基于結構光的葉片自動檢測系統研發
2016-03-18 01:04:12Researchofautomaticmeasurementsystemaimingatbladesbasedonstructuredlight
制造業自動化 2016年1期
Research of automatic measurement system aiming at blades based on structured light
鄧珍波,殷 鳴,向召偉,陳俊宇,殷國富
DENG Zhen-bo, YIN Ming, XIANG Zhao-wei, CHEN Jun-yu, YIN Guo-fu
(四川大學 制造科學與工程學院,成都 610065)
?
基于結構光的葉片自動檢測系統研發
Research of automatic measurement system aiming at blades based on structured light
鄧珍波,殷鳴,向召偉,陳俊宇,殷國富
DENG Zhen-bo, YIN Ming, XIANG Zhao-wei, CHEN Jun-yu, YIN Guo-fu
(四川大學 制造科學與工程學院,成都 610065)
摘 要:針對三坐標檢測葉片型面時成本高、檢測輪廓有限,以及光學掃描檢測時難以快速、自動、完整掃描的問題,設計了基于結構光掃描儀的葉片自動化檢測系統。PCI運動控制卡作為上位運動控制器,帶細分的步進電機作為動力元件,完成了三自由度的自動化檢測系統搭建和葉片掃描檢測。實驗結果表明,合理的掃描規劃高效地完成了整個葉片的掃描,并依托點云數據快速地實現了整個葉片三維逆向重構與檢測。對比結構光學檢測與三坐標的截面輪廓檢測精度,該檢測系統能夠快速地獲取檢測模型并準確地完成整個葉片精度檢測,提高了效率,降低了成本。
關鍵詞:逆向工程;葉片;結構光;自動化檢測系統;掃描規則
0 引言
葉片作為汽輪機、航空發動機等設備的關鍵零部件,需求量大、型面結構復雜、加工與檢測難度大,如何高效制造出大量符合要求的葉片是當前研究的熱點。葉片型面是空間異形曲面,高效準確地檢測葉片十分重要[1,2]。當前常用的葉片檢測方法有標準樣板法、大型投影儀測量法、葉片自動繪圖測量法[3]、工業CT測量法[4]、光學掃描儀法[5~7]和三坐標測量機(Coordinate Measuring Machine,CMM)測量法[8]。樣板法在汽輪機等葉片的粗加工中應用比較廣泛,成本低且操作簡單直觀,但樣板靠拋光工人手工打磨,不能滿足設計人員對葉片越來越高的要求。基于工業CT的測量方法成本較高,測量效率較低,且操作比較繁瑣。CMM測量法測量精度高、重復性好、自動化程度高,適用于葉片的終檢,但成本較高、檢測輪廓有限。光學掃描包含激光掃描和光柵式掃描,能夠掃描得到整個模型表面的點云數據,得到全尺寸偏差。但合理規劃掃描路徑以便自動獲取模型完整點云數據是一個難題,且獲取的點云中存在噪聲點,會對測量精度產生一定的影響。隨著科技的發展,對葉片的精度檢測對葉片的精度檢測要求越來越高,從傳統的二維截面輪廓誤差逐漸升級為三維全尺寸誤差,對葉片的檢測提出了一系列要求,主要體現在:1)測量精度要求嚴苛,要求達到納米級;2)測量過程自動化與智能化,要求能夠一鍵式操作出檢測報表;3)二維輪廓檢測向三維全尺寸測量過度。逆向工程是一種從產品獲取對應數字模型,依據反求模型對產品進行優化設計、精度檢測等后續操作的方法[9,10]。針對葉片檢測中存在的一些問題,本文以葉片為對象,以結構光三維掃描儀(ATOS)為工具,設計了一套自動化檢測平臺,結合逆向模型與標準數字模型比對生成零件全尺寸誤差云圖。
