雙相不銹鋼閥門的生產(chǎn)控制
2016-03-06 05:31:13楊現(xiàn)雷
中國(guó)設(shè)備工程 2016年18期
楊現(xiàn)雷
(上海遠(yuǎn)高閥業(yè)(集團(tuán))有限公司,上海 201706)
雙相不銹鋼閥門的生產(chǎn)控制
楊現(xiàn)雷
(上海遠(yuǎn)高閥業(yè)(集團(tuán))有限公司,上海 201706)
介紹雙相鋼材料閥門毛坯鑄造,冶煉時(shí)部分元素對(duì)產(chǎn)品的影響及熱處理,雙相鋼機(jī)械加工過(guò)程中加工參數(shù)的選擇和雙相不銹鋼閥門的缺陷焊補(bǔ)。
雙相不銹鋼;閥門;生產(chǎn)控制;焊接修補(bǔ)
雙相不銹鋼自20世紀(jì)40年代出現(xiàn),至今雙相鋼材料的閥門,已廣泛應(yīng)用在石油、化工、天然氣、煤化工等,煙氣脫硫、海水淡化環(huán)境和臨海建筑等項(xiàng)目。應(yīng)用最為廣泛的材料以美標(biāo)壓力容器鑄造材料為例,主要標(biāo)準(zhǔn)為ASTM A995和ASTM A890 等。
雙相鋼材原材料的質(zhì)量是影響雙相鋼閥門質(zhì)量的主要原因之一。化學(xué)成分中C含量較低情況下,原材料的塑性、韌性更高,耐晶間腐蝕性能和焊接性能均顯著提高。S會(huì)影響熱脆性,P影響冷脆性,S和P均會(huì)降低材料的耐腐蝕性能。
N增加奧氏體和雙相不銹鋼的耐點(diǎn)蝕和縫隙腐蝕的能力,顯著提高鋼的強(qiáng)度,實(shí)際上N是最有效的固溶強(qiáng)化元素和低成本合金元素,在雙相鋼中添加N,延緩了金屬相的形成,而不是阻止金屬相的析出,可以避免熱影響區(qū)出現(xiàn)過(guò)多的鐵素體,又可以使金屬有更好的穩(wěn)定性。實(shí)驗(yàn)顯示,對(duì)于4A的焊接加工而言,N含量0.08~0.20并不理想,最小N含量0.14%是必要的。
雙相鋼材料的金相組織為40%~60%的鐵素體和60%~40%的奧氏體。鐵素體形成元素鉻和鉬與奧氏體形成元素鎳和氮相平衡才能獲得理想的雙相組織。 除化學(xué)元素影響金屬金相的形成,熱處理工藝也是必要條件之一,雙相鋼熱處理一般為固溶處理。隨著固溶溫度的降低,雙相不銹鋼中兩相之間的比例發(fā)生變化,鐵素體含量降低,奧氏體含量增加,且析出相增加,耐腐蝕性能變差。影像可轉(zhuǎn)變成奧氏體的鐵素體的數(shù)量,快速冷卻有利于保留鐵素體。
特別需要注意的是在雙相鋼存在析出脆化相的可能,及鐵素體475℃/885℉左右a′相造成常溫韌性喪失,這種脆化只要通過(guò)593℃以上加熱就可以還原。但是另外一個(gè)脆化溫度區(qū)間為538~1000℃。因此當(dāng)需要消除成形應(yīng)力和475℃脆化時(shí),整體高溫重新固溶處理是首選方案。所以在ASTM A995、ASME B16.34和ASME 鍋爐和壓力容器規(guī)范中明確不推薦用于高于315℃的環(huán)境,德國(guó)TUV規(guī)范更加保守的將非焊接區(qū)域不推薦使用溫度定為280℃。
