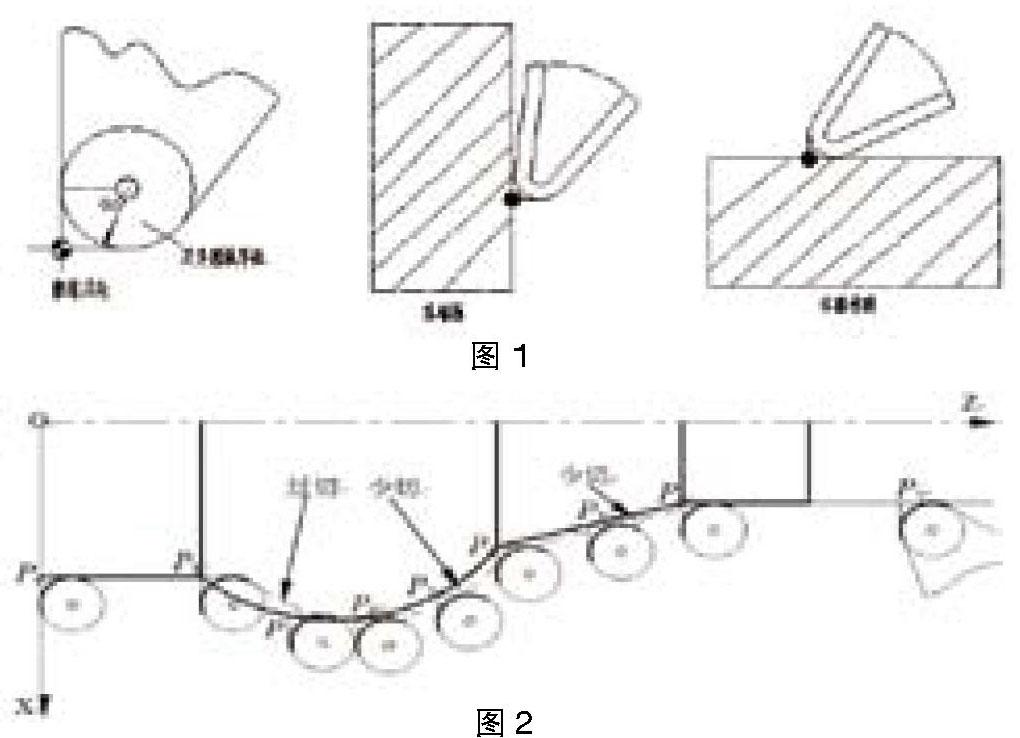
車削輪廓時,刀位點假設(shè)為刀尖點,而實際數(shù)控車削加工過程中,刀片的刀尖無論多么鋒利都不可能為尖點,刀尖點處必須有圓弧都存在。這個小圓弧一是可以增強刀片的強度,二是可以改善加工工件的表面加工質(zhì)量。正是由于刀尖圓弧的存在,在數(shù)控車床的X向和Z向(圖示1)對刀時所獲得的刀尖理想位置是一個假想刀尖。在切削端面或者圓柱面時不存在誤差。而在加工錐面或圓弧面時,理想的刀具點與實際切削點在數(shù)控車床的X向、Z向都存在誤差(圖示2),就會產(chǎn)生過切或者欠切情況。如圖2理想刀尖點P在編程進給軌跡為P1-P9實線表示,而刀尖圓弧實際走刀軌跡如圖中虛線,造成加工過程中誤差。而在切削圓錐面過程中,實際刀尖切削點始終為一個點,但是這個點和刀尖理想點不是相同的一點,所以加工圓錐面時,刀片的刀尖圓弧半徑會造成工件加工表面產(chǎn)生相對的加工誤差,進而影響到所加工圓錐面尺寸的精度。由于數(shù)控系統(tǒng)自身擁有刀尖圓弧半徑自動補償?shù)墓δ堋1仨氝\用數(shù)控系統(tǒng)刀尖半徑補償功能(G41/G42)指令來補償?shù)都鈭A角給加工帶來的誤差。
刀具半徑補償功能(G41/G42)使刀具自動沿著輪廓方向偏置一個刀尖圓弧半徑值(圖3)
G41----左補償(沿著加工方向看,刀具位于工件左側(cè)時為左補)
G42----右側(cè)償(沿著加工方向看,刀具位于工件右側(cè)時為右補)
G42----取消刀補
2 使用刀尖半徑補償?shù)募记珊徒?/p>
(1)數(shù)控機床的前置刀架與后置刀架的刀補方向和假想刀尖方位有一定的區(qū)別,如圖3。
(2)數(shù)控機床的前置刀架與后置刀架的不同形狀的刀具假想刀尖方位也有區(qū)別,刀位共有9個位置,各種假想刀尖編程時,刀尖號1-8;當(dāng)用假想刀尖圓弧中心編程時,刀尖號為0或者9.如圖4。
(3)使用時在程序的起刀程序中,進行刀具的偏置過度動作,建議這段程序中不要切入被加工工件的表面輪廓,以免產(chǎn)生工件產(chǎn)生過切。