1 自動化檢測平臺設計
本文完成葉片三維模型的逆向重構,需實現無死角掃描拍攝來獲取整個葉片型面上的點云數據。如圖1所示,針對不同型號的葉片,要完整地掃描完葉根、外弧、內弧、進氣邊、出氣邊和葉根等關鍵部分,需要對葉片進行多角度拍攝。文章采用ATOS Core 200,掃描范圍為200mm×150mm×150mm,至少設計三個自由度才能夠實現完整點云數據采集。
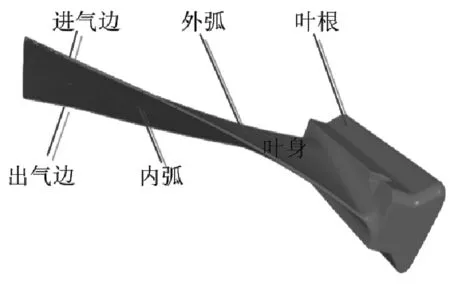
圖1 葉片結構
1.1 結構系統
分析葉片結構特性,設計具有三個自由度的自動化檢測系統。如圖2所示,三個運動分別為掃描儀移動、掃描儀擺動、葉片轉動。掃描儀的豎直上下移動動力源為帶剎車的86步進電機,傳動部分選用同步帶,相對伺服電機與絲杠傳動成本較低,又能夠保證掃描時的定位精度。掃描儀的小幅擺動依靠帶減速器的57步進電機,既增強了電機的載荷特性,又可實現小角度的擺動。葉片掃描時靠電磁吸盤固定。吸盤固定在自動轉臺上,轉臺由57步進電機匹配蝸桿蝸輪加工完成。
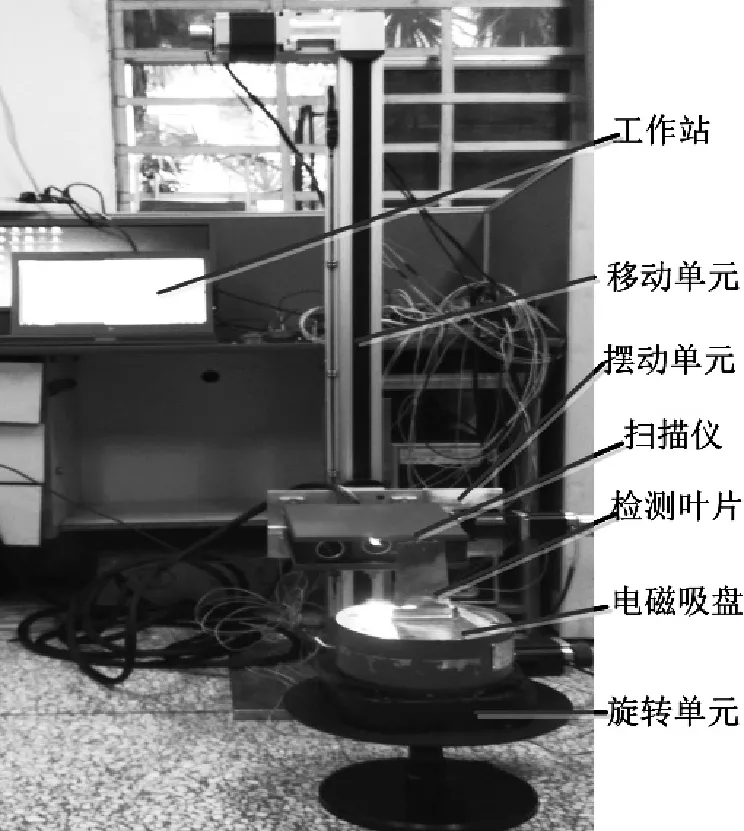
圖2 結構系統
1.2 控制系統
為了實現三個自由度的準確控制,以及實現良好的人機交互,選用基于PC+PCI運動控制卡的上位控制方式。PC機選用win7 32位系統、CPU為Intel(R) Core(TM) i5-4440、內存8GB;PCI運動控制卡選用樂創的MPC08卡,可控制四軸運動、三軸聯動,最大脈沖頻率可以達到2MHz。采用C++語言在MFC平臺上編制控制面板,實現良好的人機交互,如圖3所示。該控制平臺可以根據不同的掃描葉片調整各個運動參數,可以實現人工個性化掃描與自動化智能掃描。
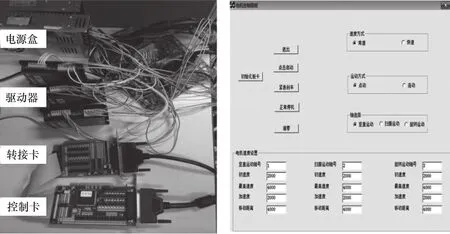
圖3 控制系統
2 掃描逆向
文中采用如圖4所示的結構光掃描技術,掃描頭由左右兩臺高分辨率CCD工業相機和投射鏡頭組成。掃描頭上的投影裝置將抗干擾能力較強的藍光投影到被測葉片表面,根據葉片表面輪廓高度的變化,投影光柵發生不同程度變形,具有不同姿態與視角的左右兩臺高分辨率CCD相機同時攝取圖像。結合相移與灰度編碼技術,解決規則的光柵圖像受到物體表面高度的調制而發生變形所造成的兩幅圖像上空間點的對應問題, 并通過兩臺相機的三角交匯快速獲得形體的三維坐標信息。快速獲取葉片零件的完整掃描數據并擬合成所需要的三角面片(STL)模型,是基于逆向工程的葉片全尺寸檢測的關鍵。

圖4 結構光掃描原理
2.1 點云掃描
