薄板超聲波探傷應(yīng)用
2016-03-06 05:31:16劉毅劉冉席強(qiáng)胡佳枘何建云
中國(guó)設(shè)備工程 2016年18期
劉毅,劉冉,席強(qiáng),胡佳枘,何建云
(眉山市特種設(shè)備監(jiān)督檢驗(yàn)所,四川 眉山 620020)
薄板超聲波探傷應(yīng)用
劉毅,劉冉,席強(qiáng),胡佳枘,何建云
(眉山市特種設(shè)備監(jiān)督檢驗(yàn)所,四川 眉山 620020)
為了更好地適應(yīng)薄壁壓力容器的檢測(cè)需要,本文針對(duì)現(xiàn)有國(guó)家標(biāo)準(zhǔn)的盲區(qū),對(duì)薄板超聲波探傷的應(yīng)用進(jìn)行了相關(guān)的研究和分析,并討論了其可行性,初步探討了薄板超聲波探傷應(yīng)用的相關(guān)方法等。
檢測(cè);薄壁壓力容器;超聲波探傷
在用壁厚為6mm的壓力容器量,因其壁厚太薄,假如存在內(nèi)部缺陷時(shí),會(huì)使其受力截面大大減小,給日常使用帶來安全隱患。由于壁厚為6mm的壓力容器壁薄,有時(shí)曲率半徑又較小,因此,針對(duì)該種情況采用常規(guī)超聲波來進(jìn)行探傷就顯得非常的困難。曲率半徑比較小時(shí),使用普通探頭去探測(cè),這樣會(huì)使接觸面小,使曲面耦合損失從而進(jìn)一步的加大。壁薄,雜波多,判傷難度大。因此,對(duì)壁厚為6mm的壓力容器的超聲檢測(cè)研究是很有必要的。通過該項(xiàng)目,對(duì)內(nèi)部缺陷定位和長(zhǎng)度的定量進(jìn)行研究和分析,優(yōu)化壓力容器定期檢驗(yàn)中的超聲波檢測(cè)工藝,提高檢測(cè)準(zhǔn)確度,保證壓力容器在使用過程中的安全。
1 薄板焊縫不宜進(jìn)行超聲波探傷的理論依據(jù)
根據(jù)聲學(xué)理論基礎(chǔ),在不考慮介質(zhì)衰減的情況下,液體介質(zhì)中超聲波波源附近會(huì)有由于波的干涉而出現(xiàn)的一系列聲壓極大極小值的區(qū)域,稱為超聲場(chǎng)的近場(chǎng)區(qū),又叫菲涅耳區(qū)。另外,由于薄板焊縫的母材板厚是比較薄的,因此,它們基本都是處于超聲場(chǎng)的近場(chǎng)區(qū),因此,為避免誤判、漏檢,薄板焊縫不宜進(jìn)行超聲波探傷。
2 薄板焊縫超聲波探傷方法
(1)探傷頻率選擇。為了更好的檢測(cè),需要提高探頭的分辨率以及探頭的指向性,這樣才能夠更好的滿足對(duì)某些尺寸比較小的缺陷進(jìn)行檢測(cè),對(duì)于本論文的試驗(yàn)來講,需要使用比較高的探傷頻率;與此同時(shí),雖然把探傷頻率提高了,但是又會(huì)使聲波近場(chǎng)區(qū)的長(zhǎng)度增大。通過大量實(shí)踐表明,本論文建議選擇頻率為5MHz的探頭是比較合適的。
其中:Fs—— 波源的面積;λ—— 介質(zhì)中超聲波波長(zhǎng);α—— 橫波入射角角度;β—— 橫波折射角角度。
由上式可知,波源面積增大,近場(chǎng)區(qū)長(zhǎng)度也會(huì)隨之變長(zhǎng),因此在進(jìn)行薄板焊縫探傷時(shí)一般選用晶片尺寸為6mm×6mm的小探頭。
(3)探頭K值的選擇。由于板厚較薄,焊縫余高的寬度一般在10~15mm間,另外,對(duì)K值是需要選擇較大的,并且前沿是比較小的斜探頭,這樣才能夠更好、更有效的讓直射波掃查到焊縫的中下部分。
