管樁端板智能高效機器人焊接系統(tǒng)設計
2016-03-06 08:15:29曲瑯博徐志祥魏鵬飛
電焊機 2016年6期
曲瑯博,徐志祥,魏鵬飛
(大連理工大學機械工程學院,遼寧大連116024)
管樁端板智能高效機器人焊接系統(tǒng)設計
曲瑯博,徐志祥,魏鵬飛
(大連理工大學機械工程學院,遼寧大連116024)
基于當前管樁端板焊接中存在的問題,設計了一套智能高效的機器人焊接系統(tǒng)。介紹機器人焊接系統(tǒng)的總體構成、上料和焊接系統(tǒng)、控制系統(tǒng)硬件構成和焊縫視覺檢測系統(tǒng)。該系統(tǒng)能夠實現(xiàn)不同型號工件焊接的自動切換,從上料到焊接完成全過程的高度自動化以及準確檢測焊縫位置和寬度的智能化。
機器人焊接;智能高效;機器視覺
0 前言
管樁端板是預應力水泥管道的主要零件,需求量巨大。管樁端板制造大多采用連續(xù)軋制、卷曲螺旋成型、切割分片的高效方式生產,切口的焊接任務非常繁重。此外由于型號眾多,焊接過程還要面臨端板質量較大、焊縫寬度不均勻、形狀不夠規(guī)則和位置不固定等問題。
目前管樁端板生產企業(yè)大多采用手工焊接方式,難以同時滿足焊件對批量、質量的要求。為解決這一實際問題,本研究集成機器人自動焊接技術及計算機視覺焊縫識別技術,采用一個上料機器人、兩個供料機器人和兩個焊接機器人,設計了管樁端板智能高效機器人焊接系統(tǒng),以滿足各種管樁端板切口焊接的需要。
1 機器人焊接系統(tǒng)總體設計
機器人焊接系統(tǒng)方案設計考慮因素眾多,需根據(jù)工廠現(xiàn)有的工況約束條件確定,包括合理地確定機器人的型號、數(shù)量、焊接工序數(shù)目等。在此根據(jù)車間實際情況和設計任務的要求進行分析和設計[1-4]。
該機器人焊接系統(tǒng)由5個ABB焊接機器人(兩個焊接機器人、兩個供料機器人、一個上料機器人)組成,外圍配置機器人控制柜、PLC控制柜、焊接電源、氣瓶、清槍剪絲裝置、觸摸屏、機器視覺系統(tǒng)以及各類安全防護裝置(安全光柵、安全門)和傳感器,如圖1所示。
機器人焊接系統(tǒng)工作流程為:一個供料機器人每次夾持兩個端板,兩個弧焊機器人同時開始焊接。為了充分利用機器人資源,提高焊接效率,設計兩個供料機器人輪換供料。搬運機器人手腕部位安裝焊縫檢測傳感器,可準確識別端板毛坯焊縫位置。由于機器人作用范圍有限,所以先由上料機器人將端板毛坯搬運至中轉工位,同時實現(xiàn)焊縫定位。然后供料機器人從中轉工位夾取端板毛坯,通過機器視覺系統(tǒng)判別焊縫位置和尺寸。如果焊縫不大于3 mm,則由供料機器人夾取至焊接工位配合焊接機器人完成焊接任務。如果焊縫大于3mm,則不滿足焊接要求,被視為廢料,由供料機器人夾取至廢料區(qū)。機器人焊接系統(tǒng)工作流程如圖2所示。
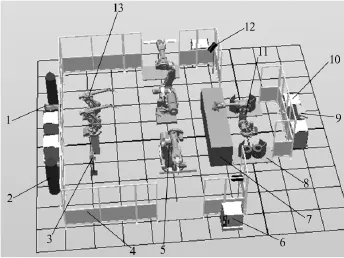
1—焊接電源;2—氣瓶;3—清槍剪絲裝置;4—安全圍欄;5—供料機器人;6—機器人控制柜;7—中轉工位;8—供料裝置;9—觸摸屏;10—PLC控制柜;11—上料機器人;12—CCD圖像傳感器;13—焊接機器人。圖1 機器人焊接系統(tǒng)組成
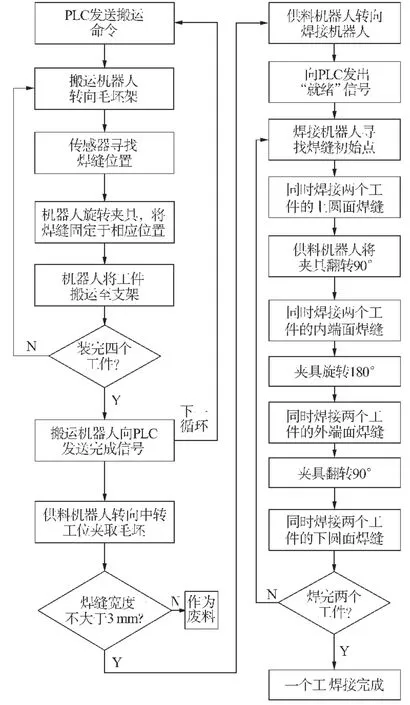
圖2 工作流程
2 上料及焊接系統(tǒng)設計
端板毛坯由毛坯料架(見圖3)對其外圓進行定位,毛坯焊縫位置擺放時無要求;料架為可活動式,與底座分離(料架底座在工位上固定),毛坯架底座如圖4所示。針對不同毛坯件采用不同型號的料架(不同料架底部結構尺寸相同),當工件裝滿料架后,通過天車或者叉車放到料架固定底座上;毛坯料架采用六點定位原理進行定位,最后通過氣缸等裝置將毛坯料架鎖死,避免工作過程中發(fā)生位移。料架固定臺有工件種類識別裝置,識別來料為何種規(guī)格工件,控制系統(tǒng)會自動切換成與此工件相關的程序。

