論爐條雙面模板塑料模的設(shè)計工藝
2016-03-04 20:34:05宋春明陳曉順陳思雍奎剛賈冰茹
山東工業(yè)技術(shù) 2016年5期
宋春明 陳曉順 陳思 雍奎剛 賈冰茹

摘 要:下文中,筆者將根據(jù)個人參加工作的多年設(shè)計經(jīng)驗,分析在爐條雙面模板塑料模方案設(shè)計中,應(yīng)當注意的要點問題,針對爐條雙面模板的結(jié)構(gòu)組成,探究加強塑件使用性能的設(shè)計方法,闡述如何避免在模塑過程中的造成塑件變形、外觀粗糙的工藝技巧,總結(jié)模塑工藝設(shè)計中的合理減輕塑件重量、尋找塑件與模具有效分離的設(shè)計方法,化簡爐條雙面模板塑料模具的加工制造流程。
關(guān)鍵詞:爐條雙面模板塑料模;模板塑件;上下型板凹模
DOI:10.16640/j.cnki.37-1222/t.2016.05.033
0 引言
在爐條雙面模板塑料模的設(shè)計過程中,設(shè)計人員應(yīng)當根據(jù)生產(chǎn)制造目標,對模塑材原材料進行合理選擇和優(yōu)化配比,以求滿足塑料制件生產(chǎn)的質(zhì)量和功能性要求。
1 爐條雙面模板塑料模的結(jié)構(gòu)設(shè)計要點
爐條雙面模板塑料模的結(jié)構(gòu)設(shè)計內(nèi)容包括:模具澆筑系統(tǒng)設(shè)計和分型面設(shè)計等環(huán)節(jié)。首先,在塑料模具澆筑系統(tǒng)設(shè)計過程中,應(yīng)當根據(jù)爐條塑件的不均衡厚度情況,其厚度數(shù)值在六至十六毫米范圍之內(nèi),將塑料制件模具部件的前支撐和后支撐外側(cè)同心定位轉(zhuǎn)軸規(guī)格設(shè)計為,并將爐條模具上方設(shè)計成為48.5°的傾斜平面。出于提高加工制造效果的考慮,設(shè)計人員應(yīng)當防止使用與開模方向垂直或形成一定角度的滑動模具組件,而應(yīng)當優(yōu)化模具結(jié)構(gòu)設(shè)計,確保塑件能夠自行正常脫模。爐條雙面模板塑料模結(jié)構(gòu)中的分型面設(shè)計,為了提升塑料制件的性能和質(zhì)量,應(yīng)當將慎重選擇分型面種類,將澆注系統(tǒng)放置于模具的一側(cè),從而保證兩側(cè)塑料制件能夠在同一時間內(nèi)冷卻固化,并避免出現(xiàn)質(zhì)量缺陷。
2 爐條雙面模板塑料模的加工制造設(shè)計
爐條雙面模板塑料模的加工制造設(shè)計過程中,需要治注意的要點如下:一是初步繪制爐條雙面模板的設(shè)計圖紙,參照圖紙制造爐條凹模,依據(jù)爐條塑件設(shè)計規(guī)格、比例尺寸完成模具的凹模設(shè)計;二是將邊框結(jié)構(gòu)與上型板凹模連接固定,并在上型板凹模分型面、下型板凹模分型面、雙面模板邊框的內(nèi)部一面上填涂厚度適中的塑料層,定位裝配后澆注成型。
2.1 爐條凹模的結(jié)構(gòu)設(shè)計
爐條凹模結(jié)構(gòu)設(shè)計應(yīng)當依據(jù)塑件規(guī)格、澆注系統(tǒng)澆口截面直徑等系數(shù)進行,澆注系統(tǒng)的液體通道性能、種類、規(guī)格依次設(shè)定,仔細去除系統(tǒng)通道內(nèi)部的臟污痕跡,確保澆注系統(tǒng)規(guī)格精準、性能良好、表面清潔沒有阻礙。
