基于工程能力指數的軌道精調質量評價方法
2016-03-15 09:20:28楊建鋒
城市軌道交通研究 2016年7期
楊建鋒
(上海鐵路局工務處,200071,上海//工程師)
基于工程能力指數的軌道精調質量評價方法
楊建鋒
(上海鐵路局工務處,200071,上海//工程師)
利用杭長高速鐵路某段精調作業后的檢測數據,分別利用軌道質量指數和工程能力指數兩種方法對軌道精調質量進行了評價及對比分析。結果表明:兩種方法對于各單項的精調質量評價結果基本一致;在對各單項指標的評價及提高精調效率方面,工程能力指數方法是對現有方法的一種補充和完善;精調作業時可重點關注有較大提升空間的軌向、高低和水平三個單項,以減少后期的重復作業。
無砟軌道; 軌道精調; 作業質量評價; 工程能力分析
Author′s address Shanghai Railway Bureau Works Department,200071,Shanghai,China
無砟軌道精調是軌道精度控制的關鍵環節,其作業質量對高速列車運行的安全性、平順性及舒適性有重要影響[1]。文獻[1-3]對精調的施工技術及作業方法進行了較多的分析,但在軌道精調作業質量的評價方面尚未進行過多研究。由于無砟軌道對精度的要求較高,必要時需進行多次精調,而目前所采用的軌道質量指數(TQI)評價方法僅能反映作業后的總體水平,不能明確到每個單項的質量高低,因此,本文引入工程能力指數對軌道施工精調作業進行評價,以期對現有的評價方法進行補充和完善。
1 工程能力指數
工程能力也稱工序能力,是指工序在一定時間里處于控制狀態(穩定狀態)下的實際加工能力。為進行工程能力分析,直觀地反映工程能力評價的結果,引入無量綱的度量評價指標——工程能力指數,由其數值大小來判斷能力的高低[10]。
1.1 工程能力指數計算公式
根據規格限值的不同,工程能力指數分為雙側工程能力指數和單側工程能力指數。根據本文所討論的問題,在此只介紹雙側工程能力指數。
在對雙側控制值均有要求時,工程能力指數Pp最基本的表示形式為:
(1)
式中:
SU——上限控制值;
SL——下限控制值;
σ——樣本標準差。
由式(1)可以看出,在上下公差界限一定時,Pp值越大,表明加工質量越高。
在實際生產中,產品質量的均值μ一般無法與公差中心M完全重合,存在一定的偏離ε。因此,提出用Pp,k對Pp進行修正。引入偏離系數k后Pp,k的表達式為:
(2)
其中
(3)
1.2 評價標準
對于工程能力指數制定表1所示的評價標準,以供參考。
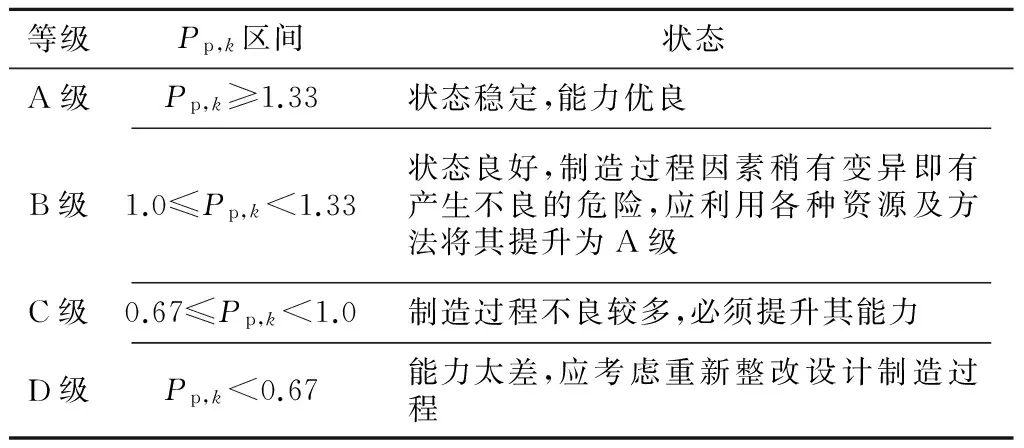
表1 工程能力指數等級標準表
2 精調工程能力分析
利用杭長高速鐵路上行精調作業后檢測數據,分別采用TQI和工程能力指數兩種方法進行評價。
2.1 TQI評價結果分析
目前,對軌道鋪設后的施工質量及精調后作業水平的評價,采用TQI來衡量。即以200 m的軌道區段作為單元區段,分別計算單元區段上左右高低、左右軌向、軌距、水平、三角坑等7項幾何不平順幅值的標準差,各單項幾何不平順幅值的標準差稱為單項指數,將7個單項指數之和作為評價該單元區段軌道平順性綜合質量狀態的TQI。
計算得到各作業區段精調后各單項統計指標及TQI的平均值,如表2所示。由表2可知,精調后單項指數較小的(即較好的)單項為軌距、水平,而軌向和高低的數值較大,表明還有較大的提升空間。
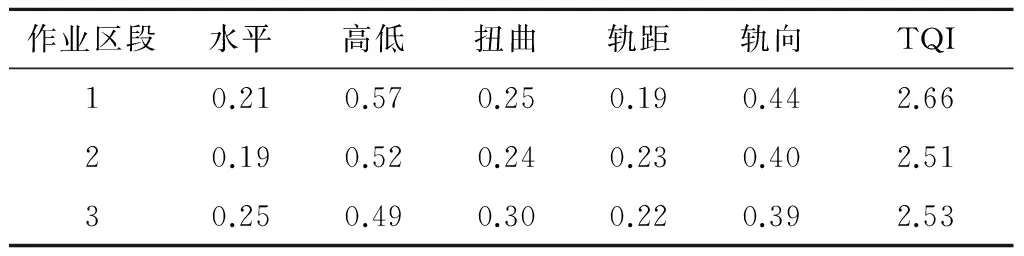
表2 各單項統計指數及TQI的平均值 mm
2.2 工程能力指標評價結果分析 各單項統計指標的上限控制值和下限控制值分別按表3取值。計算上述檢測數據的Pp,k值對各作業區段的精調作業能力進行分級評價。各作業區段精調后各單項統計指標的工程能力計算結果如表4所示。