圖3 毛坯架
供料機器人和上料機器人夾具采用電永磁鐵(見圖5)。電永磁鐵僅在充磁和退磁的一瞬間通電,能夠迅速地夾緊和松開端板毛坯。電永磁鐵通電后產生很強的吸附力,上料和搬運端板時能牢牢固定住工件。夾緊和松開后電永磁鐵無電源輸入,安全,可靠性高。與電磁鐵夾具相比,能節(jié)省大量電能,不會因為突然停電和線路損壞丟失磁力。上料機器人手臂前端裝有距離傳感器,當夾具與工件接觸時,機器人手臂停止運動,夾具工作。
焊接系統(tǒng)采用雙絲焊接方法,用雙絲焊取代單絲焊是提高焊接速度和效率并降低成本的有效方法。焊接電源選用福尼斯TimeTwin 5000,TimeTwin是由2個完全獨立的微電腦控制TPS增強型電源組成[2],如圖6所示。焊槍選用德國TBI水冷雙絲焊槍,焊絲分2路單獨工作,并且使用同一個噴嘴,形成不同的熔池。焊槍配備防碰撞傳感器、把持器和高壓噴射式清腔系統(tǒng)。雙絲焊接示意如圖7所示。
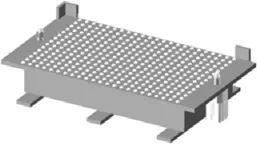
圖4 毛坯架底座
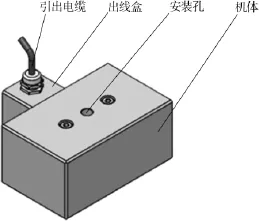
圖5 電永磁鐵

圖6 TimeTwin 5000焊接電源

圖7 雙絲焊接
3 電氣控制系統(tǒng)設計
電氣控制系統(tǒng)由西門子S7-300PLC作為控制中樞,通過Profibus-DP現(xiàn)場總線與五個ABB機器人控制柜通信。
機器人焊接系統(tǒng)組成部分復雜,電氣元件繁多。從系統(tǒng)可靠性和實用性方面考慮,主要部件之間采用Profibus-DP現(xiàn)場總線通信。Profibus-DP是一種傳輸速度高、使用成本低、數(shù)據(jù)傳輸安全可靠的總線類型,非常適合于現(xiàn)場級分布式I/O設備與PLC之間的信號交互。主站之間用令牌方式通信,主站與從站之間用主從輪詢方式通信。采用現(xiàn)場總線通信方式,可節(jié)省大量I/O連接用線纜,降低控制成本,提高數(shù)據(jù)傳輸?shù)臏蚀_性和可靠性,通過雙向通信對現(xiàn)場設備進行遠程調試、診斷和管理。
3.1 PLC控制柜與機器人通信
S7-300PLC選用315-2DP CPU模塊,通過專用的RS-485通信接口連接至Profibus-DP通信線纜[5]。ABB機器人控制柜內添加Profibus-DP適配器連接到Profibus-DP總線上。然后分別在PLC和機器人控制端做如下設置:
(1)將ABB機器人DSQC667配置文件(文件擴展名為GSD)安裝至PLC組態(tài)軟件STEP7中。
(2)在STEP7軟件中進行硬件組態(tài),組態(tài)結果如圖8所示。
(3)分別在PLC和機器人端進行地址和I/O信號設置,I/O信號設置必須一一對應。
3.2 PLC控制柜與夾具系統(tǒng)控制信號通信
夾具控制信號包括接觸器通斷電信號、限位開關動作信號和夾緊裝置到位信號等。這些信號均連至西門子分布式I/O設備ET200M I/O端子,由ET200M匯總零散的I/O信號,然后轉換成Profibus-DP總線信號,與PLC進行交互。
3.3 PLC控制柜與觸摸屏通信
觸摸屏選用西門子MP-277的10寸觸摸屏,通過Profibus-DP總線與PLC建立連接。觸摸屏是機器人焊接系統(tǒng)的運行監(jiān)控和顯示平臺,功能有:
(1)手動控制。通過手動操作觸摸屏,可以單獨控制每個I/O點動作,進行整個機器人焊接系統(tǒng)的啟停、設備調試和故障診斷操作。
(2)報警和故障診斷。如果機器人焊接系統(tǒng)發(fā)生故障,發(fā)生故障的設備以及故障原因就會在觸摸屏上顯示出來并發(fā)出報警。工作人員可以根據(jù)顯示出來的故障信息對設備進行檢修。設備檢修好之后,必須按復位按鈕,系統(tǒng)才能恢復正常運轉。
(3)產品信息和生產節(jié)拍顯示。當整個焊接系統(tǒng)正常運行時,焊接產品的種類、生產的數(shù)量和產品的生產節(jié)拍都會在觸摸屏上顯示出來,便于工作人員掌握機器人焊接系統(tǒng)的生產效率和運行狀態(tài)。