以常用的有機(jī)玻璃楔塊斜探頭為例:有機(jī)玻璃中縱波聲速CL=2730m/s,探頭頻率選用f=5MHz,晶片尺寸選用6mm×6mm,鋼中橫波聲速Cs=3230m/s,有機(jī)玻璃入射點(diǎn)至晶片的距離L=10mm。則壓力容器橫波波長(zhǎng)λs2=CS/ f=0.646mm,波源面積Fs=6×6=36mm2。
當(dāng)K=2.5時(shí),即入射角α=51.6°,折射角β=68.2°時(shí),壓力容器中近場(chǎng)區(qū)長(zhǎng)度:mm。

因此對(duì)應(yīng)的壓力容器中近場(chǎng)區(qū)深度為2.12mm。
當(dāng)K=3時(shí),即入射角α=71.6°,折射角β=53.5°時(shí),壓力容器中近場(chǎng)區(qū)長(zhǎng)度:mm。

因此對(duì)應(yīng)的壓力容器中近場(chǎng)區(qū)深度為1.55mm。
因此選擇聚楓樹脂楔塊的探頭,其縱波聲速為2250m/s,比有機(jī)玻璃小些,這樣對(duì)減小探頭前沿和增大K值有利,在壓力容器中近場(chǎng)區(qū)長(zhǎng)度為:=4.62mm,對(duì)應(yīng)的壓力容器中近場(chǎng)區(qū)深度為1.47mm。

(4)選用TR探頭。對(duì)于雙晶探頭來講,它是采用特殊的延遲塊來進(jìn)行設(shè)計(jì)的,這樣不但能夠在一定程度上面縮短壓力容器中近場(chǎng)區(qū)長(zhǎng)度,而且對(duì)薄板焊縫探傷是非常有利的。另外,雙晶探頭還具有如下優(yōu)點(diǎn):如靈敏度高,雜波少盲區(qū)小等。但探測(cè)范圍無法調(diào)節(jié)到焊縫上部,當(dāng)實(shí)際探傷中一般將雙晶探頭用來驗(yàn)證下部缺陷。根據(jù)實(shí)踐經(jīng)驗(yàn),推薦將雙晶探頭入射角調(diào)節(jié)到9~11°附近。
(5)對(duì)比試塊的選用。NB/T47013-2015標(biāo)準(zhǔn)中規(guī)定距離—波幅(DAC)曲線是用φ2mm標(biāo)準(zhǔn)反射體繪制的,而常用的φ2mm標(biāo)準(zhǔn)反射體的RB系列試塊適用板厚為RB-1試塊:8~25mm,RB-2試塊:8~100 mm,RB-3試塊:8~150mm,均無法滿足薄板焊縫探傷時(shí)繪制DAC曲線的要求,因此,為了更好滿足試驗(yàn)需求,建議采用圖1所示的專用試塊(單位:mm),這樣有利于薄板焊縫探傷時(shí)準(zhǔn)確地評(píng)定缺陷的等級(jí)。
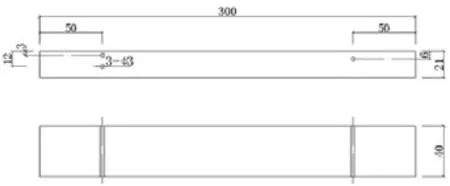
圖1
對(duì)比試塊采用與被檢驗(yàn)材料相同或聲學(xué)性能相近的鋼材制成。試塊各邊的尺寸允許誤差±0.1mm,各邊不垂直度不大于0.1,表面粗糙度不大于6.3μm,標(biāo)準(zhǔn)孔與加工面的不平行度不大于0.05。
3 薄板焊縫超聲波探傷實(shí)踐
(1)探傷前準(zhǔn)備。
①需要先檢查焊縫表面質(zhì)量是否符合要求以及檢查其外觀尺寸是否合格。②對(duì)于焊縫兩側(cè)的油污、銹蝕、以及氧化物等相關(guān)物質(zhì)應(yīng)該采取措施進(jìn)行清除,對(duì)于它的表面,應(yīng)該采取措施打磨平滑,另外,其打磨的寬度應(yīng)該大于1.25P,P=2?T?K(T為板厚,K為探頭K值)。③了解焊件名稱、材質(zhì)、規(guī)格、焊接方法、焊縫種類、坡口型式、焊縫余高及焊縫背面襯墊、溝槽等情況。④對(duì)于耦合劑的選擇,需要考慮選擇如下特點(diǎn),如其具有良好的濕潤(rùn)能力、具有良好的流動(dòng)性等,本論文建議采用化學(xué)漿糊這樣的耦合劑。⑤測(cè)定探頭前沿長(zhǎng)度和K值的真實(shí)值,并將實(shí)測(cè)值作為計(jì)算參數(shù)。
