板坯連鑄機設備精度及保證措施
2016-03-23 09:30:08劉占鋒呂永學岳志坤張佩立
重型機械 2016年4期
劉占鋒,呂永學,岳志坤,張佩立
(首鋼京唐鋼鐵聯合有限責任公司, 河北 唐山 063200)
板坯連鑄機設備精度及保證措施
劉占鋒,呂永學,岳志坤,張佩立
(首鋼京唐鋼鐵聯合有限責任公司, 河北 唐山 063200)
介紹了首鋼京唐公司板坯連鑄機的概況,提出了設備方面影響板坯質量的精度管理項目,敘述了設備精度的測量方法,分析了設備精度超差的原因并分別從結晶器和扇形段兩方面確定各自的精度保證措施,保證了連鑄機的精度。
連鑄機;精度;結晶器振動;扇形段
0 前言
首鋼京唐公司共有4臺雙流板坯連鑄機,包括2 150 mm連鑄機兩臺、1 650 mm連鑄機兩臺,連鑄機長度43 548 mm,主弧度半徑9 500 mm,每流包括1臺0段、19臺扇形段。自2009年陸續投產,在鑄機的運行過程中為了保證和提高鑄坯質量,從設備、工藝各方面提出來多項精度管理項目,并采取了一系列精度保證措施來保證鑄機精度,從而滿足鑄坯質量對精度的要求。
納入鑄機設備精度管理的主要設備包括結晶器振動和扇形段,涉及的精度管理項目有結晶器振動偏擺、扇形段對弧及輥縫等。
1 結晶器振動的精度測量方法及保證措施
1.1 結晶器振動精度測量方法
結晶器振動時要求結晶器完全在垂直方向上下振動,但是由于結晶器振動結構間隙及制造公差的存在,其實際振動位置會與鉛垂線有偏差,即所謂的振動偏擺。結晶器振動偏擺包括寬邊(板坯厚度方向)的偏擺和窄邊(板坯寬度方向)的偏擺。
為了及時掌握結晶器振動的偏擺情況,設計有專用的結晶器振動偏擺檢測儀,在結晶器左右兩側各布置1個傳感器,利用定修或澆次之間的時間對結晶器振動偏擺情況進行測量。某次測量結果分別如表1和圖1所示,其中X坐標為板坯厚度方向、Y坐標為板坯寬度方向、Z坐標為垂直方向。

表1 結晶器振動測試數據
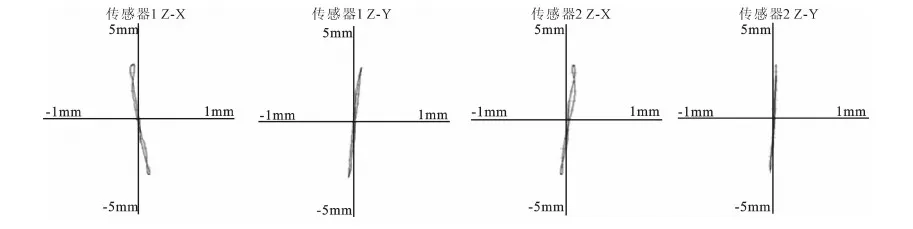
圖1 結晶器振動偏擺曲線Fig.1 Deflection graph of mold oscillation
通過測試數據統計表和振動偏擺圖形,可以判斷結晶器振動的偏擺量和偏擺方向。
1.2 結晶器振動精度保證措施
結晶器窄邊方向的偏擺靠導向裝配保證(如圖2所示),導向輪固定在結晶器振動的固定框架上,導向板、導向支座等組成的導向部件安裝在結晶器振動活動框架上。結晶器振動時導向輪限制導向部件左右方向的擺動、從而控制結晶器的偏擺。在安裝時為了保證導向板與導向輪接觸良好,要保證件號4所示碟簧的預緊力,設計要求安裝位置預緊力22.5 kN,日常維護中要注意檢查導向輪的潤滑情況,保證潤滑充分。當發現導向輪損壞及導向板磨損時,利用年修或定修給予更換。
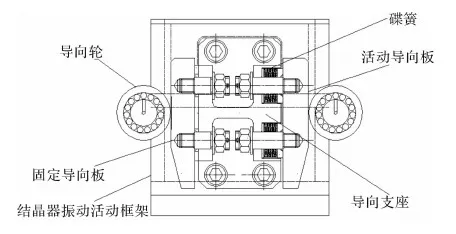
圖2 結晶器振動導向裝配Fig.2 Assembly of mold oscillation guide
結晶器寬邊方向的偏擺靠滾動單元保證,滾動單元包括外弧(可調)和內弧(不可調)兩種,分別見圖3和圖4。通過外弧的調整斜鐵保證滾動元件與導板之間的間隙,滾動元件與兩側導板之間的運動限制了結晶器寬邊方向的偏擺,但是隨著長時間的運行滾動元件及兩側導板會發生磨損,造成滾動單元滾動元件與兩側導板之間的間隙過大,從而造成結晶器偏擺量超標。如有超標情況可通過調整外弧滾動單元的調整斜鐵,保證滾動單元滾動體與兩側導板之間的間隙小于0.05 mm,一般當磨損量超過0.5 mm時不再調整及時利用定修時間,更換滾動單元。
