基于PLC與數控機床聯合控制的氣動機械手
2016-03-04 20:33:17陳玉峰
山東工業技術 2016年5期
摘 要:本文主要對基于PLC與數控機床聯合控制的氣動機械手展開了相關的分析與探討,首先對其具體的結構與工作原理進行了簡要的介紹,進而針對其工作流程進行了詳細的分析,并最終就相應的控制系統設計開展了深入的研究。經過實踐運行的結果表明,此氣動機械手設備易于操控、運行可靠,具備有極強的系統擴展性。
關鍵詞:PLC;數控機床;聯合控制;氣動機械手
DOI:10.16640/j.cnki.37-1222/t.2016.05.037
0 引言
在現代化的工業生產過程當中,自動化的生產線作業方式,業已成為工業生產的主要方式。氣動機械手設備將空氣作為工作介質,具有氣源應用便捷、污染程度低、便于靈活操作、操作性能強等顯著特征,因此在工業化的生產發展當中,得到了大范圍的普及應用。而數控機床具備有較高的自動程度、安全可靠等特點,已成為零件加工當中廣泛應用的設備內容之一。將氣動技術與數控技術結合起來,能夠顯著的提升工業化成產的自動化程度,加強系統操作,提高機械性能。
1 氣動機械手的結構與工作原理
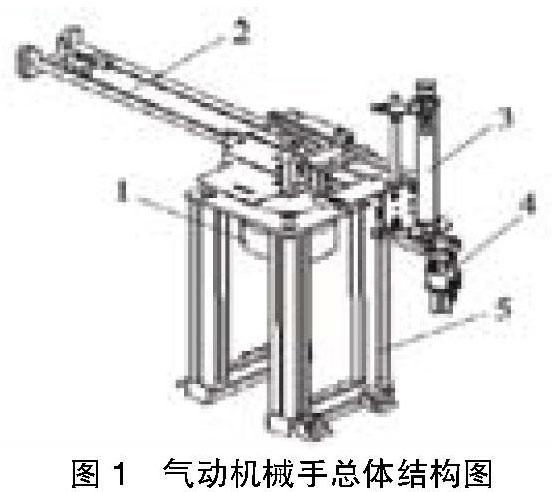
(1)氣動機械手的結構。氣動機械手的整體結構如下圖1所示,主要是由鋁型材立柱、擺缸、升降氣缸、伸縮氣缸、氣爪等部分所組成。各部件的功能為擺缸:具有擺出與擺回開關,能夠實現對于氣動機械手在水平位置處的橫向移動。升降氣缸:具有上升與下降開關,能夠實現對于氣動機械手的垂直方向移動。伸縮氣缸:具有伸出與收回開關,能夠實現對于氣動機械手的伸出與收回。氣爪:具有夾緊與放松開關,能夠實現氣動機械手對于工件的夾緊或放松。
(2)氣動機械手的工作原理。在對氣動機械手同數控機床實行聯合控制的過程當中,常采用同一氣源。而氣動機械手通常 由擺缸、升降氣缸、伸縮氣缸、氣爪等四部分構成,而數控機床則一般是由氣動夾具所構成。升降氣缸與擺缸一般是通過雙電控三位五通閥來操控,對于擺缸的的擺動與升降氣缸的升降操作,一般是由電磁鐵來完成操控。而電控二位五通閥則主要控制著伸縮氣缸、氣爪以及氣動夾具等三部分內容。在電磁鐵通電之后,即可實施伸縮氣缸的伸出、機械手的抓握、氣動夾具夾緊等操作。電磁鐵斷電之后,能夠使得伸縮氣缸完成收回操作、機械手完成放下、氣動夾具進行放松等操作。借助于單向節流閥一方面能夠實現,對氣缸操作速度的提升,另一方面也能夠提高其操作的穩定性。
2 氣動機械手的工作流程
在自動化系統的生產作業過程當中,氣動機械手與數控機床協同合作,通常是由機械手將工件運送到生產線當中,從而開展進一步的施工作業。而此系統當中的機械手設備則完全采取氣動控制,數控機床借助于相應的數控系統來完成操作,兩者的協同合作是通過信號交互來實現的。