(2)對(duì)時(shí)基線的掃描比例進(jìn)行調(diào)節(jié)。時(shí)基線掃描的調(diào)節(jié)在整個(gè)焊縫超聲波探傷的過程里面起到非常重要的作用,尤其是對(duì)于某些薄板焊縫探傷,其所起的作用就比較明顯,這主要是因?yàn)榘搴裥。瑢?duì)于掃描比例的合理性以及掃描速度的準(zhǔn)確性等來講就顯得非常的重要。另外,薄板焊縫探傷的垂直聲程是很小,鑒于該種情況,我們選擇時(shí)基線掃描的調(diào)節(jié)比例的時(shí)候,是不宜按照垂直1:1調(diào)節(jié),為了滿足要求,我們建議按水平1:1調(diào)節(jié)。
(3)繪制DAC曲線。利用專用試塊,按國(guó)標(biāo)規(guī)定的方法繪制DAC曲線。
(4)表面補(bǔ)償。考慮到外界因素地影響,可以根據(jù)實(shí)際情況選擇合適的表面補(bǔ)償值,實(shí)踐中一般表面補(bǔ)償在2~6dB左右。
(5)檢測(cè)焊縫。對(duì)焊縫進(jìn)行檢測(cè),需要對(duì)它的單面、雙側(cè)等都要進(jìn)行仔細(xì)的掃查,并且,掃查的速度要合適,通常來講,其掃查速度是不能夠大于150mm/s,相鄰兩次探頭移動(dòng)間隔保證至少有探頭寬度10%的重疊。如果找到缺陷后,就需要按GB11345-89要求來進(jìn)行定量、定位、測(cè)長(zhǎng),且可根據(jù)經(jīng)驗(yàn)進(jìn)行定性,最后按照標(biāo)準(zhǔn)規(guī)定評(píng)定缺陷的等級(jí)。
(6)進(jìn)行對(duì)比試驗(yàn)。為了使本論文的研究更具有科學(xué)性、合理性等,特別制作了12個(gè)具有缺陷的焊接試樣來進(jìn)行試驗(yàn),在試驗(yàn)過程中是采用上述薄板焊縫超聲波探傷的方法來進(jìn)行的相關(guān)探傷,另外,在試驗(yàn)過程中也輔以X射線探傷來進(jìn)行驗(yàn)證,具體的測(cè)試數(shù)據(jù)如下表所示(表1)。根據(jù)對(duì)比試驗(yàn)不難看出,對(duì)于單個(gè)氣孔的波幅是較低的,而對(duì)于超聲波測(cè)長(zhǎng)比射線所檢出尺寸大;對(duì)于未焊透缺陷超聲波檢出率較高,缺陷波幅高,測(cè)長(zhǎng)與射線檢出尺寸較吻合;夾渣波幅較低,超聲波測(cè)長(zhǎng)與射線所檢出尺寸相差不大;裂紋和未熔合缺陷波幅高,檢出率高,超聲波測(cè)長(zhǎng)與射線所檢出尺寸相差較大。
4 結(jié)語(yǔ)
綜上所述,工程檢測(cè)過程中可以采用薄板焊縫超聲波探傷。它的檢測(cè)效果是非常好的,檢測(cè)能力也是相當(dāng)高,能夠?qū)Σ煌娜毕荩貏e是對(duì)沒有熔合、裂紋等一些具有危害性的缺陷,采用該種方法來檢測(cè)是非常有效的,其檢出率非常高,檢測(cè)的勞動(dòng)強(qiáng)度也非常低等。
[1]云慶華等.無損探傷[M].勞動(dòng)出版社,2012:120~126.
[2]蔣危平等.超聲波檢測(cè)[M].武漢測(cè)繪科技大學(xué)出版社,2014:200~207.
[3]全國(guó)鍋爐壓力容器無損檢測(cè)人員資格考核委員會(huì)著.超聲波探傷[M].中國(guó)鍋爐壓力容器安全雜志社出版,2013:42~47.
TU758.11
A
1671-0711(2016)12(下)-0089-02
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13