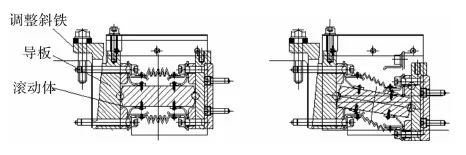
圖3 外弧滾動單元Fig.3 Fixed side rolling element
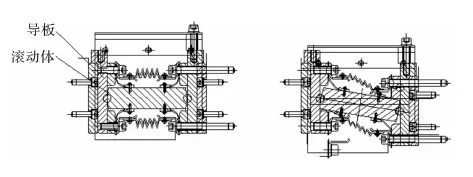
圖4 內弧滾動單元Fig.4 Loose side rolling element
同時對滾動單元的油脂潤滑系統進行改進,由原設計的滾動單元兩端進油潤滑,改為一端進油、一端泄油,增加了泄油管路,避免了油脂無法排除,損壞滾動體防護罩、從而影響滾動體壽命的現象。
1.3 振動液壓及自動化系統的保證措施
為了保證結晶器振動的平穩運行,對結晶器振動的閥臺增加保護箱及冷卻壓縮空氣,振動傳感器增加風冷及水冷系統,保證結晶器振動液壓及自動化系統穩定運行,安裝時銷軸間隙嚴格按圖紙要求控制,從而保證結晶器振動的位置精度。
2 扇形段精度保證措施
扇形段的精度主要包括對弧、輥縫等,扇形段對弧及輥縫精度的好壞對鑄坯質量、扇形段使用壽命有著直接的影響。在連鑄機的生產過程中由于扇形段支撐框架基礎沉降、扇形段支撐框架本身變形,扇形段輥子磨損不均、軸承損壞、輥子塌陷,扇形段離線修復時對弧臺架及對弧樣板有偏差等原因,均會造成扇形段對弧及輥縫不好。
2.1 扇形段對弧及輥縫精度測量方法
目前鑄機利用在線多功能輥縫測量儀對扇形段對弧、輥縫及輥子旋轉情況進行檢測,輥縫儀測量數據作為判斷扇形段精度保持狀態的依據之一,為檢修提供數據支持,測量結果可以以曲線和表格形式顯示便于直觀的判定扇形段的精度狀態,輥縫儀輥縫及接弧曲線如圖5和圖6所示。
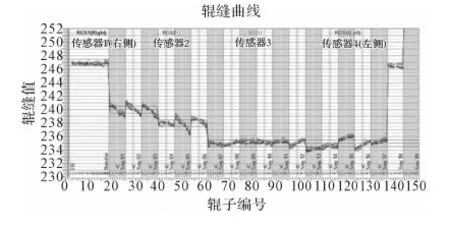
圖5 輥縫曲線Fig.5 Segment gap wave
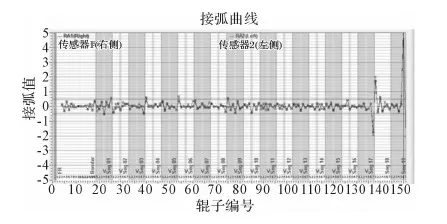
圖6 接弧曲線Fig.6 Segment alignment wave
2.2 扇形段對弧精度保證措施
扇形段對弧精度主要包括離線和在線兩方面。
2.2.1 扇形段離線精度保證措施
扇形段在離線修復時,需利用對弧樣板對扇形段內部輥子的對弧情況進行測量調整(如圖7所示),離線維修區0段、A段、B段、C段、D段和E段固定側和活動側分別有一套對弧樣板,扇形段離線修復時固定側對弧的精度直接影響扇形段上線后段與段之間對弧情況,離線對弧時偏差允許值為±0.05 mm。同時為了保證對弧臺架及對弧樣板的精度,對弧臺架及對弧樣板定期進行測量校驗,如圖8所示。

圖7 扇形段離線對弧示意圖Fig.7 Offline alignment of segment

圖8 扇形段對弧臺架測量Fig.8 Test of segment alignment stand
2.2.2 扇形段在線精度恢復措施
檢測出扇形段接弧不好后可以采取以下措施進行處理:
(1)扇形段內部接弧超標時,在線無法處理,利用定修或日修時間對扇形段離線修復。
(2)段與段之間接弧不好時,首先接合輥縫儀測量的輥縫數據并現場查看,判斷是否為輥子間有雜物或水垢所致,排除雜物或水垢影響后,用在線對弧樣板手動對對弧數據進行測量。如果為輥子塌陷所致應視情況及時換段處理,如果不是輥子塌陷所致則可能是由于支撐框架本身位置偏差、輥子磨損不勻等原因所致,可以通過調整支撐框架上扇形段定位銷以下墊片來恢復扇形段與段之間的接弧。
2.2.3 扇形段接弧精度的改進措施
(1)針對0段軸承座變形、輥子裂紋塌陷造成0段接弧不好的問題,對0段軸承座及輥子結構進行了改進,提高了其強度;