根據葉片大小與形狀,本自動化掃描系統設置三個軸的運動參數獲取完整的葉片點云數據。由于葉片大小不一、形狀復雜、葉冠和葉根完整點云數據獲取難度較大,掃描拍攝時需調整掃描儀與葉片之間的相對位置。規劃掃描路徑時,為了兼顧掃描過程的快速性和完整性,將整個掃描劃分為三個部分,如圖5所示:初步快速軸向整體掃描,完成葉片大部分點云數據的獲取;葉冠補充掃描則是高效完善初步掃描時未能獲取的葉冠數據;葉根補充掃描補全葉根死角處的點云數據,提高檢測精度。
2.2 逆向擬合
經掃描所得點云數據包含噪聲點,去除噪點得到葉片點云數據,再將計算所得點云數據進行曲面封裝。首先把鄰域點集投影到擬合平面上,化三維為二維,計算局部平面正則三角化;然后從局部三角化出發構造全局三角化,從而用三角曲面擬葉片STL模型;最后將生成的葉片模型與參數模型對比得到制造偏差。
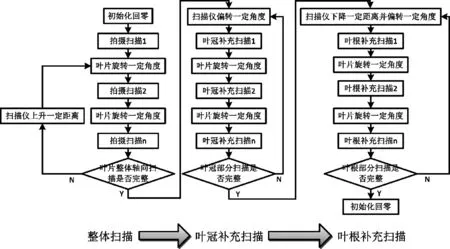
圖5 葉片掃描流程
3 檢測分析
葉片檢測的主要指標為標準截面輪廓的弦長、進氣邊邊界圓半徑、出氣邊邊界圓半徑、最大厚度值等參數。如圖6(a)、圖6(b)分別為距離葉根底面70.2600mm、26.9100mm兩個截面輪廓的偏差值。從圖中可知,四項主要參數偏差值都控制在50μm范圍內,具有較高的精度。對比分析三坐標檢測與基于結構光柵兩種檢測方法,如表1所示:三坐標檢測時截面Z=70.2600mm處最大截面厚度為4.1600mm、Z=26.9100mm處最大截面厚度為5.9858mm,結構光掃面檢測時Z=70.2600mm處最大截面厚度為4.1405mm、Z=26.9100mm處最大截面厚度為5.9900mm,最大截面厚度差值分別為0.0205mm和0.0158mm,測量差異都在5%以內。
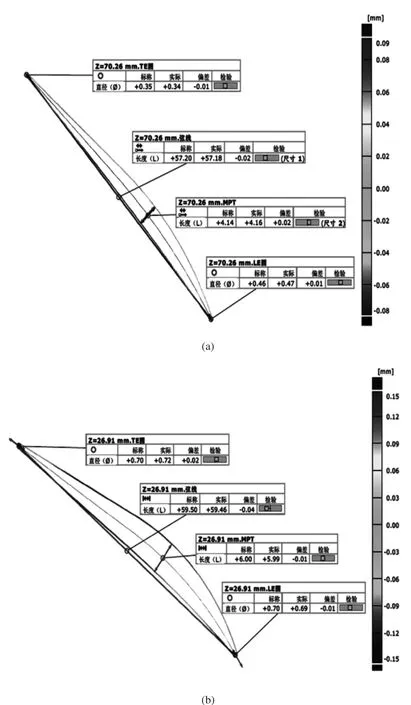
圖6 截面輪廓檢測
隨著技術的不斷提高,對葉片的檢測要求也不斷苛刻,簡單的截面輪廓檢測已經不能滿足生產和使用要求。如圖7所示,根據掃描點云數據反求出葉片數字模型,與標準參數化模型進行對比,得到葉片三維全尺寸偏差,可以更加全面地分析葉片的加工制造精度。由于標準數模建模時沒進行圓角設計,在對比分析時出現較大偏差,屬于正常范圍。葉身部分偏差值達到了0.13mm,誤差值較大,該葉片加工時精度較低。基于結構光的空間三維尺寸檢測,得到葉片任意空間位置處的偏差值,并且以彩圖的形式表示出數值大小,直觀形象。

表1 不同檢測方法對比
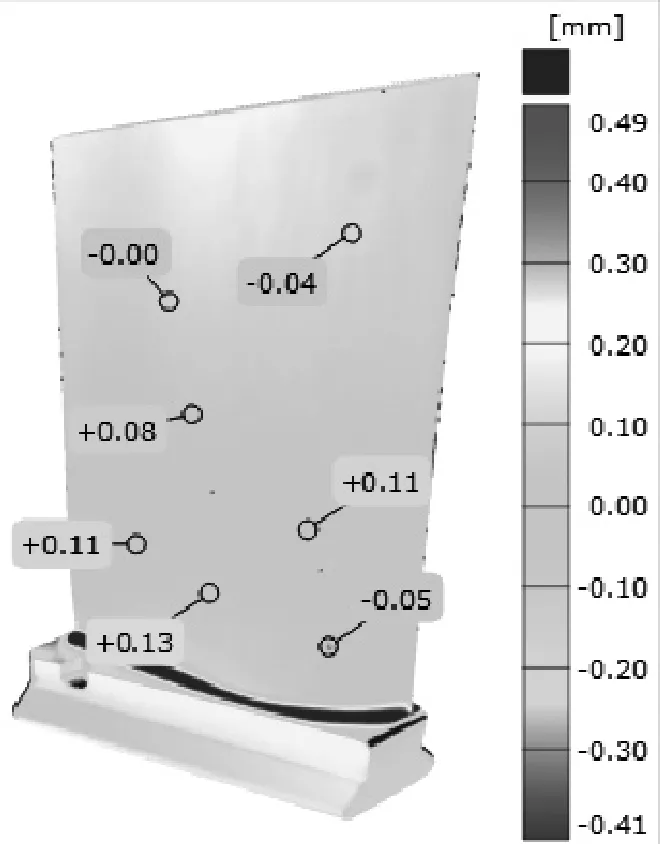
圖7 全尺寸檢測
4 結論
本文針對燃氣輪機不同型號的葉片開發了一套基于結構光柵的自動化檢測系統,簡單的人機交互界面提供了掃描參數設置接口,能夠根據不同型號葉片規劃智能檢測路徑,實現葉片高效準確的掃描與逆向建模。制定好特定型號葉片的掃描規程,能夠實現葉片快速檢測,降低人為因素造成的干擾。相比三坐標檢測方式,結構光柵檢測技術將二維檢測擴展到了三維空間,掃描精度與三坐標精度相近,可以求出視角范圍內任意位置的加工制造偏差,進一步提高了葉片的使用性能,具有廣闊的應用前景。
參考文獻:
[1] Chang H, Lin A C. Automatic inspection of turbine blades using a 3-axis CMM together with a 2-axis dividing head[J].The International Journal of Advanced Manufacturing Technology. 2005,26(7-8):789-796.