圖8 機器人系統(tǒng)硬件組態(tài)
4 焊縫視覺檢測系統(tǒng)設計
焊縫視覺檢測系統(tǒng)是機器人焊接系統(tǒng)的核心技術,是獲得良好焊接效果的關鍵[6-7]。由于管樁端板切口位置及走向不確定、寬度不均勻,所以必須用機器視覺的方法檢測切口位置及寬度。
管樁端板切口形狀大體呈矩形,所以只需要用機器視覺的方法確定矩形的位置和走向即可。如圖9所示,CCD傳感器被固定在中轉工位兩側,可不受焊接弧光的影響,確保得到高質量的焊縫圖像。

圖9 CCD圖像傳感器
該系統(tǒng)的原理是利用CCD圖像傳感器,在輔助光源的照射下,通過圖像采集卡(見圖10)獲取管樁端板的切口圖像信息。然后經過圖像預處理和特征提取,得到焊縫圖像特征點,編寫控制算法求出焊縫圖像特征點與機器人關節(jié)變量之間的轉換關系。最后,焊接機器人控制系統(tǒng)根據(jù)得到的轉換關系改變焊槍的位姿和移動軌跡。

圖10 圖像采集卡
4.1 焊縫視覺檢測系統(tǒng)的硬件構成
焊縫視覺檢測系統(tǒng)由CCD視覺傳感器、圖像采集卡、通訊接口、圖像處理系統(tǒng)等組成。
CCD視覺傳感器選用睿鴻公司的RuiHoge工業(yè)攝像機,該相機為200萬像素,分辨率為1 280× 1 024。圖像采集卡選用DH-VT142系列圖像采集卡,總線接口為PCI-E×1。基于Visual C++6.0編寫的圖像處理軟件作為焊縫視覺檢測系統(tǒng)的數(shù)字圖像處理平臺。
4.2 焊縫圖像處理與特征提取
CCD傳感器是在中轉工位拍照獲取焊縫圖像的,沒有焊接弧光和煙塵的影響,所以能獲得質量良好的圖像。但是,焊縫圖像在濾波和傳輸?shù)倪^程中會造成一定的降質。同時,拍照時工件表面的毛刺和光照的強弱因素也會影響圖像質量[4]。因此,焊縫圖像在提取特征點之前必須經過預處理。圖像預處理方法包括圖像增強、平滑、灰度分割和邊緣細化等技術[8]。
經過預處理之后的圖像,必須用形態(tài)學的公式和算法進行處理,從而改善圖像的質量。
最后,運用特定算法對經過預處
Page 49
Design of intelligent and efficient robot welding system of pipe pile end plate
QU Langbo,XU Zhixiang,WEI Pengfei
(School of Mechanical Engineering,Dalian University of Technology,Dalian 116024,China)
Based on current problems in welding of pipe pile end plate,a set of intelligent and efficient robot welding system is designed.The overall configuration,feeding and welding systems,hardware configuration of control system and weld visual inspection system of this robot welding system are introduced.This system can achieve automatic switching of different types of welding workpieces,high automation of the whole process from feeding to welding and intelligentialize of accurate detection of weld position and width.
robot welding;intelligence and efficiency;machine vision
TG409
A
1001-2303(2016)06-0035-05
10.7512/j.issn.1001-2303.2016.06.07
2015-08-08
曲瑯博(1988—),男,河南洛陽人,在讀碩士,主要從事工業(yè)電氣控制的研究。
猜你喜歡
工業(yè)設計(2022年8期)2022-09-09 07:43:20
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
制造技術與機床(2018年12期)2018-12-23 02:40:58
家庭影院技術(2017年9期)2017-09-26 03:41:45