表3 各單項及總體統計指標標準差的SU、SL取值
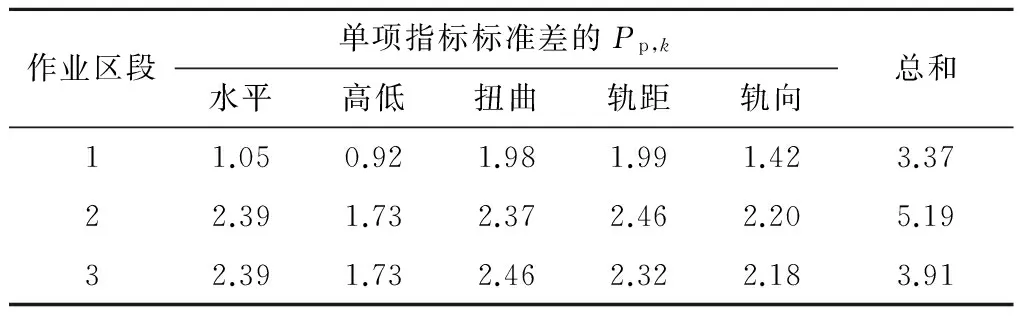
表4 精調后上行各單項及總體統計指標 標準差的Pp,k
由表4可知,垂向指標方面,水平的Pp,k為1.05~2.39,屬于A級或B級;高低的Pp,k為0.92~1.73,介于A~C級;扭曲的Pp,k為1.98~2.46屬于A級。平面指標方面,軌距的Pp,k為1.99~2.46,屬于A級;軌向的Pp,k為1.42~2.20,屬于A級。總體的Pp,k在3.37~5.19,屬于A級。從各作業區段各單項指標來看,軌距和扭曲的作用質量要比軌向、高低和水平的作業質量好一些。
2.3 兩種分析方法的比較
采用TQI評價方法對數據進行分析統計,其結果包括采樣點的標準差σ和平均值μ,可以得到一個綜合指數值,但目前沒有單項指標的控制值,無法進行針對性分析。
引入偏離系數k后的Pp,k,除了包含樣本標準差σ、均值μ外,還包含了SU、SL等指標,并且可以對每個幾何單項計算出相應的Pp,k,分析每個單項的作業質量水平。
另外,由表2及表4可以發現,采用TQI指標來衡量時,各單項指標的作業狀態由好到差依次為軌距(0.19)、水平(0.21)、扭曲(0.25)、軌向(0.44)和高低(0.57);采用Pp,k指標來衡量時則為軌距(1.99)、扭曲(1.98)、軌向(1.42)、水平(1.05)和高低(0.92)。兩種評價方法得出的各單項指標的相對優良程度基本相同。可以認為兩種方法得到的評價結果具有一致性。
因此,可利用工程能力指數對數據進行較為綜合的統計分析,從而得出更為符合實際的分析結果,以對原有的方法進行更好的補充。
3 結論
(1) 通過現場數據計算實例驗證,證明工程能力指數評價方法對于各單項的分析結果與現有TQI方法所得到的結論基本一致,故其可以作為一種新的評價方法引入到軌道精調質量評價中。
(2) 工程能力指數方法包含了更多的統計指標,并且保留了各單項指標的分析結果,有利于進行針對性的精調。另外,經過調整分析計算,還可以對具體單項的精調提出針對性的標準,使精調效率得到提高。因此,該方法是對現有TQI方法的一種補充和完善。
(3) 不同作業區段對于不同單項的精調質量要求各不相同,但數據表明,高低和水平兩個單項還有較大的提升空間。在精調作業時可重點關注這些單項,以減少后期的重復作業。
[1] 王志堅,劉彬.武廣鐵路客運專線無砟軌道精調關鍵技術[J].鐵道建筑,2010(1):1.
[2] 王建華.無砟軌道鋪軌測量與精調技術[J].鐵道工程學報,2009(9):31.
[3] 馬明正.高速鐵路無砟軌道鋼軌精調過程控制關鍵技術[J].2014,58(3):21.
[4] 陳鵬,吳育華,金宇澄,等.博弈論在工程項目質量管理中的應用[J].華東交通大學學報,2004,21(4):30.
[5] 李崗.業主建設工程項目精益管理探討[J].華東交通大學學報,2008,25(5):107.
[6] JONNY,JESSIKA Christyanti.Improving the quality of asbestos roofing at PT BBI using six sigma methodology[J].Procedia - Social and Behavioral Sciences,2012,65(3):306.
[7] 楊驊,陳劍偉,潘耀良,等.精益管理在大醫院門診檢驗流程改造中的應用與實踐[J].中國醫院管理,2010,30(7):27.
[8] 張根保,付興林,朱瑜慶,等.汽車制造企業精益生產系統模型[J].機械工程學報,2010,46(2):93.