為了獲得較好的原材料質(zhì)量應(yīng)該選用高耐火度的造型材料并控制型砂水分,采用合理的澆冒口系統(tǒng)及嚴(yán)格控制澆注速度和溫度,電爐冶煉,熱處理爐應(yīng)選擇電爐或者燃料為煤氣、天然氣的熱處理爐,降低有害元素含量,C≤0.02,P≤0.025,S≤0.010,增加N含量,選擇較高溫度的固溶處理工藝,避免閥門應(yīng)用在15℃以上的環(huán)境溫度。
完成熱處理后的閥門鑄件,還應(yīng)進(jìn)行RT射線探傷和MT磁粉探傷,以確定材料內(nèi)部和表面沒(méi)有嚴(yán)重缺陷,減少因原料缺陷造成的后期修補(bǔ)困難。
閥門生產(chǎn)中,由于雙相鋼的優(yōu)異的抗腐蝕性能,目前國(guó)內(nèi)常用的密封面堆焊材料很少有超過(guò)或者適合苛刻的工況環(huán)境(表1為316L和2205的腐蝕率對(duì)比表)。所以雙相鋼閘閥、截止閥、止回閥閥門密封面一般為本體,球閥和蝶閥旋塞閥根據(jù)實(shí)際工作溫度可選擇本體金屬密封或者抗腐蝕性的非金屬材料密封。
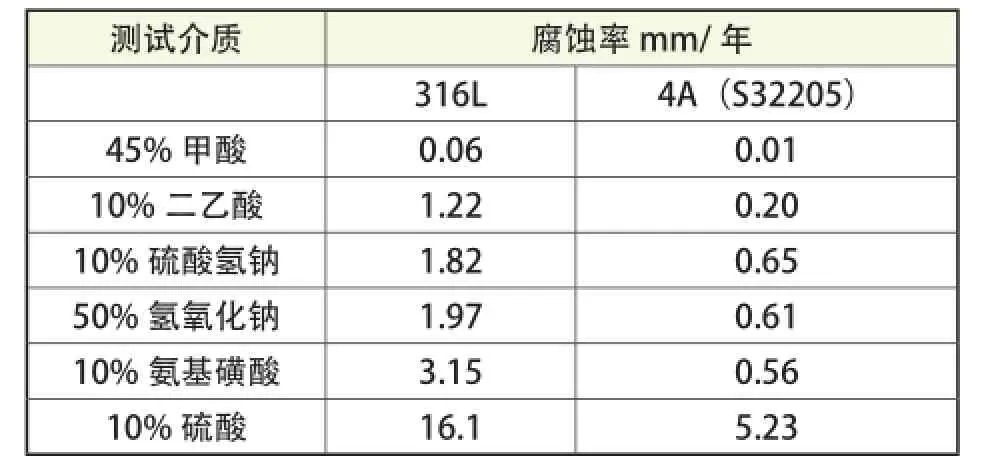
表1 316L和2205的腐蝕率對(duì)比表
雙相鋼閥門的機(jī)械加工主要是密封面、端法蘭面、中法蘭面等面加工和各螺栓孔,填料函等孔洞加工。雙相鋼不銹鋼屈服強(qiáng)度大約是奧氏體不銹鋼屈服強(qiáng)度的兩倍,加工難度比300系列奧氏體不銹鋼更難加工,加工原則如下。

表2 數(shù)據(jù)來(lái)源Outokumpu公司
(1)使用帶有特別堅(jiān)固的剛性刀具的大功率硬質(zhì)機(jī)具。
(2)保持刀具伸出的部分盡可能短,以使擺動(dòng)最小化。
(3)刀具突出部分的半徑不大于所必要的值。
(4)選用形狀鋒利和帶分屑溝形狀的硬質(zhì)刀具,既有鋒利的刀口,又有足夠的強(qiáng)度。
(5)機(jī)械加工切割深度在前道工序的加工硬化層之下。
(6)切割速度足夠大但是要避免刀刃變厚和快速磨損。
(7)定期更換刀具或者重新研磨刀具。
(8)使用大量流動(dòng)冷卻劑、潤(rùn)滑劑。
雙相鋼閥門密封面、端法蘭面、中法蘭面等面加工車削參數(shù)建議如表2。
按生產(chǎn)工藝加工的閥門閥體毛坯,可以采取相應(yīng)的手段方法降低質(zhì)量問(wèn)題,但是不能杜絕質(zhì)量問(wèn)題的發(fā)生。 其中大部分需要焊接修補(bǔ)。
ASME 標(biāo)準(zhǔn)中根據(jù)焊補(bǔ)面積和深度的不同,將焊補(bǔ)分為重大焊接修補(bǔ)和小范圍修補(bǔ),其中貫穿閥體的孔洞,焊接坡口深度超過(guò)實(shí)際壁厚的20%或25mm 兩者較小值,或者凹坑面積大約65cm2時(shí)應(yīng)被認(rèn)作為重大焊接修補(bǔ),所有的重大焊接修補(bǔ)后應(yīng)做焊后熱處理。由于雙相不銹鋼的金相組織包括鐵素體和奧氏體,所以其焊后熱處理只能是整體重新做固溶處理。而對(duì)于小范圍修補(bǔ)是不需要進(jìn)行焊后熱處理的,制造商和采購(gòu)商另外協(xié)定除外。