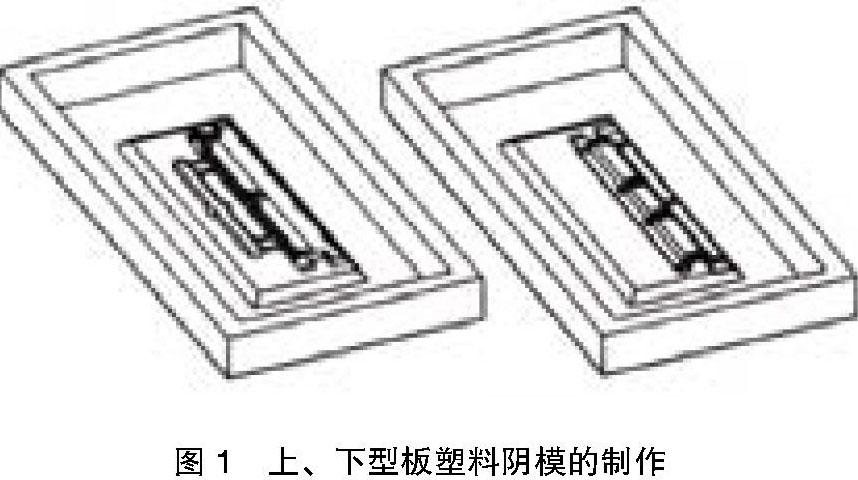
2.2 爐條雙面的上型板凹模設(shè)計、下型板凹模設(shè)計
為制作方便,在上型板塑料陰模的制作過程中,并不涉及雙面模板的銷耳部分結(jié)構(gòu)。為方便脫模,對上型板陰模的分型面及框架內(nèi)側(cè)表面進行砂光并用蟲膠漆進行涂飾,放置約一小時后,再均勻涂刷脫模劑及凡士林二至三層,其間隔時間為二至三個小時,稍后進行均勻涂刷,厚度為1.5-2.0mm,棱角處不要過厚,在室溫下放置三至四個小時,硬化后即可進行下道工序的操作。在上型板陰模的表面層塑料尚有一定的塑性時,即可進行逐層疊合的操作工序。層疊層操作完成后,在室溫下放置一到兩天待塑料完全凝固后即可脫模,經(jīng)修整飛邊、磨光,完成上型板陰模分型面的制作。將脫模后的爐條母模及澆注系統(tǒng)模樣經(jīng)砂光、清潔再重新復(fù)位在上型板陰模上,可利用上型板陰模來制作下型板陰模,即配置相同尺寸的框架,重復(fù)上述制作方法、步驟,完成下型板陰模。在制作上、下型板塑料陰模時,必須在模底板對角線的適當位置裝設(shè)兩個專用定位裝置,導(dǎo)銷套安裝在下型板陰模中,定位銷安裝在上型板陰模中,該定位銷的尺寸規(guī)格為Φ6±0.1mm,使用前需去除油污銹斑,分別與上、下型板陰模一起粘結(jié)在模底板上,以保證雙面模板塑料模的錯型值與位置偏差不超過±0.10mm。
2.3 爐條雙面模板塑料模的澆注系統(tǒng)設(shè)計
依據(jù)爐條雙面模板塑料模的規(guī)格數(shù)值,將下型板凹模各項長度、寬度數(shù)據(jù)統(tǒng)計起來,設(shè)計方案審核中要降低或者避免數(shù)據(jù)值偏差的產(chǎn)生,使得爐條塑料模保持在平衡偏差范圍內(nèi)。提高塑料模的加工效率。設(shè)計方案要對爐條雙面模板塑料模的外觀剛硬度和耐久性能進行檢測監(jiān)督,確保的以4:1的比例混合金剛砂填料和氧化鋁粉填料。對上型板凹模、下型板凹模的分型面先后填涂脫模液劑二至三次,然后將厚度數(shù)值為的塑料層繼續(xù)填涂在型腔凸起的分模上,將模具放置在常溫環(huán)境中的三至四個小時,進行后期的疊層表面塑料層填涂。等待疊層表面塑料層凝固后,對型板凹模、下型板凹模的分型面進行最后修整,校對檢查模具各部件規(guī)格尺寸,核對爐條塑料模的平衡性能、塑件各項數(shù)值是否與設(shè)計目標相符。將爐條塑料模裝置進行固定,使用適量壓鐵壓制住上型板凹模,防止塑料從凹模結(jié)構(gòu)中的分型面被擠壓出來。
綜上所述,爐條雙面模板塑料模的設(shè)計策略制定,要以爐條塑件的使用性能、生產(chǎn)需求為基本標準,有關(guān)塑料制品加工和生產(chǎn)企業(yè)及技術(shù)人員需要繼續(xù)對爐條塑料模的設(shè)計工藝、加工技術(shù)進行研究探索,提高塑料模具的精密度和工藝性,為企業(yè)爭取更多的經(jīng)濟收益。
參考文獻:
[1]吳水萍,羅光漢.爐條雙面模板塑料模的設(shè)計與制造工藝[J].鑄造,2013(10).
[2]陳向榮,何孝美,李梅前.塑料模具熱處理工藝的研究[J].熱加工工藝,2015(24).