[2] Wu H, Li D,Chen X, et al. Rapid casting of turbine blades with abnormal film cooling holes using integral ceramic casting molds[J].The International Journal of Advanced Manufacturing Technology.2010,50(1-4):13-19.
[3] 藺小軍,單晨偉,王增強,等.航空發動機葉片型面三坐標測量機測量技術[J].計算機集成制造系統.2012(01):125-131.
[4] Li Y, Gu P. Free-form surface inspection techniques state of the art review[J].Computer-Aided Design. 2004,36(13):1395-1417.
[5] 徐紅兵,任乃飛.ATOS流動式光學掃描儀的工作原理與系統標定[J].工具技術.2006,40(9):81-84.
[6] Lee K H, Park H. Automated inspection planning of free-form shape parts by laser scanning[J].Robotics and Computer-Integrated Manufacturing.2000,16(4):201-210.
[7] Cheng Y, Wang L,Zhu Z, et al. Geometric analysis of investment casting turbine blades based on digital measurement data[J]. CHINA FOUNDRY. 2014,11(1):20-27.
[8] 康敏,徐家文.用三坐標測量機檢測整體葉輪葉片型面誤差[J].工具技術,2002(08):55-57.
[9] 金濤,陳建良,童水光.逆向工程技術研究進展[J].中國機械工程. 2002(16):86-92.
[10] Zhang D H, Jiang R S, Li J L, et al. Cavity optimization for investment casting die of turbine blade based on reverse engineering[J].The International Journal of Advanced Manufacturing Technology.2010,48(9-12):839-846.
作者簡介:鄧珍波(1988 -),男,四川自貢人,碩士研究生,研究方向為增材制造。
基金項目:四川省科技支撐計劃項目(2014GZ0114;2015GZ0012;2014GZ0054;2015GZ0025)
收稿日期:2015-09-23
中圖分類號:TH164
文獻標識碼:A
文章編號:1009-0134(2016)01-0012-04