創設語言環境對于學習一種新的語言來說非常重要,創設良好的語言環境對語言的學習是良好的外界刺激,學生在接受刺激的同時,也是正在感悟語言帶來的作用,使學生在自然地環境中接觸到知識,掌握知識。創設英語語言環境的方法有很多。
(2)針對扇形段漏水造成輥子潤滑不好,從而影響對弧精度的問題,對扇形段輥系密封系統進行了改進;
(3)針對扇形段支撐框架沉降、變形影響對弧精度的問題,利用年修時間將扇形段離線對支撐框架進行測量,保證了支撐框架的精度;
2.3 扇形段輥縫超差原因及保證措施
2.3.1 造成扇形段輥縫值超差的主要原因
造成扇形段輥縫值超差的主要原因有:
(1)扇形段輥縫值在扇形段對中臺上測量時,處于水平狀態,上線后處于非水平狀態,由于重力及連接部位銷軸間隙的作用,會出現進口大出口小的現象,使在線輥縫值與線下修復時的輥縫值出現偏差;
(3)分節輥表面積渣、積水垢嚴重影響輥縫值精度;
2.3.2 離線修復時扇形段輥縫精度改進措施
扇形段離線修復時為了保證輥縫的精度,目前采取以下保證措施:
(1)保證墊片質量:要求全部采用不銹鋼墊片,墊片加工時采用線切割不得有毛邊現象,避免使用過程中因銹蝕、腐蝕造成墊片尺寸不合適,墊片安裝前要進行清洗、保證清潔度,同時每組墊片數量不得超過三片;
(2)提高測量手段:輥縫測量使用手持式輥縫儀,輥縫數據由手持式數顯輥縫儀直接顯示,如圖9所示,避免了原來采用千分尺測量時對測量人員技能要求高、讀數誤差大的現象,降低了人為讀數誤差,使用方便快捷。
(3)改進測量方法:扇形段連接銷軸與關節軸承、連接銷軸與扇形段框架之間,以及扇形段輥子軸頭與軸承之間、軸承與軸承座之間不可避免的會存在間隙,如果測量輥縫時不排除間隙,勢必會影響輥縫的準確度,因此離線測量輥縫時增加了千斤頂,如圖10所示,根據不同段型選擇不同壓力以排除所有間隙,保證扇形段輥縫的準確度。
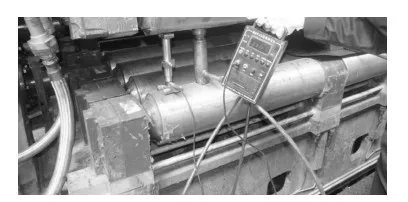
圖9 數顯輥縫儀Fig.9 Digital roll gap instrument
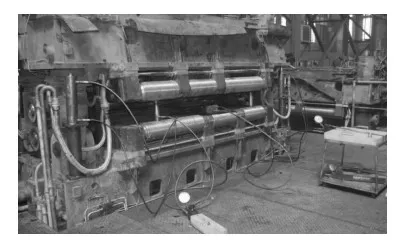
圖10 千斤頂排除間隙Fig.10 Hydraulic jack to exclude clearance
同時扇形段在線使用過程中要保證軸承的潤滑系統,保證輥子旋轉狀態良好,避免因潤滑不好造成分節輥表面、軸頭及軸承磨損嚴重或損壞。
2.3.3 在線解決輥縫值超差的措施
目前在線扇形段輥縫要求偏差值為±0.5 mm,當輥縫儀數據顯示扇形段輥縫出現超差現象時,應更換超差的扇形段,但由于扇形段從生產線上換下后,要經過清洗-解體-換輥-調弧-輥縫值調節-試水-驗收等一系列步驟,耗費大量人力、物力、財力,因此如果扇形段僅僅因輥縫值超差而下線修復,將縮短扇形段在線運行周期,增加扇形段修復費用、增加生產成本,因此根據輥縫儀測量數據,對于扇形段輥縫整體偏差的要通過清理開口度墊片之間的雜物,重新測量、調整、校核等一些列措施,恢復輥縫精度,對于扇形段內部輥縫偏差較大的扇形段在線無法處理時及時通過換段解決。
3 結束語
通過對連鑄機的精度管理和一系列精度恢復和改進措施,保證了連鑄機的精度,其中結晶器振動寬邊方向的偏擺量可以控制在±0.15mm以內,窄邊方向的偏擺兩可以控制在±0.1以內,扇形段對弧精度保持率可達98%,為汽車板、管線鋼等高端產品的生產提供了設備保障。
[1] 樊星辰,段雪亮,孫博,等.特厚板坯連鑄機在線開口度精度控制淺析[J].鑄造技術,2014(7):1568-1570.
[2] 趙廣濱.連鑄機弧形段支撐框架裝配精度檢測[J].中國重型裝備.2014(1):30-36.