(4)數(shù)控補償指令G41,G42,G40的用法,必須跟在程序語句的直線段上,否則會出現(xiàn)數(shù)控系統(tǒng)報警的信息程序語法錯誤。(例如:G42 G01 X200 Z100 是正確的,G42 G02 X200 Z100 R15 是錯誤的。)
(5)數(shù)控操作面板上的刀具補償頁面內(nèi),必須輸入對應(yīng)的刀尖圓弧半徑值,這樣數(shù)控系統(tǒng)才能自動計算應(yīng)該補償?shù)囊苿恿浚瑥亩鳛榈都鈭A弧半徑補償?shù)母鶕?jù)。
(6)在操作面板的刀具補償頁面內(nèi),必須輸入對應(yīng)刀具補償?shù)募傧氲都獾段惶柎a,這樣才能作為刀尖圓弧半徑補償?shù)母鶕?jù)。
(7)刀尖圓弧半徑補償?shù)闹噶頖41,G42。程序中在Z向的過度直線距離必須大于刀尖圓弧半徑(如 刀尖半徑圓弧為0.8MM,則Z軸移動距離必須大于0.8MM) ;程序中在X向的切削動作量必須大于2倍刀尖圓弧半徑值(如 刀尖半徑圓弧為0.8MM,則X軸的移動距離必須大于0.8×2=1.6MM,因為X軸數(shù)控車床用直徑值表示)。
3 刀尖圓弧半徑補償?shù)囊饬x
刀尖圓弧半徑補償在數(shù)控車床加工工件過程中,對于圖紙技術(shù)要求較嚴格的工件,必須使用數(shù)控系統(tǒng)中刀尖圓弧半徑補償功能,這樣大大提高了工件的數(shù)值精確度。而且使用刀尖圓弧半徑補償功能還可以簡化加工的程序內(nèi)容,即按工件的輪廓尺寸編制加工程序,而不用考慮刀尖圓弧半徑對加工中影響,在程序編制的方面更為簡單和容易,可以節(jié)省大量時間。生產(chǎn)同規(guī)格的零件,使用了刀尖圓弧半徑補償?shù)钠髽I(yè)能夠節(jié)約更多生產(chǎn)時間,對于提高生產(chǎn)企業(yè)的競爭力是有重要意義的。
參考文獻:
[1]FANUC Series 0i-MC 操作說明書[Z].北京:北京發(fā)那克機電有限公司,2004.
[2]王愛玲.現(xiàn)代數(shù)控編程技術(shù)及應(yīng)用[M].北京:國防工業(yè)出版社, 2002.
[2]郎一民.數(shù)控車削編程技術(shù)[M].北京:中國鐵道出版社,2010.
作者簡介:高利勇(1988-),男,山西陽高人,本科,研究方向:機械設(shè)計與制造。