[9] MELTON T.The benefits of lean manufacturing:What lean thinking has to offer the process industries[J].Chemical Engineering Research and Design,2005,83(6):662.
[10] 馬逢時,周暐,劉傳冰,等.六西格瑪管理統計指南——MINITAB使用指導[M].北京:中國人民大學出版社,2013.
Evaluation of Track Fine Adjustment Quality Based on Process Performance Index
YANG Jianfeng
By usingthe test data of a section on Hangzhou-Changsha high-speed railway after the fine adjustment operation of the, two methods of the track quality index (TQI) and the engineering ability index are comparatively analyzed.The results show that the evaluations of each individual fine adjustment quality in both methods are basically the same,but for the single index evaluation and the improvement of fine adjustment efficiency,the engineering ability index method is a supplement and improvement to the existing method. The fine adjustment must focus on alignment,profile and cross-level,because they have a larger potential for improvement and reduction of the repeat works in practical operation.
ballastless track; track fine adjustment; operational quality evaluation; engineering ability analysis
U 215.14
10.16037/j.1007-869x.2016.07.031
2016-02-26)
猜你喜歡
石油瀝青(2021年4期)2021-10-14 08:50:44
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
故事大王(2016年7期)2016-09-22 17:30:08
太空探索(2016年6期)2016-07-10 12:09:06
筑路機械與施工機械化(2015年11期)2015-07-01 16:28:43
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
筑路機械與施工機械化(2015年8期)2015-01-11 09:24:54
筑路機械與施工機械化(2014年4期)2014-03-01 02:58:34
兒童故事畫報(2013年3期)2013-06-24 05:40:30
俄羅斯問題研究(2012年1期)2012-03-25 09:54:51