在這之中,氣動機械手的操作可劃分為手動操作、自動操作與聯機操作三類形式。采用手動操作的方式主要為按壓“啟動”按鈕,選取手動開關從而實現對于單次循環作業的完成。而自動操作方式則在按壓“啟動”按鈕后,選取自動開關,從而能夠實現氣動機械手的自動操作,可以自主重復工件搬運、取回并運送到傳輸帶之上等操作。而聯機操作,能夠實現對于傳輸帶、氣動機械手以及數控機床的共同協作。在按壓“啟動”,以及“聯機”按鈕之后,能夠實現對于工件的檢測、通過氣動機械手搬運至數控機床上、完成數控加工并在之后采用氣動機械手,再次運輸到傳輸帶之上等一系列操作。
由于氣動機械手所執行的動作行為,相對較為繁雜,實際的操作流程為:按壓“啟動”、“聯機”按鈕之后,等待檢測到工件到位之后,經過數控機床再將預先處理好的信號,發送至氣動機械手、伸縮氣缸、升降氣缸、氣爪完成通電時的操作,而后實行斷電操作再經由氣爪、升降氣缸、伸縮氣缸、氣動機械手、再次等待數控機床加工信號,如此循環往復,直至工件加工完成。在此過程當中,各個部件在進行工作操作之時,具體的切換應當由安裝于氣缸當中的開關控制來實現操控,而數控機床同氣動機械手兩者間的操作切換,則是依據互相發出的信號內容來實現操控。
3 控制系統設計
在控制系統的設計當中,首先針對輸入與輸出點數的分配情況,依據系統的功能需求來進行分配,在PLC與數控機床聯合控制的氣動機械手系統當中,采用S7-200系列,輸入點可設置為16點,輸出點設置為14點。在此控制系統當中傳輸帶工件到位開關,能夠為傳輸帶提供相應的工件檢測信號,而數控機床上料準備完成、下料準備完成以及氣動夾具的松緊開關,能夠給予數控機床的PLC系統操控信號。機械手原點有料、無料以及其返回原點信號,能夠為PLC系統的輸出系統,提供相應的操控信號。此氣動機械手的操控系統,其執行動作的順序極為關鍵,所實行的每一個操作步驟,都需要在前一步驟操作完成的基礎之上才能夠實行,因此要對系統的操控順序予以明確的設計,并且,氣動街寫手在待候取件之時,應當檢測相應的下料與夾具松緊信號,在確認無誤后方可進行下一步的操作。
4 結束語
在本文當中所提出的PLC與數控機床聯合控制的氣動機械手,工作原理較為簡便,能夠在操作系統當中滿足手動、自動以及聯機工作等操作方式。并且對于操作系統當中各類不同的動作內容,也具有明確的順序要求,僅需對操作系統程序進行簡易的修改,同時也可應用到同類機械手與數控機床聯合控制的操作過程當中,能夠較好的發揮出系統的靈活性特征。
參考文獻:
[1]李大慶.基于PLC的數控機床故障診斷[J].煤礦機械,2015(11).
[2]陳興武,蔣新華,徐均攀等.應用軟PLC開發數控機床的功能控制[J].廈門大學學報(自然科學版),2014(05).
[3]劉瑞已.可編程序控制器(PLC)在數控機床(CNC)中的應用[J].組合機床與自動化加工技術,2012(12).
[4]孔德紅.數控機床典型控制功能PLC編制模板研究[J].制造技術與機床,2015(06).
作者簡介:陳玉峰(1984-),男,江蘇如東人, 專科,工程師,研究方向:自動變光焊接面罩設計。