在組成閥門的配件加工完成后,按裝配圖組裝完畢后要按相應(yīng)的壓力測(cè)試標(biāo)準(zhǔn)進(jìn)行殼體壓力測(cè)試,密封壓力測(cè)試等,其中殼體壓力測(cè)試如果有泄漏,屬于殼體貫穿性孔洞,焊接修補(bǔ)需要閥體重新做固溶處理,實(shí)際上由于閥體已經(jīng)全部完成加工,如果重新固溶處理,將造成所有的加工面不合格,不適宜重大焊接修補(bǔ)。所以殼體貫穿性孔洞對(duì)產(chǎn)品是最嚴(yán)重的缺陷,這將導(dǎo)致閥體報(bào)廢,需重新投產(chǎn)。
雙相鋼的焊接性能良好,熱裂傾向小,可以與奧氏體不銹鋼或碳鋼等異種鋼焊接。焊補(bǔ)一般不做焊前預(yù)熱和焊后熱處理,因?yàn)殡p相鋼存在475℃脆化和雙相不銹鋼析出金屬間相,降低韌性和耐腐蝕性。所以雙相鋼閥門的適用溫度一般不超過(guò)315℃,這也是限制雙相鋼閥門普遍應(yīng)用的原因之一。由于早期對(duì)氮延遲金屬間相形成的理解有限,焊接理論集中于限制熱出入,在嚴(yán)格控制熱出入的前提下,認(rèn)為許多更經(jīng)濟(jì)、熔敷速度高的焊接方法,如埋弧焊,不適用于雙相不銹鋼。但雙相不銹鋼的焊接性能優(yōu)越,除氧炔焰焊接法因伴生焊縫的碳污染外,幾乎所有的焊接工藝均可用于雙相鋼。
雙相鋼焊接焊補(bǔ)一般選擇E2209或者E2501焊條,雙相鋼和異種奧氏體不銹鋼對(duì)接焊一般用E309L焊條鋼熔敷大量焊縫金屬的長(zhǎng)焊道一般選擇氣體保護(hù)熔化極電弧焊,焊接位置或保護(hù)相對(duì)困難,焊接復(fù)雜構(gòu)件或尺寸較小,特別是閥門的局部小范圍修補(bǔ)時(shí)一般采用手工電弧焊。但是手工電弧焊不應(yīng)用于焊接厚度小于2mm的雙相不銹鋼。焊接部位應(yīng)盡量放平。焊條與工件成20°斜角,應(yīng)采用橫擺量小的直窄焊道熔敷焊縫金屬。
焊接完畢后的清理很重要,焊后未進(jìn)行適當(dāng)?shù)那謇恚缚p可在比母材低得多的溫度下或腐蝕性弱得多的環(huán)境中失效。工廠一般應(yīng)采用機(jī)械清理焊接飛濺、焊接氧化色、焊劑、焊渣、引弧班和焊接咬邊等,然后用化學(xué)鈍化法處理表面,如酸洗膏或20%硝酸-5%氫氟酸清洗焊接部位。
雙相不銹鋼閥門在生產(chǎn)開(kāi)始需嚴(yán)格控制C、S、P和N的含量,并做RT檢驗(yàn)內(nèi)部缺陷,加工時(shí)選擇合適的加工參數(shù),避開(kāi)加工硬化區(qū),閥門不適宜進(jìn)行重大焊接修補(bǔ),小面積焊接修補(bǔ)后清理很重要。
[1]雙相不銹鋼制造加工實(shí)用指南.國(guó)際鉬協(xié)會(huì),2009.
[2]ASTM A 995- 98.承壓元件用奧氏體-鐵素體(雙相)不銹鋼鑄件.
[3]ASME IX-2004.焊接和釬焊評(píng)定標(biāo)準(zhǔn).
TG260
A
1671-0711(2016)12(下)-0018-02
猜你喜歡
流程工業(yè)(2022年3期)2022-06-23 09:41:08
中國(guó)石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
山東冶金(2019年1期)2019-03-30 01:35:32
智富時(shí)代(2018年5期)2018-07-18 17:52:04
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00