[3] 黃平,劉欣榮.連鑄機扇形段幾種對中方法的對比與應用[J].山西冶金,2013(10):75-76.
[4] 劉洋,蔡繼紅,嚴開勇,等.連鑄機精度提高方法的研究[J].湖北工業大學學報,2013(4):79-82.
[5] 薛麗華,王南,李金波.連鑄板坯動態輕壓下輥縫偏差研究[J].河北冶金,2013(12):5-8.
[6] 劉念,聞臻. 應用輥縫儀指導連鑄機扇形段缺陷處理[J].河北冶金,2013(9):40-44.
[7] 郭剛,劉佳. 板坯連鑄機扇形段弧度調整技術及精度維護要領[J].科技創新與應用,2013(29):131.
[8] 安領軍.邯寶煉鋼廠板坯連鑄機結晶器振動導向研究[J].重型機械,2012(1):43-45.
[9] 施漢生,姜興辰. 鑄機扇形段全方位在線對弧調整裝置的設計與應用[J].冶金設備,2012(1):66-70.
[10]周繼勛,李小軍. 直弧形連鑄機精度的控制[J].鋼鐵研究,2012(6):43-45.
[11]郭慶華,楊建桃,劉玉寶. 連鑄輕壓下過程中輥縫偏差分析和控制[J].連鑄,2012(6):19-23.
[12]杜淑卿,王繼超,曹紹周,等.連鑄機扇形段連鑄輥對弧精度過程能力控制分析[J].河北冶金,2012(11):32-35.
[13]席常鎖,呂曉君,張慧,等. 板坯連鑄結晶器振動偏擺檢測及粘結漏鋼控制[J].鋼鐵,2011(7):32-35.
[14]高凌云,張尚誠,國瑞. 板坯連鑄機輥縫控制技術在生產中的應用[J].重型機械,2011(5):18-19.
[15]周林,萬仁斌. 梅鋼1號連鑄機扇形段輥縫精度控制技術[J].梅山科技,2010(6):44-47.
[16]李景園,李鴻春,安自強,等. 板坯連鑄機弧形檢測及精調方法[J].重型機械,2010(S1):263-266.
Management and guarantee measures of slab caster precision
LIU Zhan-feng, LV Yong-xue, YUE zhi-kun,ZHANG Pei-li
(Shougang Jingtang United Iron & Steel Co.,Ltd.,Tangshan 063200,China)
This paper introduced the present situation of slab caster of Shougang Jingtang company, put forward the aspects affecting the slab quality of equipment, described the measurement method of equipment precision, analyzed the causes of ultra precision and summarized guarantee measures of slab caster precision, which ensured the precision of slab caster.
slab caster; precision; mold oscillation; segment
2016-01-06;
2016-02-10
劉占鋒(1983-),男,碩士研究生,工程師,主要從事連鑄設備管理與研究。
TF341.6
A
1001-196X(2016)04-0079-05
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
